一种L型筒体锻件的自由锻造方法与流程
本发明属于锻件,尤其涉及一种l型筒体锻件的自由锻造方法。
背景技术:
1、在汽轮机阀门锻件中有一种产品叫做滤网主体,其结构为l型形状筒体锻件,其材料主要为耐热不锈钢f91或者f92。滤网主体主要起到过滤蒸汽,阻挡锅炉管道由氧化脱落形成的杂质颗粒,避免颗粒进入气缸损坏叶片,同时滤网主体还起到整流作用。由于产品使用温度高,运行条件恶劣,因此性能要求较高,同时运用也非常广泛。
2、在产品的锻造过程中,通常做法为将l形状做成直筒形状,这样操作简单,容易锻制,但是这样会增加很多的机加工余量,同时浪费很多材料,增加成本。锻件做成直筒形状,锻造工艺投料重量为4950kg;将锻件做成l型形状,锻造工艺投料重量为4150kg。每件产品可以节约800kg的工艺投料重量,同时还会较少后续机械加工的余量,节约大量工时跟成本。
3、由于锻件的尺寸大,且材料为特殊的耐热不锈钢,因此将l型形状锻出来的难度非常大,因此目前的滤网主体还是采用直筒形状,导致浪费材料,成本增加。
技术实现思路
1、本发明的目的在于提供一种l型筒体锻件的自由锻造方法,以解决采用l型形状的滤网主体,导致浪费材料、成本增加的问题。
2、为了达到上述目的,本发明的技术方案为:一种l型筒体锻件的自由锻造方法,包括以下步骤:
3、墩粗工序:将加热后的坯料进行墩粗,将坯料墩粗为一端大一端小的形状,此时坯料的高度为h1;
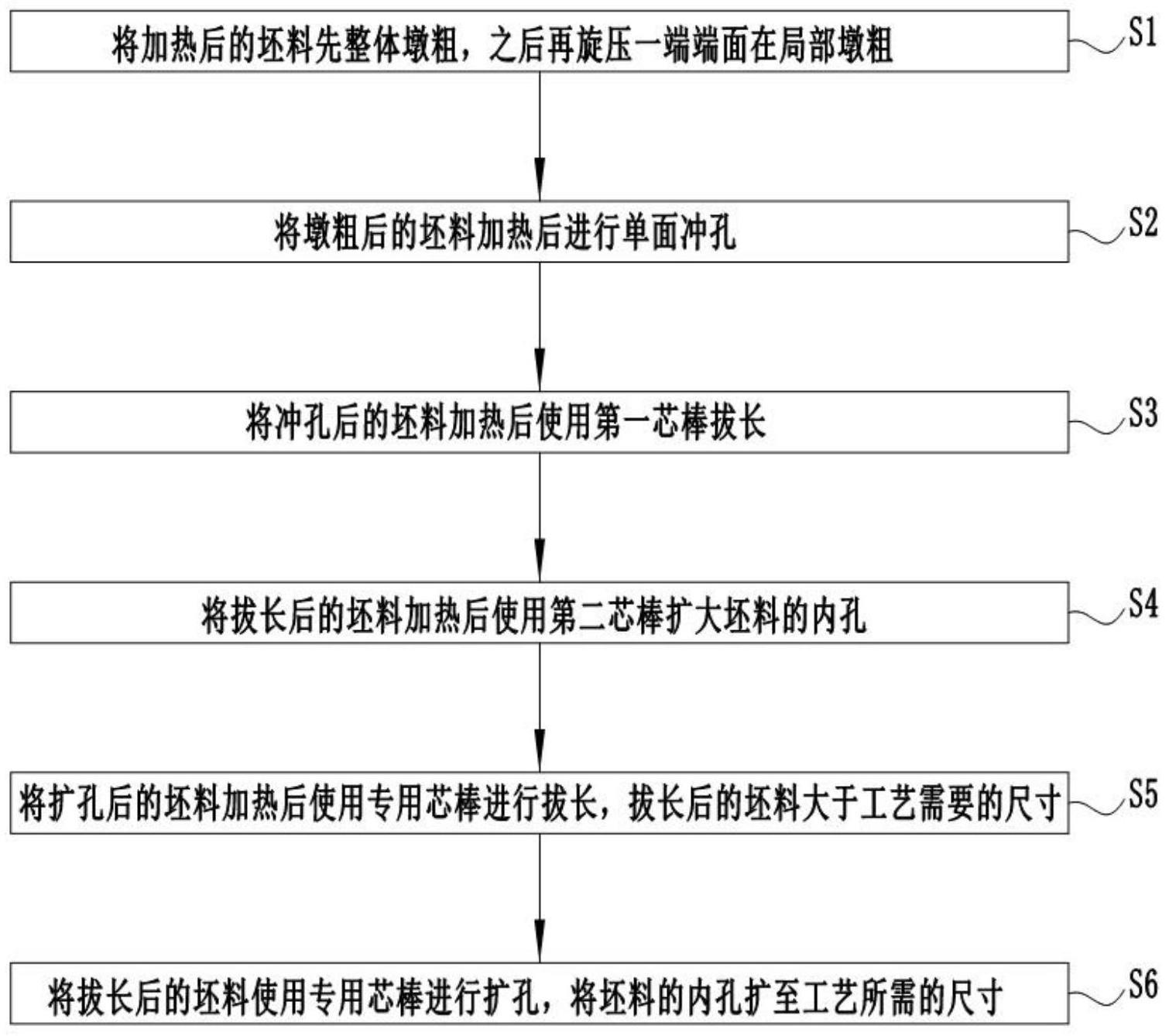
4、冲孔工序:将墩粗后的坯料加热后进行单面冲孔,冲孔后的坯料保持一端大一端小的形状,此时坯料的高度为h2;
5、第一次拔长工序:将冲孔后的坯料加热后使用第一芯棒拔长,拔长后的坯料保持一端大一端小的形状,此时此时坯料的高度为h3,h3>h2,h3>h1;
6、第一次扩孔工序:将拔长后的坯料加热后使用第二芯棒扩大坯料的内孔,扩孔后的坯料保持一端大一端小的形状;
7、第二次拔长工序:将扩孔后的坯料加热后使用专用芯棒进行拔长,拔长后的坯料大于工艺需要的尺寸;专用芯棒包括依次同轴连接的第一芯段、第二芯段和第三芯段,第一芯段的直径大于第三芯段的直径,第二芯段的直径小于第一芯段和第二芯段的直径;第三芯段与第二芯段的直径差等于l型锻件外径和内径的直径差;所述第三芯段的长度长于l型锻件的长度;扩孔后的坯料的内孔直径大于第三芯段的直径;
8、第二次扩孔工序:将拔长后的坯料使用专用芯棒进行扩孔,将坯料的内孔扩至工艺所需的尺寸。
9、进一步,墩粗工序的具体步骤为:将加热后的坯料先整体墩粗,之后再旋压一端端面在局部墩粗,把坯料做成一端大一端小的形状。
10、进一步,冲孔工序的具体步骤为:将墩粗后的坯料加热后进行单面冲孔,冲孔时,坯料的大头和冲头的大头均朝下,冲孔后的坯料保持一端大一端小的形状。
11、进一步,第二次拔长工序的具体步骤为:将扩孔后的坯料加热后使用专用芯棒进行拔长,将坯料的大头多余的材料压入第二芯段的位置。
12、进一步,第二次拔长工序后,进行扩内孔,便于专用芯棒取出。
13、进一步,第二次扩孔工序期间,对坯料进行整形。
14、进一步,第二次扩孔工序后,取出专用芯棒,再将坯料整形至产品的工艺尺寸。
15、进一步,所述专用芯棒采用5crnimo或5crmnmo材料,硬度为hrc32-37。
16、本技术方案的有益效果在于:通过对产品锻造工艺的优化,可以节约15%-20%的原材料投料重量。虽然增加了一个专用的工装,同时锻造的火耗和时间有所延长,但是产品的机械加工余量大大较少,为后面的机械加工也节约了不少的成本,缩短了加工周期,锻件坯料生产更经济实惠。
技术特征:
1.一种l型筒体锻件的自由锻造方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种l型筒体锻件的自由锻造方法,其特征在于:墩粗工序的具体步骤为:将加热后的坯料先整体墩粗,之后再旋压一端端面在局部墩粗,把坯料做成一端大一端小的形状。
3.根据权利要求1所述的一种l型筒体锻件的自由锻造方法,其特征在于:冲孔工序的具体步骤为:将墩粗后的坯料加热后进行单面冲孔,冲孔时,坯料的大头和冲头(6)的大头均朝下,冲孔后的坯料保持一端大一端小的形状。
4.根据权利要求1所述的一种l型筒体锻件的自由锻造方法,其特征在于:第二次拔长工序的具体步骤为:将扩孔后的坯料加热后使用专用芯棒(5)进行拔长,将坯料的大头多余的材料压入第二芯段(2)的位置。
5.根据权利要求1所述的一种l型筒体锻件的自由锻造方法,其特征在于:第二次拔长工序后,进行扩内孔,便于专用芯棒(5)取出。
6.根据权利要求1所述的一种l型筒体锻件的自由锻造方法,其特征在于:第二次扩孔工序期间,对坯料进行整形。
7.根据权利要求1所述的一种l型筒体锻件的自由锻造方法,其特征在于:第二次扩孔工序后,取出专用芯棒(5),再将坯料整形至产品的工艺尺寸。
8.根据权利要求1所述的一种l型筒体锻件的自由锻造方法,其特征在于:所述专用芯棒(5)采用5crnimo或5crmnmo材料,硬度为hrc32-37。
技术总结
本发明属于锻件技术领域,具体公开了一种L型筒体锻件的自由锻造方法,包括墩粗工序:将加热后的坯料进行墩粗;冲孔工序:将墩粗后的坯料加热后进行单面冲孔;第一次拔长工序:将冲孔后的坯料加热后使用第一芯棒拔长;第一次扩孔工序:将拔长后的坯料加热后使用第二芯棒扩大坯料的内孔;第二次拔长工序:将扩孔后的坯料加热后使用专用芯棒进行拔长,拔长后的坯料大于工艺需要的尺寸;第二次扩孔工序:将拔长后的坯料使用专用芯棒进行扩孔,将坯料的内孔扩至工艺所需的尺寸。通过对产品锻造工艺的优化,可以节约15%‑20%的原材料投料重量,产品的机械加工余量大大较少,为后面的机械加工节约了不少成本,缩短了加工周期。
技术研发人员:杜巧林,阮宜江,龙凡洪,成敏捷,王仁江
受保护的技术使用者:重庆新承航锐科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!