一种大型水轮发电机上盖板整体化装焊处理方法与流程
本发明属于水轮发电机设备制造,尤其涉及一种大型水轮发电机上盖板整体化装焊处理方法。
背景技术:
1、上盖板是水轮发电机的重要金属结构部件,位于水轮发电机组的上部,与水电站厂房地面平齐,通常为圆盘状结构,具有面积大、平整度要求高的特点。由于上盖板尺寸很大,需要由多块钢板拼装焊接而成,导致上盖板的拼焊焊缝不仅条数多、长度长,而且焊缝表面凹凸不平,尤其是上盖板涂漆后,焊缝凹凸不平的现象更加明显,严重影响上盖板的外观质量,不能满足用户的视觉感官和日益提高的工业美化要求,需要一种大型水轮发电机上盖板整体化装焊处理方法,使上盖板从视觉感官上给人以整体、一致、美观的效果,满足工业美化的要求。
技术实现思路
1、本发明的目的是提供一种效果好、效率高、成本低、操作方便等特点的水轮发电机上盖板整体化装焊处理方法,本发明的技术方案是:
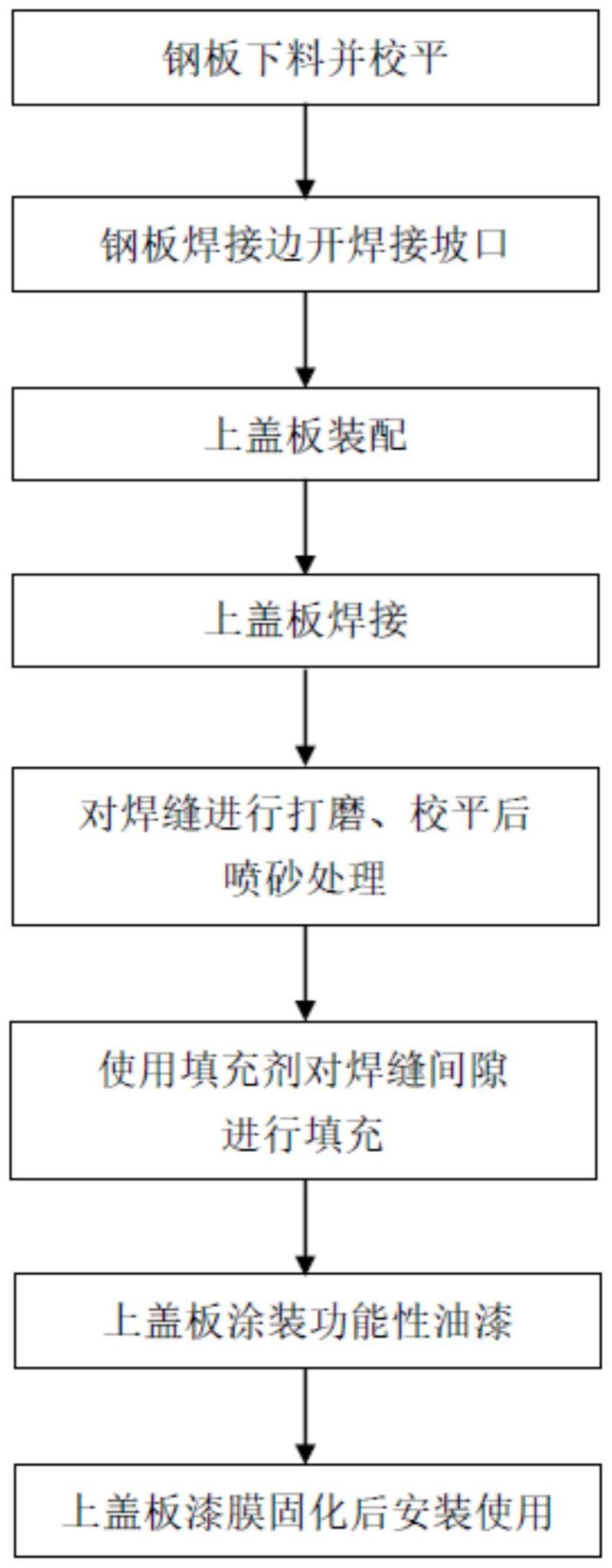
2、步骤一:钢板下料、校平,使用激光切割的下料方式,控制单块钢板直线度尺寸公差在±0.5mm之内,每块钢板下料后需要采用校平机或锤击进行校平,保证钢板平面度小于1mm/m;
3、步骤二:钢板开焊接坡口,钢板焊接边加工打磨出单边为25~35°的v型坡口;
4、步骤三:上盖板装配,按坡口间隙为2±0.5mm、板间错牙小于1mm进行预装;
5、步骤四:上盖板焊接,在上盖板背面侧进行焊接,焊接方式为先用氩弧焊工艺封底,再使用气保焊工艺填充钢板间隙,氩弧焊封底时不可焊透,焊液不可流溢超出上盖板正面;
6、步骤五:上盖板焊缝打磨、校平、喷砂,使用砂轮机将上盖板背面焊缝打磨平顺,采用火焰加热与锤击结合处理的校平方法,对上盖板进行校平,保证上盖板平面度小于1mm/m,用棕刚玉磨料对上盖板进行喷砂处理,去除上盖板表面的氧化皮,使板材露出本体金属光泽;
7、步骤六:焊缝间隙填充,使用填充修复材料对上盖板正面预留焊缝间隙进行填充,并用硬质刮刀刮平,填充修复材料干燥后用细砂纸盘打磨;
8、步骤七:上盖板涂装,使用喷涂设备对上盖板表面分别喷涂环氧防腐底漆、环氧增厚中间漆和耐候型聚氨酯面漆。
9、在上述大型水轮发电机上盖板整体化装焊处理方法中,所述步骤二中钢板焊接边加工打磨出坡口,坡口形式为单边25~35°的v型坡口。
10、在上述大型水轮发电机上盖板整体化装焊处理方法中,所述步骤三中上盖板预装时,按坡口间隙为2±0.5mm、板间错牙小于1mm进行预装。
11、本发明的技术效果是:
12、使用本发明可以解决水轮发电机上盖板拼焊后表面存在凹凸不平的焊缝、严重影响外观质量的问题,显著提高水轮发电机上盖板的美观效果,满足用户对机组外观的工业美化需求,同时还具有生产效率高、制造成本低、操作方便等特点。
技术特征:
1.一种大型水轮发电机上盖板整体化装焊处理方法,其特征包括如下步骤:
2.根据权利要求1所述的一种大型水轮发电机上盖板整体化装焊处理方法,其特征是:所述步骤二中钢板焊接边加工打磨出坡口,坡口形式为单边25~35°的v型坡口。
3.按照权利要求1所述的一种大型水轮发电机上盖板整体化装焊处理方法,其特征是:所述步骤三中上盖板预装时,按坡口间隙为2±0.5mm、板间错牙小于1mm进行预装。
技术总结
本发明公开一种大型水轮发电机上盖板整体化装焊处理方法。本发明通过对原材料下料、校平、装配、焊接过程进行要求和控制,采用填充修复材料进行处理,涂装干燥后即可安装使用。本发明可以显著提高水轮发电机上盖板的外观质量,给人以整体、一致、美观的视觉感官效果,满足用户对机组外观的工业美化需求,解决水轮发电机上盖板拼焊后焊缝表面凹凸不平,严重影响外观质量的问题,同时,本发明还具有操作方便、效率高、成本低等优点。
技术研发人员:苗旺,陈明,李鹏,李景,周帅,邓小民,米佳鑫,徐长慧
受保护的技术使用者:哈尔滨电机厂有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!