一种放射状低刚性零件的加工方法与流程
本发明属于机械加工制造领域,具体涉及一种放射状低刚性零件的加工方法。
背景技术:
1、放射状零件结构不规则、刚性差,加工过程中难以装夹、定位,同时加工后容易产生变形,难以保证加工精度。
2、现有技术中,采用压板配合专用工装的常规加工方法将增大工装的设计、加工难度,增加零件装夹、加工工时,同时会使零件拆卸后产生较大的变形,因而无法满足加工要求。
技术实现思路
1、要解决的技术问题:
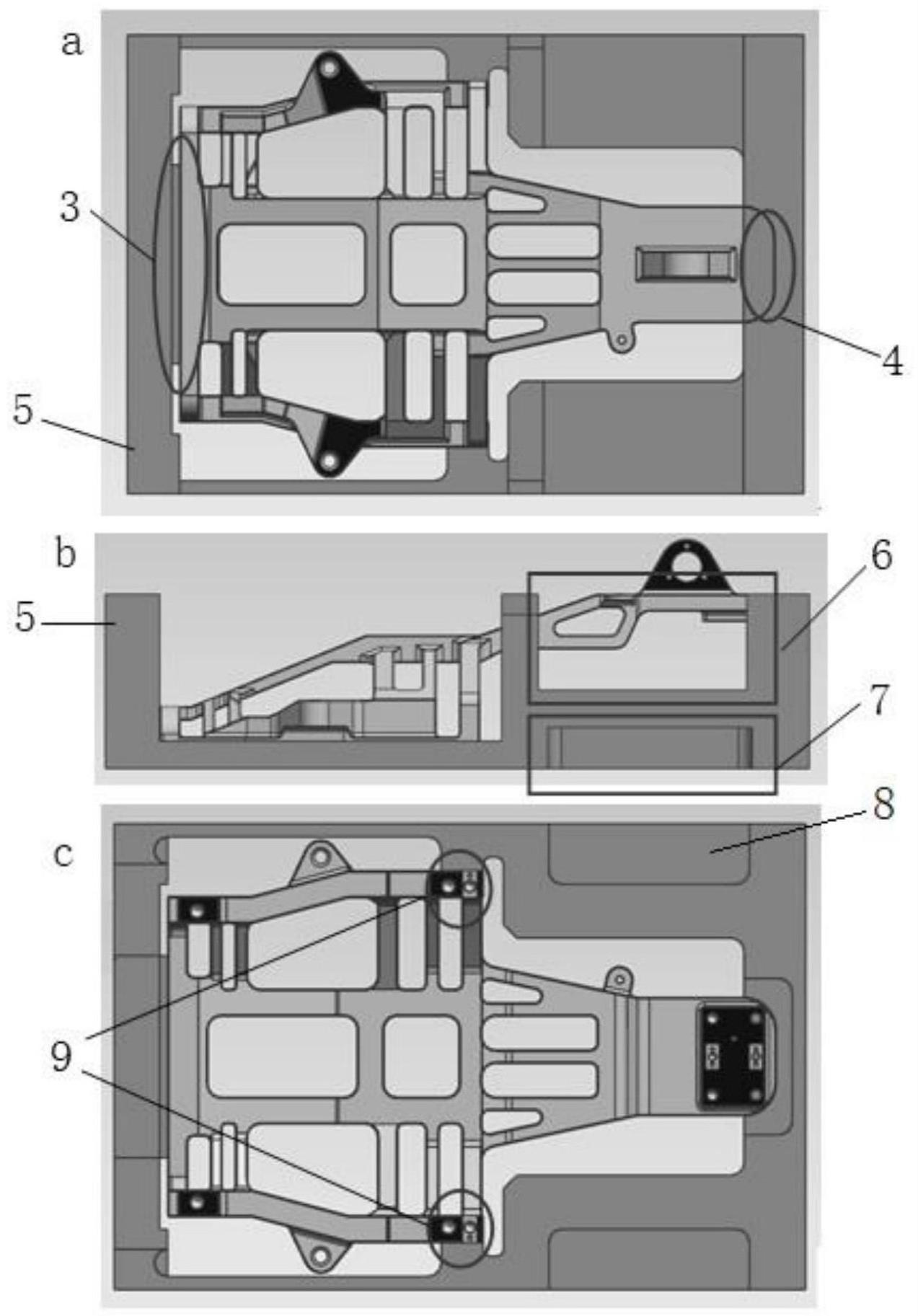
2、为了避免现有技术的不足之处,本发明提供一种放射状低刚性零件的加工方法,解决了放射状零件因结构复杂、刚性差、难装夹、加工时易变形导致难以加工的技术问题。本发明针对零件结构,设计三维包络工艺柄将零件三维主体结构包络住,然后加工出零件和工艺柄结构(二者之间通过多点支撑连接),利用工艺柄方便装夹定位,增强零件刚性,减小零件变形,同时在加工过程中不断减小工艺柄对零件的约束,并结合时效处理,逐步释放残余应力,最终保证零件的加工精度。
3、本发明的技术方案是:一种放射状低刚性零件的加工方法,其特征在于具体步骤如下:
4、步骤1:根据待加工零件的结构特征,设计能够紧凑包络零件三维方向主体结构的工艺柄框架;
5、步骤2:根据工艺设计去除工艺柄框架模型上干涉加工路线的部分,并在零件刚性较差部位保留工艺柄框架与零件的支撑连接;
6、步骤3:根据待加工零件和工艺柄框架的模型设计,对坯料进行粗加工,工艺柄框架与零件之间的支撑连接强度应满足粗加工较大切削力下零件的刚性要求;
7、步骤4:对步骤3粗加工后的零件进行时效处理,释放应力;
8、步骤5:对零件进行半精加工;根据半精加工时切削力的要求强度,减小工艺柄与零件之间的支撑连接,保证零件刚性,限制零件变形,同时减小工艺柄对零件应力释放的限制;
9、步骤6:对步骤5半精加工后的零件进行时效处理,再次释放应力;
10、步骤7:对零件进行精加工;根据精加工时切削力的要求强度,进一步减小工艺柄与零件之间的支撑连接,减小工艺柄对零件应力释放的约束;
11、步骤8:去除工艺柄,完成零件加工。
12、本发明的进一步技术方案是:所述步骤1中,所述工艺柄框架的外轮廓为长方体结构,便于被包络零件的定位和装夹;工艺柄框架的定位面与零件的主要基准面或适宜作为定位基准的面共面,同时与零件刚性较差部位连接。
13、本发明的进一步技术方案是:所述工艺柄框架为周向封闭结构,将零件包络于内。
14、本发明的进一步技术方案是:所述工艺柄框架内定位面与其外轮廓的长方体底面平行。
15、本发明的进一步技术方案是:所述步骤2中,对工艺柄框架进行减重处理,去除非必要部分的实体。
16、有益效果
17、本发明的有益效果在于:
18、1、与传统工艺柄相比,本发明的工艺柄在三个维度包络零件的主体结构,不仅方便装夹定位,还简化了工装的设计与加工;本发明的工艺柄整体包络零件,使零件受到较对称的力,减轻了应力集中现象;本发明采用封闭结构的工艺柄对零件多个薄弱部位进行支撑,相对传统采用开放的工艺柄进行支撑的加工方式,本发明具有更高的刚性,同时具有自校形作用,避免了零件拆卸后发生变形。
19、2、本发明在加工时将零件与工艺柄铣削分开即可,不用完全铣削掉零件有效结构以外部分,减小了工作量,提升加工效率。
20、3、在粗、半精、精加工过程中,随切削力的减小,本发明逐渐减小工艺柄对零件的支撑连接,并穿插热处理时效,保证刚性的同时逐步降低工艺柄对零件的应力释放的约束,从而保证零件最终加工精度不丧失;本发明可根据零件复杂程度和精度,增加或减少半精加工和时效处理的次数。
21、4、本发明的加工方法适用的零件材料包括钢材、铝合金、镁合金、钛合金、铜合金等多种金属,适用范围广。
技术特征:
1.一种放射状低刚性零件的加工方法,其特征在于具体步骤如下:
2.根据权利要求1所述一种放射状低刚性零件的加工方法,其特征在于:所述步骤1中,所述工艺柄框架的外轮廓为长方体结构,便于被包络零件的定位和装夹;工艺柄框架的定位面与零件的主要基准面或适宜作为定位基准的面共面,同时与零件刚性较差部位连接。
3.根据权利要求2所述一种放射状低刚性零件的加工方法,其特征在于:所述工艺柄框架为周向封闭结构,将零件包络于内。
4.根据权利要求2所述一种放射状低刚性零件的加工方法,其特征在于:所述工艺柄框架内定位面与其外轮廓的长方体底面平行。
5.根据权利要求1所述一种放射状低刚性零件的加工方法,其特征在于:所述步骤2中,对工艺柄框架进行减重处理,去除非必要部分的实体。
技术总结
本发明一种放射状低刚性零件的加工方法,属于机械加工制造领域;根据待加工零件的结构特征,设计能够紧凑包络零件三维方向主体结构的工艺柄框架;根据工艺设计去除工艺柄框架模型上干涉加工路线的部分,并在零件刚性较差部位保留工艺柄框架与零件的支撑连接;依次对工艺柄和零件进行粗加工、时效处理、半精加工、时效处理、精加工;最后,去除工艺柄,完成零件加工。本发明的工艺柄在三个维度包络零件的主体结构,不仅方便装夹定位,还简化了工装的设计与加工;使零件受到较对称的力,减轻了应力集中现象;采用封闭结构的工艺柄对零件多个薄弱部位进行支撑;本发明具有更高的刚性,同时具有自校形作用,避免了零件拆卸后发生变形。
技术研发人员:蒋瑞祥,李奔,赵威,张文明
受保护的技术使用者:中国航空工业集团公司洛阳电光设备研究所
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!