一种电控柜智能装配生产线的制作方法
一种电控柜智能装配生产线
1.技术领域
2.本发明涉及电控柜生产技术领域,具体涉及一种电控柜智能装配生产线。
背景技术:
3.随着社会的发展,电气控制逐步成为各类机械产品的重要组成部分,如工程机械、农业机、重型机械、化工机械和智能制造产线等,涉及行业包括农业、工业石油化工、电力、自动化和环保等;而现在所用的电控系统通常是将用到的各类断路器、接触器、继电器等传统低压电器与plc、变频器、触摸屏等现代智能化控制设备组合装配成电控柜,同时也将控制系统的控制、测量、信号、保护、调节等功能组合在一起,安装在生产现场、设备上或控制室内。
4.随着机械设备的不断发展,对自动化、智能化和数字化等要求越来越高,电控柜内部也越来越复杂,因此控制柜的装配工艺要求越来越复杂,但是目前装配过程仍然大多依靠人工来完成,由于柜内元器件品类繁多,零件大小不一,重量差别大,接线繁琐,因而,时常出现装配标准不一、效率低下,错误率高,装配成本高等问题。另外,人工进行装配电控柜,材料人员搬运会对电气元件产生污染。
5.因此急需对电控柜的装配方式进行转变,打破传统方式,引入具备自动化、智能化的电控柜智能制造生产线,降低产品生产成本,实行全自动化控制。
技术实现要素:
6.发明目的:针对现有技术中存在的问题,本发明提供一种电控柜智能装配生产线,通过设计不同的夹爪工装以及利用输送线实现整个电控柜的自动化装配,降低了生产成本并且减少对电气元件的污染。
7.技术方案:本发明提供了一种电控柜智能装配生产线,包括:输送线,设置在输送线上移动的若干工装托板,所述输送线上依次设置有上料拧紧工位、零件卡紧工位以及下料工位;上料拧紧工位,所述上料拧紧工位两侧分别设置有机器人a、机器人b,所述机器人a执行端通过快换装置可切换连接有若干结构不同的夹爪工装a,用于夹取电控柜底板及不同的电控柜零件至工装托板上;所述机器人b执行端设置有螺钉拧紧工装,用于将电控柜零件通过螺丝固定;零件卡紧工位,所述零件卡紧工位一侧设置有机器人c,所述机器人c执行端连接夹爪工装c,用于夹取不同的电控柜零件并将其卡紧于对应位置;下料工位,所述下料工位一侧设置有机器人d,所述机器人d执行端连接有夹爪工装d,用于将装配好的电控柜底板抓取放置一侧的电控箱中。
8.进一步地,所述输送线包括双层倍速链、升降机、工装托板,所述双层倍速链包括
双层的传输链,其两端设置一对升降机,所述双层的传输链运动方向相反,所述升降机升降最低端与所述双层倍速链下层传输链齐平,所述升降机升降最高端与所述双层倍速链上层传输链齐平;所述升降机上设置所述工装托板;所述升降机上还设置有齿轮传动机构,用于带动所述工装托板向所述双层倍速链移动。
9.进一步地,所述升降机包括升降支架、支撑板、升降气缸,所述升降气缸执行端连接有支撑板,所述支撑板与所述升降支架连接,所述升降支架上表面放置所述工装托板,所述升降支架四角上设置有滚动链轮,所述滚动链轮上表面高于所述升降支架表面且与所述工装托板接触。
10.进一步地,远离所述双层倍速链的升降支架一端还设置有限位板,所述限位板位于滚动链轮的两个齿轮之间。
11.进一步地,述夹爪工装a包括三组;第一组:第一组夹爪工装a包括一对底板吸盘爪、一对变压器夹持爪以及一对大支架夹持爪,一对底板吸盘爪上连接有气动执行机构,通过气动执行机构控制所述吸盘工作,每对底板吸盘爪上设置有若干个吸盘;所述变压器夹持爪、大支架夹持爪上均设置一个双向气缸,用于控制对应的夹持爪夹持零件;第二组:第二组夹持工装a包括开关电源夹持爪以及小支架夹持爪,所述开关电源夹持爪以及小支架夹持爪上均设置有双向气缸,所述小支架夹持爪包括一个l型夹爪块与一个i型夹爪块,小支架夹持于l型夹爪块、i型夹爪块之间;所述开关电源夹持爪包括一对倒l型夹爪条,一个所述夹爪条上设置有条形孔,所述条形孔用于错开开关电源的安装螺丝;第三组:第三组夹持工装a包括导轨夹持爪、线槽夹持爪以及超载保护器夹持爪;所述导轨夹持爪、线槽夹持爪均通过加长杆连接于夹持工装a底座上;所述导轨夹持爪包括支座、嵌设于支座上的一对电磁铁,所述电磁铁与电源连接,一对所述电磁铁之间还设置有传感器,用于感应是否吸附到导轨;所述支座与所述导轨接触的端面设置有凸字形结构,其与所述导轨截面匹配;所述线槽夹持爪包括两对支撑杆,每对支撑杆设置与一个双向气缸上,每对支撑杆之间平行设置,两队支撑杆支撑设置与线槽两端内侧,所述超载保护器夹持爪与所述变压器夹持爪结构相同。
12.进一步地,所述螺钉拧紧工装包括螺钉送料机构、送钉管、拧紧执行机构,所述螺钉送料机构与送钉管连接,所述送钉管另一端与所述拧紧执行机构连接,所述拧紧执行机构包括螺钉承载头、拧紧枪以及拧紧轴,所述螺钉送料机构将杂乱的螺钉按要求排列通过气路利用所述送钉管输送到螺钉承载头,所述拧紧轴位于所述螺钉承载头上方,所述拧紧轴与所述拧紧枪连接,所述拧紧枪上设置上下调节机构,用于调节拧紧枪的上下位置。
13.进一步地,所述夹爪工装c为专用伺服抓手,包括伺服电机、传动机构以及卡料手指,所述伺服电机执行端通过传动机构连接有卡料手指。
14.进一步地,所述夹爪工装d包括一个吸盘组件、抓手组件,所述吸盘组件吸附底板上表面,所述抓手组件为与变压器夹持爪结构相同的夹爪,夹持底板表面固定的变压器;所述夹爪工装d还包括一个电控箱夹持爪,所述电控箱夹持爪包括一对夹持板,一个所述夹持板设置于滑轨上,且其与一个气缸执行端连接,所述抓手组件、电控箱夹持爪上均设置有橡胶垫。
15.进一步地,还包括用于放置夹爪工装a的快换支架,所述快换支架包括三个平台,设置于十字形支架上,各平台上设置有一对限位销,且所述平台上还设置有传感器;当夹爪工装a放置在快换支架上时,所述限位销插入连接夹爪工装a的快换装置的限位孔内。
16.进一步地,所述机器人a、机器人b上、机器人c均设置有视觉组件,所述视觉组件包括倒置的视觉相机,设置于视觉相机外围的圆形光源。
17.有益效果:1、本发明公开的电控柜智能装配生产线可以实现全自动话的电控柜零件装配,利用自主设计的多个夹爪工装实现不同电控柜零件的夹持,通过输送线实现工装托板带动电控柜底板移动,分别经过上料、螺丝拧紧、下料工位,完成整个电控柜零件的装配工作。相比传统的人工装配,利用机器人带动夹爪工装进行装配可以减少对电气元件的污染,减少人工干预,提高装配准确性,提高效率。而且,根据具体零件需要设计了不同结构的夹爪工装,适应性更强。
18.2、在工装托板流转过程中,输送线两端利用升降机实现工装托板的升降流转,当工装托板带动电控柜底板离开上料拧紧工位后,其一侧的升降机就带动其上的工装托板上升,上升至于上层输送线齐平,利用齿轮传动机构带动其上的工装托板移动至上料拧紧工位,之后升降机下降至与下层输送线齐平,进行下一轮的工装托板上升工作。下层输送线带动其上的工装托板移动至一侧的升降机上,等待升降机上升。本发明设计的输送线,利用该输送线可以将将机器人a到机器人d工位串联起来,实现电控柜底板的流转,并且双层的输送线能够实现工装托板的全自动往返流转。
19.3、本发明升降机利用气缸驱动实现升降,利用气缸行程控制升降机的升降高度,便于自动化控制。另外,还在升降支架上设置限位板,满足底板的定位和机器人的装配要求,实现底板积放输送,满足组装生产线的储存和输送要求。
20.4、本发明夹爪工装a设计了三组,可以适配电控柜中的零件装配,并且通过市面上购买的快换装置即可实现快速夹爪工装的更换,无人人工参与夹爪工装的更换,更加智能化。设计的第一组夹爪工装,主要是为了实现电控柜底板、变压器、大支架的零件装配,各对应的夹持爪设计都适配对应的零件。底板通过吸盘实现吸附夹持,变压器重量较大,通过设计的大功率变压器夹持爪实现变压器的夹持工作,至于大支架,可以通过夹持大支架一侧边实现夹持移动。第二组夹持工装,主要是为了实现开关电源和小支架的夹持移动,第三组夹持工装,主要是为了实现线槽、导轨、超载保护器的夹持,对于线槽和导轨的夹持,根据其结构的特性,导轨利用电磁铁吸附,而线槽利用支撑杆支撑固定,而超载保护器的夹持使用常规的夹持爪即可。为了便于机器人a实现3组夹持工装的切换,在机器人a一侧设置一个快换支架,快换支架上设置的3共平台可以放置3个夹持工装,通过限位销进行限位固定。
21.5、本发明设计了螺钉拧紧工装完成电控柜上零件的螺钉固定,利用螺钉送料机构可以将螺钉振动排列,通过送钉管输送到螺钉执行机构末端,在螺钉振动排列过程中可以使用现有的螺旋振动结构,将螺钉按照顺序排列好,送钉管通过气路吸附实现螺钉移动到螺钉承载头位置,通过拧紧枪实现拧紧轴转动带动螺钉旋转,将零件固定在底板上,完成零件的固定。
22.6、本发明夹爪工装c是为了将部分零件夹持卡紧在线槽中,所以本发明涉及的夹爪工装c选用专用伺服抓手,通过伺服电机带动卡料手指夹持部分零件,卡料手指插入到线
槽中后,可以通过伺服电机松开零件,完成零件卡紧在线槽中。利用伺服电机可以实现对不同元件的抓取和卡料,适应性更好。
23.7、本发明的夹持工装d设计了3组夹爪,下料工位的目的是将装配好的底板取下,并将底板装配到电控箱中,所以设计的其中一套夹爪结构为电控箱夹持爪,结构较大,加持板可以夹持电控箱,受力更加均匀,由气缸驱动,通过不同行程可抓取不同宽度的电控箱箱体及装配完成的成品电控柜,以实现电控柜的上下料,夹持电控箱后可以将其放置在一侧架子上,再通过另外的吸盘组件、抓手组件实现底板及底板上零件的整体抓取与移动,通过吸夹一体的复合抓取将安装好元件的底板抓取并放入到电控箱中。
24.8、本发明机器人a、机器人b上、机器人c均设置有视觉组件,视觉相机上设置定位拍照定位系统,机器人a上的视觉组件可以在机器人a抓取零件过程中定位零件位置,机器人b上的视觉组件可以实现螺钉拧紧时的拍照定位,确定螺钉的具体位置,满足机器人b的引导定位。至于机器人c的视觉组件能够实现零件卡紧的拍照定位,实现机器人c的引导定位。
附图说明
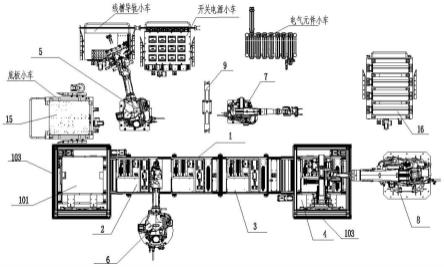
25.图1为本发明电控柜智能装配生产线的整体结构俯视图;图2为本发明输送线结构示意图;图3为本发明升降机结构示意图;图4为本发明夹爪工装a第一组夹持爪结构示意图;图5为本发明夹爪工装a第二组夹持爪结构示意图;图6为本发明夹爪工装a第三组夹持爪结构示意图;图7为本发明快换支架结构示意图,其中第一组夹持爪、第三组夹持爪放置在快换支架上;图8为本发明螺钉拧紧工装结构示意图;图9为本发明夹持工装c的结构示意图;图10为本发明夹持工装d的结构示意图;图11为图6中a处放大图;图12为图7中b处放大图;图13为图7中c处放大图;图14为图7中d处放大图;图15为图8中e处放大图;图16为图8中f处放大图。
26.其中,1-输送线,101-工装托板,102-双层倍速链,103-升降支架,104-支撑板,105-升降气缸, 106-限位板,107-滚动链轮,2-上料拧紧工位,3-零件卡紧工位,4-下料工位,5-机器人a,6-机器人b,7-机器人c,8-机器人d,9-快换支架,901-平台,902-十字形支架,903-限位销,10-夹爪工装a,1001-底板吸盘爪,1002-变压器夹持爪,1003-大支架夹持爪,1004-开关电源夹持爪,1005-小支架夹持爪,1006-l型夹爪块,1007-i型夹爪块,1008-倒l型夹爪条,1009-条形孔,1010-导轨夹持爪,1011-线槽夹持爪,1012-超载保护器夹持爪,1013-加长杆,1014-夹爪工装a底座,1015-支座,1016-电磁铁,1017-传感器,1018-支撑
杆,11-螺钉拧紧工装,1101-螺钉送料机构,1102-送钉管,1103-螺钉承载头,1104-拧紧枪,1105-拧紧轴,1106-第一调节气缸,1107-第二调节气缸,12-夹爪工装c,1201-伺服电机,1202-传动机构,1203-卡料手指,13-夹爪工装d,1301-吸盘组件,1302-抓手组件,1303-电控箱夹持爪,1304-夹持板,1305-滑轨,1306-气缸,1307-橡胶垫,14-视觉组件,1401-视觉相机,1402-光源,15-底板,16-电控箱,17-导轨,18-线槽,19-变压器,20-大支架,21-小支架。
具体实施方式
27.下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
28.本发明公开了一种电控柜智能装配生产线,参见图1至图10,主要包括如下结构:输送线1,设置在输送线1上移动的若干工装托板101,输送线1上依次设置有上料拧紧工位2、零件卡紧工位3以及下料工位4。
29.上料拧紧工位2,上料拧紧工位2两侧分别设置有机器人a5、机器人b6,机器人a5执行端通过快换装置可切换连接有若干结构不同的夹爪工装a10,用于夹取电控柜底板15及不同的电控柜零件至工装托板101上;机器人b6执行端设置有螺钉拧紧工装11,用于将电控柜零件通过螺丝固定。注意,本发明中使用的快换装置为市面上可购买的快换装置,其一部分安装在机器人执行端,另一部分安装在夹爪工装上,通过气动控制,可以控制快换装置两部分之间的固定。即机器人快换装置具有电、气切换功能,实现作业工具的快速自动更换的要求,快换本体内置的传感器,能够接受chuck端,unchuck端,连接确认端3种信号,从而形成互锁回路。该结构非本发明改进重点,此处不做赘述。
30.零件卡紧工位3,零件卡紧工位3一侧设置有机器人c7,机器人c7执行端连接夹爪工装c12,用于夹取不同的电控柜零件并将其卡紧于对应位置。
31.下料工位4,下料工位4一侧设置有机器人d8,机器人d8执行端连接有夹爪工装d13,用于将装配好的电控柜底板15抓取放置一侧的电控箱16中。
32.具体结构参见附图2至附图10,本发明设计的输送线1包括双层倍速链102、升降机、工装托板101,双层倍速链102包括双层的传输链,其两端设置一对升降机,双层的传输链运动方向相反,升降机升降最低端与双层倍速链下层齐平,升降机升降最高端与双层倍速链上层齐平;升降机上设置工装托板101;升降机上还设置有齿轮传动机构,用于带动工装托板101向双层倍速链移动。参见图2和图3,双层倍速链102上层传输链向左侧移动,带动其上的工装托板101以及位于工装托板101上的电控柜底板15向前移动,依次经过上料拧紧工位2、零件卡紧工位3以及下料工位4,在上料拧紧工位2左侧和下料工位4处设置升降机,本实施方式中,下料工位4位于升降机上,当电控柜底板15上的零件装配完成后,利用机器人d8抓取移动后,剩余的工装托板101移动到升降机上,此时升降机已经上升到与第一层传输链齐平,移动到升降机后,升降机带动其上的工装托板101向下移动,带动工装托板101移动到下层传输链齐平,启动齿轮传动机构,带动工装托板101向下层传输链移动,这样工装托板101实现了循环使用。在工装托板101上料时,升降机带动工装托板101上升,通过齿轮传动机构带动工装托板101向上层传输链上移动,移动后升降机下降至与下层输送链齐平。
33.本发明中升降机包括升降支架103、支撑板104、升降气缸105,升降气缸105执行端
连接有支撑板104,支撑板104与升降支架103连接,升降支架103水平设置,升降支架103上表面放置工装托板101,升降支架103四角上设置有滚动链轮107结构,滚动链轮107上表面高于升降支架103表面且与工装托板101接触,本实施方式中,滚动链轮107为双层倍数链输送机,滚动链轮107转动带动工装托板101向前移动。而四角的滚动链轮107通过一个驱动电机驱动,驱动电机输出端与远离双层倍速链102的滚动链轮107的一个齿轮中心端连接,驱动电机驱动其中一个齿轮转动,齿轮通过传动轴带动另外的齿轮转动,在通过链条从而实现多齿轮转动。
34.另外,在远离双层倍速链102的升降支架103一端还设置有限位板106,限位板106位于滚动链轮107的两个齿轮之间。在上层传输链或者下层传输链带动工装托板101移动过程中,工装托板101移动带升降支架103后限位板106起到限位作用,将工装托板101限位,放置在滚动链轮107作用下一直向前移动。
35.参见图4至图6,夹爪工装a10包括三组。
36.第一组参见图4:第一组夹爪工装a包括一对底板吸盘爪1001、一对变压器夹持爪1002以及一对大支架夹持爪1003,一对底板吸盘爪1001上连接有气动执行机构,通过气动执行机构控制吸盘工作,每对底板吸盘爪1001上设置有若干个吸盘。具体的,可以通过真空控制装置控制吸盘的吸附与放开,此处非本发明重点,不做赘述。变压器夹持爪1002、大支架夹持爪1003上均设置一个双向气缸,用于控制对应的夹持爪夹持变压器19与大支架20。
37.第二组参见图5:第二组夹持工装a包括开关电源夹持爪1004以及小支架夹持爪1005,开关电源夹持爪1004以及小支架夹持爪1005上均设置有双向气缸,小支架夹持爪1005包括一个l型夹爪块1006与一个i型夹爪块1007,小支架21夹持于l型夹爪块1006、i型夹爪块1007之间;开关电源夹持爪1004包括一对倒l型夹爪条1008,一个夹爪条1008上设置有条形孔1009,条形孔1009用于错开磁开开关电源的安装螺丝。
38.第三组参见图6:第三组夹持工装a包括导轨夹持爪1010、线槽夹持爪1011以及超载保护器夹持爪1012。导轨夹持爪1010、线槽夹持爪1011均通过加长杆1013连接于夹爪工装a底座1014上;导轨夹持爪1010包括支座1015、嵌设于支座1015上的一对电磁铁1016,电磁铁1016与电源连接,一对电磁铁1016之间还设置有传感器1017,用于感应是否吸附到导轨17,吸附了导轨17的图参见图7。支座1015与导轨17接触的端面设置有凸字形结构,其与导轨17截面匹配;线槽夹持爪1011包括两对支撑杆1018,每对支撑杆1018设置与一个双向气缸上,每对支撑杆1018之间平行设置,两队支撑杆1018支撑设置于线槽18两端内侧,夹持了线槽18的图参见图7。超载保护器夹持爪1012与变压器夹持爪1002结构相同,此处不做赘述。
39.快换支架9结构如图7,快换支架9包括三个平台901,设置于十字形支架902上,各平台901上设置有一对限位销902,且所述平台上还设置有传感器1017;当夹爪工装a10放置在快换支架9上时,限位销902插入连接夹爪工装a10的快换装置的限位孔内。
40.参见图8,螺钉拧紧工装结构示意图所示,螺钉拧紧工装11包括螺钉送料机构1101、送钉管1102、拧紧执行机构,螺钉送料机构1101与送钉管1102连接,送钉管1102另一端与拧紧执行机构连接,拧紧执行机构包括螺钉承载头1103、拧紧枪1104以及拧紧轴1105,螺钉送料机构将杂乱的螺钉按要求排列通过气路利用送钉管1102输送到螺钉承载头1103,本实施方式中,可以使用市面上常见的螺旋振动料斗实现将杂乱的螺钉按要求排列的功
能,具体结构此处不赘述。拧紧轴1105位于螺钉承载头1103上方,拧紧轴1105与拧紧枪1104连接,拧紧轴1105端部与螺钉结构匹配。本实施方式中,螺钉承载头1103内部设置有空间,该空间能够承载一个螺钉的大小,而送钉管1102与螺钉承载头1103倾斜连接,螺钉被送到螺钉承载头1103后,送钉管1102内的气路断开,螺钉从送钉管1102一端掉落至螺钉承载头1103内,并且螺钉竖直设置。拧紧枪1104上设置上下调节机构,用于调节拧紧枪1104的上下位置。本实施方式中,上下调节机构使用一对调节气缸控制,第一调节气缸1106可以带动整个拧紧执行机构向下移动,移动至目标位置,第二调节气缸1107用于带动拧紧枪1104以及其上的拧紧轴1105向下移动,靠近螺钉,拧紧枪1104工作带动拧紧轴1105转动,实现螺钉的拧紧工作。
41.参见图9,本发明设计夹爪工装c12为专用伺服抓手,包括伺服电机1201、传动机构1202以及卡料手指1203,伺服电机1201执行端通过传动机构1202连接有卡料手指1203。通过伺服电机1201的正转与反转,实现卡料手指1203的抓紧与放开,并,利用伺服电机1201带动卡料手指1203根据不同元件外部形状的大小,根据卡料手指1203上的反馈力实时调整伺服电机1201的转动距离,便于实现对不同元件的抓取和卡料。参见附图9,本实施方式中,传动机构为传送带,将两个卡料手指1203滑动设置在一个滑轨上,传送带连接两个滚轮,两个卡料手指1203设置在相对的两个滚轮之间的传送带的不同侧,这样卡料手指1203相向运动。伺服电机1201驱动传动带带动两个卡料手指1203相向运动,实现夹持工作。
42.参见图10,夹爪工装d13包括一个吸盘组件1301、抓手组件1302,吸盘组件吸附底板15上表面,本发明中设计的吸盘组件1301的吸盘结构为十字形吸盘结构,且其周边为圆弧结构,其与真空泵连接,通过真空实现吸盘的吸附,本实施方式设计的吸盘结构吸附力更强,能够将装配了零件的底板15吸附起来,并且设计了抓手组件1302,抓手组件1302为与变压器夹持爪1002结构相同的夹爪,用于夹持底板15表面固定的变压器19。这样吸盘组件1301和抓手组件1302共同工作,完成整个底板15的抓取,吸夹一体的复合抓取将安装好元件的底板抓取并放入到电控箱16中。夹爪工装d13还包括一个电控箱夹持爪1303,电控箱夹持爪1303包括一对夹持板1304,一个夹持板1304设置于滑轨1305上,且其与一个气缸执行端连接,抓手组件1302、电控箱夹持爪1303上均设置有橡胶垫1306。工作时,夹持电控箱16后可以将其放置在一侧架子上,再通过另外的吸盘组件1301、抓手组件1302实现底板15及底板15上零件的整体抓取与移动。
43.具体的,本发明在机器人a5、机器人b6上、机器人c7均设置有视觉组件14,视觉组件14直接固定在机器人的执行端,视觉组件包括倒置的视觉相机1401,设置于视觉相机1401外围的圆形光源1402。参见图4、图7上的视觉组件结构。
44.工作原理:在进行电控柜装配时,首先在双层倍速链102的相应位置依次放上工装托板101,启动一侧的升降机,带动其上的工装托板101上升至与上层输送线齐平,同时滚动链轮107带动工装托板101经过上料拧紧工位2,机器人a5启动,利用第一组夹爪工装a依次从底板小车、开关电源小车、线槽导轨小车夹持底板15、变压器19、大支架20至对应位置,变压器19和大支架20设置在底板15上。机器人a5利用快换支架9切换第二组夹爪工装a,依次夹持开关电源小车上的开关电源和小支架21至底板15的对应位置,最后切换到第三组夹爪工装a,依次夹持线槽导轨小车上的导轨17、线槽18、超载保护器等放置到底板15对应位置。在夹持过
程中,机器人a5上的视觉组件14进行拍照定位,便于夹爪工装a10进行引导定位夹持。注意:本专利中提及的底板小车、开关电源小车、线槽导轨小车等在图1中有相关标注,但是这个部分并非本产线中需要重点保护的部分,其小车结构对于本产线来说不是重点,所以本专利中不做过多赘述。
45.上料完成后,机器人b6、螺钉送料机构1101工作,螺钉送料机构1101将螺钉通过送钉管1102送至螺钉承载头1103位置,上下调节机构驱动拧紧枪1104向下、驱动拧紧轴1105向下移动靠近螺钉,拧紧枪1104工作带动拧紧轴1105转动,实现螺钉拧紧。在螺钉定位过程中,机器人b6上的视觉组件14进行拍照定位,机器人b6根据定位结果移动螺钉拧紧工装11至对应位置进行螺丝拧紧工作。
46.螺钉拧紧完成后,机器人b6完成工作,输送线1带动上料拧紧工位2上的工装托板101及其上的电控柜底板15向前移动至零件卡紧工位3,机器人c7工作,利用夹爪工装c12夹持电气元件小车上需要卡紧的零件卡紧至对应位置,在卡紧时,机器人c7上的视觉组件14进行拍照定位,机器人c7根据定位结构进行卡紧定位。注意:从此处的电气元件小车在图1中有相关标注,但是这个部分并非本产线中需要重点保护的部分,其小车结构对于本产线来说不是重点,所以本专利中不做过多赘述。
47.零件卡紧工位3完成后在输送线1作用下向前移动,移动至下料工位4,下料工位4处,机器人d8工作,利用吸盘组件1301、抓手组件1302将整个底板15及其上的零件夹持抓取后移动到放置好的电控箱16中。完成电控箱16的装配工作。
48.下料工位4完成后,输送线1继续移动,带动工装托板101向下游的升降机移动,升降机带动其上的工装托板101下降至于下层输送链齐平,滚动链轮107滚动,带动其上的工装托板101向下层输送链移动,完成一整个的装配过程。
49.上述实施方式只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所做的等效变换或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1