一种六面体棱镜的高精度加工装置与方法
本发明属于超精密加工,更具体地,涉及一种六面体棱镜的高精度加工装置与方法。
背景技术:
1、六面体棱镜广泛应用于航天器导航、精密定轨和轨道预报的高精度测量系统,在地球科学、基础物理和天体物理等领域具有重要意义。六面体棱镜是高精度测量系统的核心器件,既是测量系统的反射镜,又是测量系统的位置基准,因此六面体棱镜具有非常严格的精度指标和材料性能要求。为提高表面反射率,要求六面体棱镜的六个面是粗糙度达到纳米级的无缺陷超光滑表面,并且相邻面的垂直度、相对面的平行度以及尺寸公差等要求极为严苛。
2、为了减小外界环境对高精度测量系统的干扰,六面体棱镜通常选用导热导电性能良好的材料,比如铜、金、铂等。上述材料都是硬度低,而且都是延展性极高的金属材料。单点金刚石切削技术具有加工效率高、加工自由度高、加工精度高、表面损伤低等优势,是实现六面体棱镜光学级表面质量的一种有效加工手段。在进行六面体棱镜加工时,通常采用传统的台钳装夹六面体棱镜并且每次只能加工单面,通常需要多次进行装夹转换加工面。由于该方法需要多次更换装夹,不仅增加了无效的装夹时间,加工效率较低,而且还可能划伤已加工表面,影响表面质量。同时由于多次装夹,定位基准不断发生改变,六面体棱镜的垂直度、平行度的精度也难以保障。
技术实现思路
1、针对现有技术的缺陷,本发明的目的在于提供一种六面体棱镜的高精度加工装置与方法,旨在解决现有技术中六面体棱镜加工效率低、多次装夹时易划伤加工表面、加工精度难以保证的问题。
2、为实现上述目的,本发明提供了一种六面体棱镜的高精度加工装置,包括有端面切削夹具、端面切削刀具、侧面飞切夹具、侧面飞切刀具,所述端面切削夹具将六面体棱镜固定后,通过所述端面切削刀具进行端面加工,所述侧面飞切夹具将六面体棱镜固定后,通过所述侧面飞切刀具进行侧面加工,其中:
3、所述端面切削夹具和机床的主轴连接,所述端面切削夹具包括有和所述主轴固定连接的圆形转接板,所述圆形转接板上设有圆形固定夹具,所述圆形固定夹具和机床真空系统连通用于固定六面体棱镜,所述圆形固定夹具上还设有用于六面体棱镜加工限位的固定架;
4、所述端面切削刀具和机床的b轴转动平台连接,所述b轴转动平台上可拆卸的连接有t形板,所述端面切削刀具包括有用于和所述t形板固定的刀架,所述刀架上固定有金刚石刀具;
5、所述侧面飞切夹具和所述b轴转动平台连接,其包括有用于和机床真空系统连通的吸盘夹具;
6、所述侧面飞切刀具包括有用于切削所述吸盘夹具的第一刀具、用于切削六面体棱镜侧面的第二刀具,所述第一刀具包括有用于和所述主轴连接的自制飞刀盘,所述自制飞刀盘的外壁周向设有金刚石刀具;所述第二刀具包括有用于和所述主轴连接的标准飞刀盘,所述标准飞刀盘的外壁周向设有金刚石刀具。
7、更进一步地,所述圆形转接板的外壁周向均布有动平衡螺纹孔,所述圆形转接板轴向开设有用于和机床真空系统连通的通孔,所述圆形固定夹具上设有用于和所述通孔连通的真空流道,所述固定架的中间开设有用于六面体棱镜限位的方孔,所述固定架外壁周向设有和所述方孔连通的调节螺纹孔。
8、更进一步地,所述吸盘夹具包括有用于和所述b轴转动平台固定的圆形底座,所述圆形底座沿轴向设有柱体,所述柱体内部设有气体流道,所述柱体侧壁设有和所述气体流道连通的真空转接头,所述柱体上端设有方形座,所述方形座上设有吸盘凹槽,所述吸盘凹槽和所述气体流道连通形成真空腔体用于吸附固定六面体棱镜,所述方形座外壁还设有气孔。
9、更进一步地,所述自制飞刀盘包括有盘体,所述盘体端面上分布有至少6个用于和所述主轴通过螺钉连接的沉孔,所述盘体外壁周向均布有动平衡调节螺纹孔,所述盘体沿轴向延伸形成刀具固定部,所述刀具固定部沿径向开设有刀具固定滑槽,所述刀具固定部端面均布有刀具固定螺纹孔。
10、更进一步地,所述刀架包括有刀架主体,所述刀架主体侧面固定有刀具连接块,金刚石刀具固定在刀具连接块上,所述刀架主体左端设有竖直方向上的l形限位凸台,所述刀具连接块上设有和l形限位凸台对应的限位滑槽,所述刀架主体右端开设有条形沉孔,所述l形限位凸台上设有竖直方向上的定位螺钉。
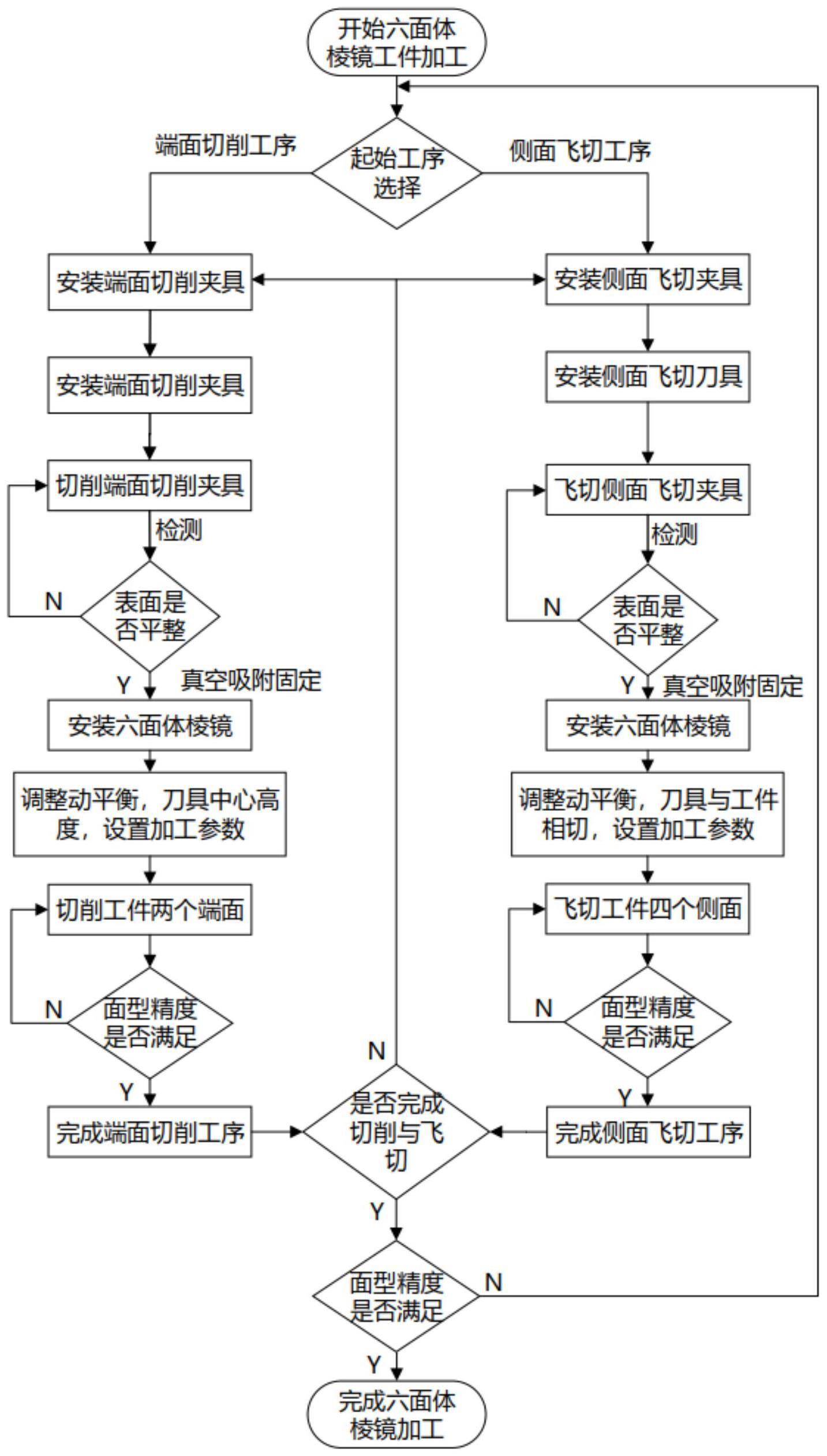
11、本发明还提供一种六面体棱镜的高精度加工方法,包括有端面切削工序和侧面飞切工序,包括以下步骤:
12、选择端面切削工序和侧面飞切工序的先后加工顺序,确定端面切削工序优先,其包括有以下步骤:
13、s100、安装端面切削夹具:将圆形转接板、圆形固定夹具固定连接,圆形转接板和主轴固定,将机床的真空系统和圆形固定夹具连通;
14、s101、安装端面切削刀具:先将t形板安装在b轴转动平台上,随后将刀架和金刚石刀具固定后安装在t形板上;
15、s102、切削端面切削夹具:通过端面切削刀具对圆形固定夹具表面进行切削,检测圆形固定夹具表面是否平整,若表面不平整,则对圆形固定夹具表面再次切削;若表面平整,则进入下一步骤;
16、s103、安装六面体棱镜:利用真空系统将六面体棱镜吸附固定在圆形固定夹具表面,并安装固定架,对六面体棱镜位置进行调整限位;
17、s104、进行端面切削加工:调整圆形转接板动平衡,调整金刚石刀具的中心高度,设置加工参数,完成六面体棱镜一个端面加工后,对六面体棱镜进行拆卸,重复步骤s5,完成六面体棱镜两个端面加工;
18、s105、端面面形精度检测:对六面体棱镜的端面面形精度进行检测,若不符合精度要求,重复步骤s5-s6;若符合精度要求,则进行侧面飞切工序;
19、s106、安装侧面飞切夹具:将端面切削夹具、端面切削刀具、t形板进行拆卸,并将吸盘夹具通过螺栓和b轴转动平台固定;
20、s107、飞切侧面飞切夹具:安装第一刀具,自制飞刀盘通过螺栓与机床主轴连接,金刚石刀具通过紧固螺钉与自制飞刀盘固定,调整自制飞刀盘动平衡,调整金刚石刀具的安装位置与吸盘夹具上表面相切,设置加工参数,对吸盘夹具上表面飞切:检测吸盘夹具上表面是否平整,若表面不平整,则再次进行飞切加工;若表面平整,则进入下一步骤;
21、s108、安装六面体棱镜:利用真空系统将六面体棱镜吸附固定在吸盘夹具上表面;
22、s109、第二刀具安装:将第一刀具进行拆卸,标准飞刀盘通过螺栓与机床主轴连接,金刚石刀具通过紧固螺钉与标准飞刀盘固定,调整标准飞刀盘动平衡,调整金刚石刀具与六面体棱镜侧面相切,设置加工参数,依次完成六面体棱镜四个侧面的加工;
23、s110、六面体棱镜侧面精度检测:检测六面体棱镜的四个侧面面形精度是否满足需求,若不满足则再次进行侧面飞切,若满足则完成端侧面飞切;
24、s111、六面体棱镜整体精度检测:六面体棱镜完成端面切削和侧面飞切后,检测整体的面形精度、平行度、垂直度是否满足,若满足则完成加工,若不满足则再进行端面切削或者侧面飞切加工。
25、更进一步地,选择端面切削工序和侧面飞切工序的先后加工顺序,确定侧面飞切工序优先,其包括以下步骤:
26、s200、安装侧面飞切夹具:将端面切削夹具和端面切削刀具进行拆,并将吸盘夹具通过螺栓和b轴转动平台固定;
27、s201、飞切侧面飞切夹具:安装第一刀具,自制飞刀盘通过螺栓与机床主轴连接,金刚石刀具通过紧固螺钉与自制飞刀盘固定,调整自制飞刀盘动平衡,调整金刚石刀具安装位置与吸盘夹具上表面相切,设置加工参数,对吸盘夹具上表面飞切:检测吸盘夹具上表面是否平整,若表面不平整,则再次进行飞切加工;若表面平整,则进入下一步骤;
28、s202、安装六面体棱镜:利用真空系统将六面体棱镜吸附固定在吸盘夹具上表面;
29、s203、第二刀具安装:将第一刀具进行拆卸,标准飞刀盘通过螺栓与机床主轴连接,金刚石刀具通过紧固螺钉与标准飞刀盘固定,调整标准飞刀盘动平衡,调整金刚石刀具与六面体棱镜侧面相切,设置加工参数,依次完成六面体棱镜四个侧面的加工;
30、s204、六面体棱镜侧面精度检测:检测六面体棱镜的四个侧面面形精度是否满足需求,若不满足则再次进行侧面飞切,若满足则完成端侧面飞切,并进行端面切削工序;
31、s205、安装端面切削夹具:将吸盘夹具、第二刀具进行拆卸,将圆形转接板、圆形固定夹具固定连接,圆形转接板和主轴固定,将机床的真空系统和圆形固定夹具连通;
32、s206、安装端面切削刀具:先将t形板安装在b轴转动平台上,随后将刀架和金刚石刀具固定后安装在t形板上;
33、s207、切削端面切削夹具:通过端面切削刀具对圆形固定夹具表面进行切削,检测圆形固定夹具表面是否平整,若表面不平整,则对圆形固定夹具表面再次切削;若表面平整,则进入下一步骤;
34、s208、安装六面体棱镜:利用真空系统将六面体棱镜吸附固定在圆形固定夹具表面,并安装固定架,对六面体棱镜位置进行调整限位;
35、s209、进行端面切削加工:调整圆形转接板动平衡,调整金刚石刀具的中心高度,设置加工参数,完成六面体棱镜一个端面加工后,对六面体棱镜进行拆卸,重复步骤s5,完成六面体棱镜两个端面加工;
36、s210、端面面形精度检测:对六面体棱镜的端面面形精度进行检测,若不符合精度要求,重复步骤s5-s6;若符合精度要求,则进行侧面飞切工序;
37、s211、六面体棱镜整体精度检测:六面体棱镜完成端面切削和侧面飞切后,检测整体的面形精度、平行度、垂直度是否满足,若满足则完成加工,若不满足则再进行端面切削或者侧面飞切加工。
38、总体而言,通过本发明所构思的以上技术方案与现有技术相比,具有以下有益效果:
39、1.本发明提供的一种六面体棱镜的高精度加工方法,基于单点金刚石切削技术,充分发挥其高精度、高效率和高自由的加工优势,将六面体棱镜加工分解为端面切削和侧面飞切两个工艺步骤,克服了传统单面逐次加工效率低、需多次装夹易划伤加工表面的问题,实现了光学级六面体棱镜的高效率高精度超精密制造需求。
40、2.本发明提供的的一种六面体棱镜的高精度加工装置,设有端面切削夹具、端面切削刀具,夹具结构简单,装配精度高,在所有的夹具在进行工件装夹前,都采用金刚石刀具精车,极大地消除了夹具应力变形及装夹误差对工件表面成形质量的影响。
41、3.本发明采用真空系统吸附固定工件,避免了传统夹具的夹持固定方法带来的工件应力变形以及表面划伤,同时降低了装夹误差和装夹难度,提高了装夹精度。
42、4.本发明设计的自制飞刀盘,设有刀具固定滑槽,并设有固定螺纹孔,可通过螺钉固定金刚石刀具,并且金刚石刀具在刀具固定滑槽内的安装位置可调,使金刚石刀具至夹具表面的加工高度可调,可实现多尺寸夹具表面飞切加工。
- 还没有人留言评论。精彩留言会获得点赞!