一种适用于超声滚压加工航空发动机叶片的夹具
1.本发明属于叶片加工夹具技术领域,尤其涉及一种适用于超声滚压加工航空发动机叶片的夹具。
背景技术:
2.随着我国在航空领域的技术不断发展,航空发动机作为重要部件更是被高度的重视,叶片的加工是加工航空发动机过程中的难点也是重点,叶片的质量决定着航空发动机的性能是否可靠。
3.目前叶片的加工强化有车削、铣削、喷丸、超声冲击等加工强化方法,在加工强化的过程中,一般是将叶片榫头部位与机床夹具固定,然后使用加工刀具对叶片进行加工强化。
4.由于叶片本身具有“身薄体长”的形状特点,在加工强化过程中,存在较小的刀具切削力就会使叶片外缘产生较大弹性变形的现象,如果变形较大,极易导致叶片的不合格。
技术实现要素:
5.本发明的目的是提供一种适用于超声滚压加工航空发动机叶片的夹具,以减小叶片在加工强化过程中的变形量,提升叶片的加工合格率。
6.本发明采用以下技术方案:一种适用于超声滚压加工航空发动机叶片的夹具,包括底座,底座顶部与待装夹的叶片连接;
7.底座的两侧分别设置有侧板,两个侧板的上部均位于底座的上方、且分别位于叶片的两侧;
8.侧板的宽度大于等于叶片的宽度;
9.每个侧板与叶片之间的空隙均填充有固体填充物,固体填充物具有弹性形变且无固定形状;
10.其中,每个侧板均可相对于底座上下移动。
11.进一步地,底座包括两根间隔设置的立柱,两个立柱的顶端之间设置有横梁,横梁用于与叶片连接。
12.进一步地,横梁上设有第一通孔;横梁和叶片通过螺栓可拆卸连接。
13.进一步地,两个立柱底端连接至同一连接件,连接件用于与加工机床连接。
14.进一步地,每个立柱的底端还设置有固定板,固定板与连接件螺栓连接。
15.进一步地,侧板上开设有竖向的条形通孔,底座的对应位置上开设有固定孔,侧板与底座螺栓连接。
16.进一步地,侧板的两侧均开设有条形通孔。
17.进一步地,连接件为法兰状。
18.本发明的有益效果是:本发明通过在底座的两侧(即叶片的两侧)分别设置侧板,并在侧板和叶片之间的空隙中填充固体填充物,可以对叶片非加工强化区域进行支撑固
定,进而减小叶片加工强化时产生的弹性形变,提升叶片的加工强化合格率。
附图说明
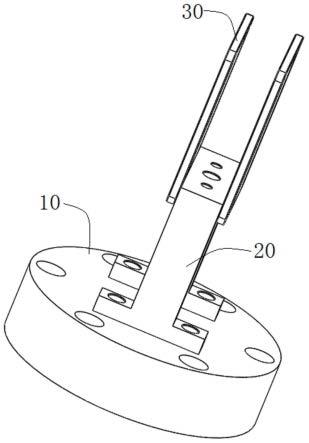
19.图1为本发明实施例中夹具的结构示意图;
20.图2为发明实施例中夹具另一视角的结构示意图;
21.图3为发明实施例中夹具另一视角的结构示意图;
22.图4为发明实施例中夹具俯视的结构示意图;
23.图5为发明实施例中夹具装夹叶片后的结构示意图。
24.其中:10.连接件;20.底座;30.侧板;40.叶片;
25.21.立柱;22.横梁;23.固定板;
26.31.条形通孔。
具体实施方式
27.下面结合附图和具体实施方式对本发明进行详细说明。
28.本发明提出了一种适用于超声滚压加工航空发动机叶片的夹具,该夹具可以在叶片进行加工强化的过程中将叶片稳定装夹,解决航空发动机叶片在加工强化过程中极易变形的难题,在叶片加工强化的过程中有效的改善叶片的变形情况,为叶片的装夹提供一个切实可行的选项,进而提高航空发动机叶片加工强化的合格率。
29.本发明公开了一种适用于超声滚压加工航空发动机叶片的夹具,如图1所示,包括底座20,底座20顶部与待装夹的叶片40连接;底座20的两侧分别设置有侧板30,两个侧板30的上部均位于底座20的上方、且分别位于叶片40的两侧;侧板30的宽度大于等于叶片40的宽度;每个侧板30与叶片40之间的空隙均填充有固体填充物,固体填充物具有弹性形变且无固定形状;其中,每个侧板30均可相对于底座20上下移动。
30.本发明通过在底座20的两侧(即叶片的两侧)分别设置侧板30,并在侧板30和叶片40之间的空隙中填充固体填充物,可以对叶片非加工强化区域进行支撑固定,进而减小叶片40加工强化时产生的弹性形变,提升叶片40的加工强化合格率。在本发明实施例中,通过底座20实现对叶片40的固定,通过侧板30和固体填充物对叶片40的非加工强化区域给予支撑,可以有效减小叶片40加工强化时的变形量。本实施例中,固体填充物可以根据不同型号和大小的叶片40进行选择,如胶泥、橡皮泥、橡胶、泡沫、棉纱等等,这些填充物可以对叶片40的未加工强化部分形成一定的支撑,尽可能的减小加工强化时的变形量。
31.在一个实施例中,如图2和图3所示,底座20包括两根间隔设置的立柱21,两个立柱21的顶端之间设置有横梁22,横梁22用于与叶片40连接。通过立柱21和横梁22的形式,简化了底座20的结构,同时也减轻了结构的重量,而且,两个立柱21之间且位于横梁22下方的空间,为叶片40的安装提供了方便,可以方便操作。
32.当然,也可以将底座20设计为常规的圆台、支架等常规形式,可以根据加工需求进行选择。
33.为了尽量增加夹具的普适性,如图4所示,横梁22上设有第一通孔;横梁22和叶片40通过螺栓可拆卸连接。采用螺栓连接方式可以方便更换叶片40,也可以减少叶片40安装和拆卸过程中所用的时间,提升工作效率。
34.在一个实施例中,两个立柱21底端连接至同一连接件10,连接件10用于与加工机床连接。作为一种具体的实现形式,连接件10可以为法兰状,进而可以增加与加工机床的匹配,便于在不同的加工机床上来回更换。
35.另外,为了方便立柱21与连接件10的固定,每个立柱21的底端还设置有固定板23,固定板23与连接件10螺栓连接。具体的,固定板23可以为块状,对称设置在立柱21的底端,除了起到和连接件10的固定作用外,还可以保证立柱21的受力平衡。在本实施例中,每个立柱21的底端分别对称设置了两块板。也可以有其他的形式,如圆环板、弧形板等等。
36.在本发明实施例中,侧板30上开设有竖向的条形通孔31,底座20的对应位置上开设有固定孔,侧板30与底座20螺栓连接。通过条形通孔31的设置,结合螺栓连接,当需要调节侧板30的高度时,只需要松开螺栓向上或向下移动侧板30即可完成,提升了便捷性。
37.另外,侧板30的两侧均开设有条形通孔31。通过在一个侧板30的两侧分别设置条形通孔31可以增加侧板30的稳定性。公知的,当螺栓连接的连接强度不够时,侧板30可能为以螺栓为轴发生转动,所以,本发明实施例中,采用两个条形通孔31,这样可以实现双螺栓的固定,避免侧板30发生转动,防止影响固定效果。
38.本发明夹具的使用方法为:
39.通过连接件10将夹具与加工机床连接,将叶片40安装到横梁22上,然后,根据叶片40进行加工强化的部位分别固定安装两个侧板30。比如,如图5所示,当需要对叶尖部加工强化时,将两个侧板30升高,使得叶尖部伸出两个侧板30之间的空间即可。如需要对叶片的叶背进行加工强化,则将叶背这一侧的侧板30降低,将另一侧的侧板升至最高。然后,在侧板30和叶片40之间的缝隙处填充固体填充物。填充完毕后,对叶片的加工强化部分进行加工强化。当需要更换加工强化位置时,可以通过调节两个侧板30的位置来实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1