一种9Ni钢对接缝焊接工艺方法与流程
一种9ni钢对接缝焊接工艺方法
技术领域
1.本发明属于9ni钢制压力容器焊接技术领域,具体涉及一种9ni钢对接缝焊接工艺方法。
背景技术:
2.在lng运输和储存行业,为满足lng-163℃低温工况及体现材料使用的经济性,盛装lng的储罐多采用9ni钢制造,现9ni钢焊接缝多使用ni含量60%~70%的ni基焊材焊接。ni是我国稀缺元素,国际市场的ni价格也较高,使得建造lng储罐的材料成本高。lng储罐的9ni钢对接缝一般采用双面焊工艺,焊接方法有焊条电弧焊或埋弧自动焊,按相关标准要求需进行焊接工艺评定、焊工考试和产品试板等试板焊接工作,试板需进行拉伸、冲击、硬度、横向弯曲以验证焊接工艺、焊工技能和焊接材料的可靠性及质量的稳定性。因9ni钢的屈服强度比ni基焊材的屈服强度高150mpa~200mpa,属异种材料连接,9ni钢焊接接头弯曲试样在进行横向弯曲(正、反弯曲或侧向弯曲)试验时焊缝先于母材弯曲变形,裂纹先起源于熔合线正反面焊缝的交叉处(即熔合线的尖角处,这是由于熔合线的尖角处存在应力集中现象,其尖角越尖锐则应力集中越严重,严重的应力集中导致了裂缝的产生),后随着试样弯曲变形的增大而沿焊缝熔合线扩展甚至出现弯曲试样断裂,因此焊缝容易因过度变形在焊缝或熔合线开裂而导致弯曲试验不合格,不能真实反映焊接接头的塑性、连续性和致密性。后续需多次进行重复试验甚至带来大量在建产品焊缝的返修工作,增加9ni钢对接缝试板的材料及人工成本,不利于lng储罐的生产成本控制及质量管理工作。
技术实现要素:
3.本发明所要解决的技术问题是提供一种9ni钢对接缝焊接工艺方法,能够提高9ni钢焊接接头的横向侧弯试样的弯曲试验合格率,降低9ni钢对接缝试板的材料和人工成本。
4.为了解决上述技术问题,本发明采用的第一个技术方案如下:
5.一种9ni钢对接缝焊接工艺方法,其包括以下步骤:
6.步骤1,根据9ni钢板的厚度,在对接缝处开设x形坡口;
7.步骤2,沿对接缝的长度方向分两层或多层焊道对对接缝的第一侧坡口进行焊接;
8.步骤3,在对接缝的第二侧坡口处进行碳刨清根,去除第一侧坡口的根部未焊透部分以及第一侧坡口的第一焊道被母材稀释的焊道组织;
9.步骤4,用砂轮打磨机将对接缝的第二侧坡口的根部修磨成“蘑菇头”形状,利用“蘑菇头”的弧线外形钝化接头熔合线的尖角;
10.步骤5,沿对接缝的长度方向分两层或多层焊道对对接缝的第二侧坡口进行焊接。
11.作为本发明的优选方案,所述步骤2和所述步骤5中,焊接电弧在对接缝两端的母材边上停留1秒以上。
12.作为本发明的优选方案,所述步骤3中,碳刨清根的深度为6mm~8mm。
13.作为本发明的优选方案,所述步骤4中,在将对接缝的第二侧坡口的根部修磨成“蘑菇头”形状之前,用砂轮打磨机粗磨去掉对接缝的第二侧坡口表面的硬化层及渗碳层。
14.作为本发明的优选方案,粗磨去掉的硬化层及渗碳层的厚度为0.4mm~0.6mm。
15.为了解决上述技术问题,本发明采用的第二个技术方案如下:
16.一种9ni钢对接缝焊接工艺方法,其包括以下步骤:
17.步骤1,根据9ni钢板的厚度,在对接缝处开设v形坡口;
18.步骤2,沿对接缝的长度方向分两层或多层焊道对对接缝第一侧的v形坡口进行焊接;
19.步骤3,在对接缝第二侧的接头处进行碳刨清根,去除v形坡口的根部未焊透部分以及v形坡口的第一焊道被母材稀释的焊道组织;
20.步骤4,用砂轮打磨机将对接缝第二侧的接头外侧部分修磨成喇叭状坡口,并将喇叭状坡口的根部修磨成“蘑菇头”形状,利用“蘑菇头”的弧线外形钝化接头熔合线的尖角;
21.步骤5,沿对接缝的长度方向分两层或多层焊道对喇叭状坡口进行焊接。
22.作为本发明的优选方案,所述步骤2和所述步骤5中,焊接电弧在对接缝两端的母材边上停留1秒以上。
23.作为本发明的优选方案,所述步骤3中,碳刨清根的深度为6mm~8mm。
24.实施本发明提供的一种9ni钢对接缝焊接工艺方法,与现有技术相比,其有益效果在于:
25.本发明通过去除焊缝接头坡口根部未焊透部分及第一侧第一焊道被母材稀释的焊缝组织,确保焊接接头根部的焊透及提高焊缝在坡口根部的塑性、韧性及抗弯曲性能;并通过利用“蘑菇头”的弧线外形钝化接头熔合线的尖角,减小焊缝在弯曲时熔合线处的应力集中,提高母材正反面焊缝结合区的塑性及熔合质量;进而提高9ni钢焊接接头的横向侧弯试样的弯曲试验合格率,降低9ni钢对接缝试板的材料和人工成本。
附图说明
26.为了更清楚地说明本发明实施例的技术方案,下面将对实施例的附图作简单地介绍。
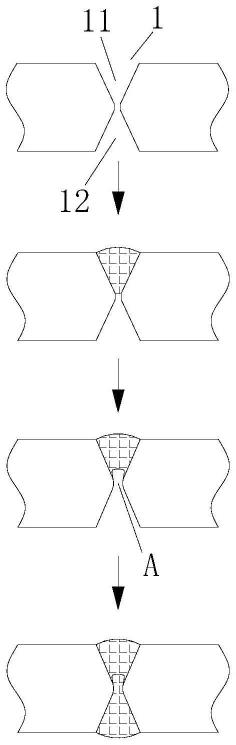
27.图1是本发明实施例一提供的一种9ni钢对接缝焊接工艺方法的流程图;
28.图2是本发明实施例二提供的一种9ni钢对接缝焊接工艺方法的流程图。
具体实施方式
29.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
30.在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。应当理解的是,本发明中采用术语“第一”、“第二”等来描述各种信息,但这些信息不应限于这些术语,这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本发明范围的情况下,“第一”信息也可以被称为“第二”信息,类似的,“第二”信息也可以被称为“第一”信息。
31.实施例一
32.如图1所示,本发明实施例一提供了一种9ni钢对接缝焊接工艺方法,其包括以下步骤:
33.步骤1,根据9ni钢板的厚度,在对接缝1处开设x形坡口,即第一侧坡口11呈v形,第二侧坡口12呈倒v形;
34.步骤2,沿对接缝1的长度方向分两层或多层焊道对对接缝1的第一侧坡口11进行焊接;
35.步骤3,在对接缝1的第二侧坡口12处进行碳刨清根,去除第一侧坡口11的根部未焊透部分以及第一侧坡口11的第一焊道被母材稀释的焊道组织,以确保焊接接头根部的焊透及提高焊缝在坡口根部的塑性、韧性及抗弯曲性能;本实施例中,碳刨清根的深度为6mm~8mm,优选为7mm;
36.步骤4,用砂轮打磨机将对接缝1的第二侧坡口12的根部修磨成“蘑菇头”形状(如图1中a处所示),利用“蘑菇头”的弧线外形钝化接头熔合线的尖角,从而减小弯曲试样弯曲时在熔合线处的应力集中,提高母材正反面焊缝结合区的塑性及熔合质量;
37.步骤5,沿对接缝1的长度方向分两层或多层焊道对对接缝1的第二侧坡口12进行焊接。需要说明的是,清根侧坡口(即对接缝1的第二侧坡口12)进行两道或多道焊焊接,可减小焊接热输入,避免接头热影响区的金相组织过度粗化,同时第二层焊道能对第一层焊道及其热影响区进行回火处理,可提高第一层焊道及其熔合线的塑性、韧性及抗弯曲性能。
38.示例性的,由于焊缝金属熔点比母材低,故在所述步骤2和所述步骤5中,焊接电弧在对接缝1两端的母材边上停留1秒以上,能够提高焊接熔合质量。
39.示例性的,由于碳刨清根时在对接缝1的第二侧坡口12表面产生硬化层及渗碳层,硬化层及渗碳层是非常淬硬的,在焊接的时候因为应力作用很容易产生裂纹导致焊接失败,因此为保证对接缝1的第二侧坡口的质量,所述步骤4中,在将对接缝1的第二侧坡口的根部修磨成“蘑菇头”形状之前,用砂轮打磨机粗磨去掉对接缝1的第二侧坡口表面的硬化层及渗碳层。本实施例中,粗磨去掉的硬化层及渗碳层的厚度为0.4mm~0.6mm,优选为0.5mm。
40.综上可见,实施本发明实施例一的9ni钢对接缝1焊接工艺方法,能够提高9ni钢焊接接头的横向侧弯试样的弯曲试验合格率,降低9ni钢对接缝1试板的材料和人工成本。
41.实施例二
42.如图2所示,本发明实施例二提供了一种9ni钢对接缝1焊接工艺方法,其包括以下步骤:
43.步骤1,根据9ni钢板的厚度,在对接缝1处开设v形坡口11;
44.步骤2,沿对接缝1的长度方向分两层或多层焊道对对接缝1第一侧的v形坡口11进行焊接,以确保焊接接头根部的焊透及提高焊缝在坡口根部的塑性、韧性及抗弯曲性能;本实施例中,碳刨清根的深度为6mm~8mm,优选为7mm;
45.步骤3,在对接缝1第二侧的接头12处进行碳刨清根,去除v形坡口11的根部未焊透部分以及v形坡口的第一焊道被母材稀释的焊道组织;
46.步骤4,用砂轮打磨机将对接缝1第二侧的接头12外侧部分修磨成喇叭状坡口13,增加焊接时焊接电弧与坡口面的接触面,有助于提高焊缝与母材之间的熔合质量;并将喇
叭状坡口13的根部修磨成“蘑菇头”形状(如图2中b处所示),利用“蘑菇头”的弧线外形钝化接头熔合线的尖角,从而减小弯曲试样弯曲时在熔合线处的应力集中,提高母材正反面焊缝结合区的塑性及熔合质量;
47.步骤5,沿对接缝1的长度方向分两层或多层焊道对喇叭状坡口13进行焊接。需要说明的是,清根侧坡口(即喇叭状坡口13)进行两道或多道焊焊接,可减小焊接热输入,避免接头热影响区的金相组织过度粗化,同时第二层焊道能对第一层焊道及其热影响区进行回火处理,可提高第一层焊道及其熔合线的塑性、韧性及抗弯曲性能。
48.示例性的,由于焊缝金属熔点比母材低,故在所述步骤2和所述步骤5中,焊接电弧在对接缝1两端的母材边上停留1秒以上,能够提高焊接熔合质量。
49.综上可见,实施本发明实施例二的9ni钢对接缝1焊接工艺方法,能够提高9ni钢焊接接头的横向侧弯试样的弯曲试验合格率,降低9ni钢对接缝1试板的材料和人工成本。
50.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1