多台阶零件的成型装置及多台阶零件的制作方法
本发明属于紧固件成型领域,尤其涉及一种多台阶零件的成型装置及多台阶零件。
背景技术:
1、螺钉是一种非常常见的紧固件,是利用物体的斜面圆形旋转和摩擦力的物理学和数学原理,循序渐进地紧固器物机件的工具,是日常生活中不可或缺的工业必需品:如照相机、眼镜、钟表、电子等使用的极小的螺钉;电视、电器制品、乐器、家具使用的一般的螺钉;工程、建筑、桥梁则使用大型螺钉、螺帽;交通器具、飞机、电车、汽车等则为大小螺钉并用,由此可见螺钉在工业上负有重要任务,所以螺钉的产量与质量至关重要。
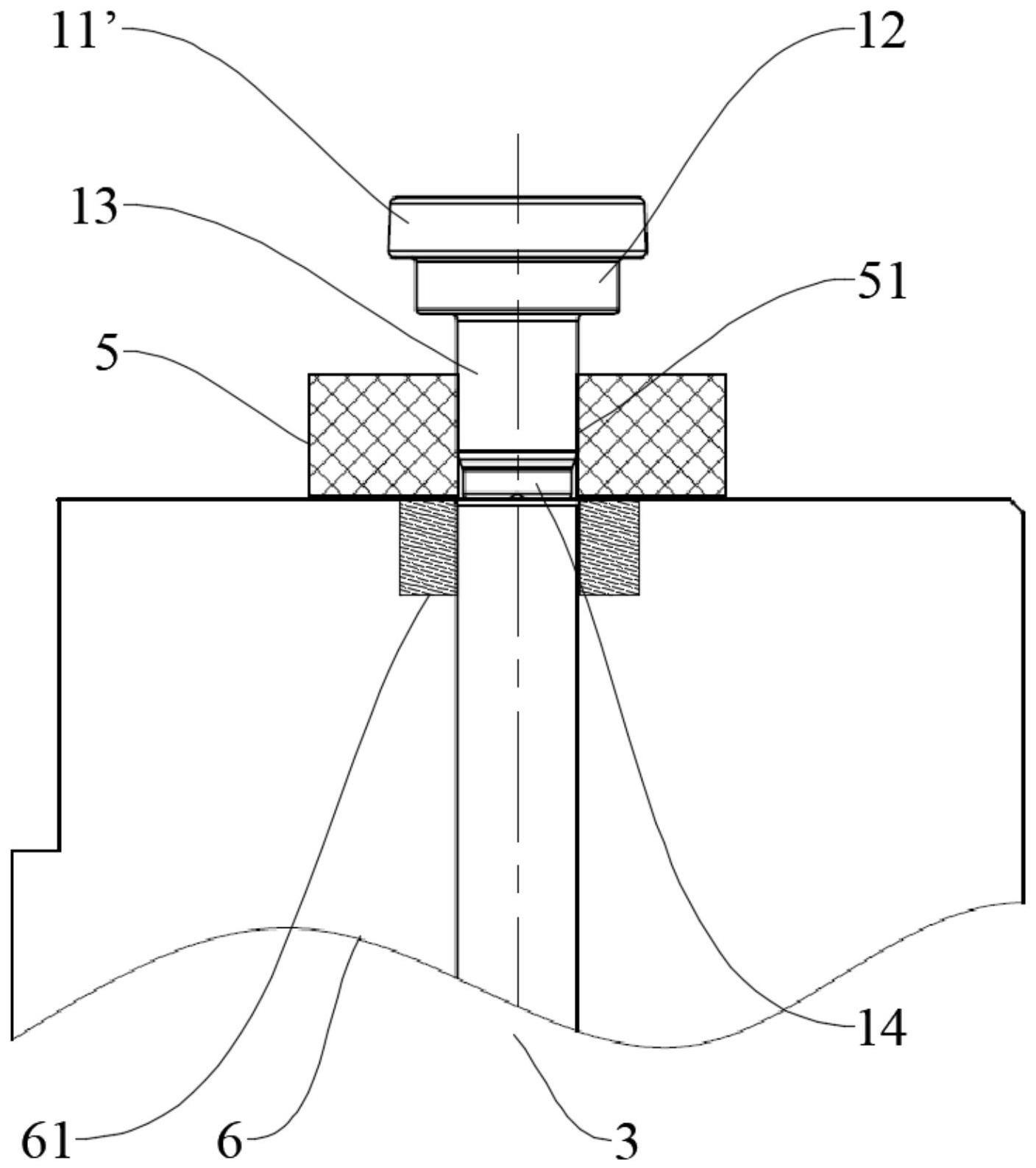
2、螺钉中,有一种分类为台阶螺钉,简单理解就是包含两个以上台阶的非标螺钉,无论台阶多少,却又长又短,长台阶的螺钉在冷镦生产中易于夹取过模,但对于一些短台阶的螺钉,由于台阶多,在冷镦过程中,其能够夹取的有效长度非常短,尤其是成型工位到切边工位的过模,利用过模夹爪夹持移送料件时,其夹紧和张开时间对于调节来说都非常的困难。生产速度必须要降低很多,否则生产中极易出现产品掉料、尾杆部削料、切边歪料、切坏过模夹、撞机等状况。如图1所示,对于一种多台阶零件进行预成型后需过模切边,所成型的预设件至少包括预设圆法兰11’、第一杆部12、第二杆部13和尾杆部14,由于其各台阶杆的轴向长度和径向宽度的影响,原夹爪7的厚度只能设计成很薄,待预设件由主模内完全出模后,原夹爪7对第二杆部13的有效夹持长度仅有2.0mm,由于有效夹持长度极短,故在生产中由于过模夹持不稳非常容易出现掉料,切边时歪料的情况,生产速度也仅能达到每分钟50件左右。而为了保证切边质量,一般是在冷镦成型后利用整头机进行法兰切边作业,但换机作业,无疑也会降低生产效率。
技术实现思路
1、鉴于上述现有技术中存在的问题,本发明的主要目的在于提供一种多台阶零件的成型装置及多台阶零件,多台阶零件至少包括顺次连接的法兰部、第一杆部、第二杆部和尾杆部,且第一杆部、第二杆部和尾杆部的杆径依次减小,成型装置在原有冷镦机的成型模具和切边模具间增设换夹模具,转换对预设件的夹持位置,增加夹爪的有效夹取长度,稳定过模预设件,保证切边优良率,无需整头机参与切边工作,节约换机时间,提高生产效率。
2、本发明的目的通过如下技术方案得以实现:
3、本发明提供一种多台阶零件的成型装置,所述多台阶零件至少包括顺次连接的法兰部、第一杆部、第二杆部和尾杆部,且所述第一杆部、第二杆部和尾杆部的杆径依次减小,所述多台阶零件的成型装置包括设有多个成型模具以及换夹模具、切边模具的冷镦机,和用于在多个模具之间进行送料的送料机构,所述送料机构包括第一送料组件和第二送料组件;
4、所述多个成型模具共同配合用于将预设坯料成型为预设圆法兰、第一杆部、第二杆部和尾杆部,得到预设件;
5、所述换夹模具用于对夹持所述预设件的送料夹进行更换,使夹持于所述预设圆法兰的所述第一送料组件更换为夹持于所述第一杆部或第二杆部的第二送料组件;
6、所述切边模具用于对更换送料夹后的所述预设件进行法兰切边,使所述预设圆法兰成型为所述法兰部;
7、其中,所述第一送料组件至少包括两个相对设置的第一夹爪,所述第一夹爪包括与所述预设圆法兰的侧面相贴合的第一夹部,以及与所述预设圆法兰背离所述第一杆部的端面相贴合的第二夹部;相对的第一夹部间形成与所述预设圆法兰相适配的第一夹取空间,相对的所述第二夹部共同形成与所述端面相适配的止挡台;所述第二送料组件至少包括两个相对设置的第二夹爪,所述第二夹爪包括与所述第二杆部的侧面相贴合的第三夹部,相对的所述第三夹部间形成与所述第一杆部或第二杆部相适配的第二夹取空间。
8、作为上述技术方案的进一步描述,所述成型模具、换夹模具及切边模具均包括对应设置的主模与冲模;
9、所述主模包括主模壳,设于所述主模壳内的主模垫块、主模顶针与主模仁,所述主模仁具有开口朝向所述冲模的主模腔,所述主模顶针贯穿所述主模垫块设置;
10、所述冲模包括冲模壳,设于所述冲模壳内的冲模垫块与冲模顶针,所述冲模顶针的一端与所述冲模垫块相连,所述冲模顶针的另一端穿出所述冲模壳与所述主模腔相对。
11、作为上述技术方案的进一步描述,所述换夹模具的主模腔为直段腔,所述直段腔的内径与所述第二杆部的杆径相适配,或,
12、所述直段腔的内径与所述尾杆部的杆径相适配。
13、作为上述技术方案的进一步描述,所述换夹模具、切边模具的冲模垫块内还设有冲模套管,所述冲模顶针的一端与所述冲模套管中的冲模弹簧相连接。
14、作为上述技术方案的进一步描述,在所述预设件由与所述换夹模具相邻的成型模具内出模时,所述第一夹取空间与该成型模具的主模腔相对。
15、作为上述技术方案的进一步描述,所述止挡台具有避让部,所述避让部由相对的所述第二夹部向内凹陷而成。
16、作为上述技术方案的进一步描述,所述第一夹部和所述第三夹部均为弧形面,在夹取状态时,所述弧形面与所述预设件的侧面形成面接触。
17、作为上述技术方案的进一步描述,还包括剪切机构,所述剪切机构用于将线材剪断成所述预设坯料。
18、本发明还提供一种多台阶零件,其特征在于,包括顺次连接的法兰部、第一杆部、第二杆部,且所述第一杆部、第二杆部和尾杆部的杆径依次减小,所述第二杆部形成有螺纹。
19、作为上述技术方案的进一步描述,所述法兰部背离所述第一杆部的一端还连接有头杆部。
20、综上所述,本发明的突出效果为:
21、本发明的多台阶零件的成型装置在原有冷镦机的成型模具与切边模具间增设一换夹模具,并将之前由成型模具至切边模具间过模的原夹爪换成第一夹爪和第二夹爪的组合,进行一次对预设件的夹取位置的转换,从而大大增加了对所述预设件的有效夹持长度,两夹爪的夹持稳定性都比原夹爪更高,从而保证了预设件由成型模具至切边模具的过模稳定性,无需考虑过模掉料,过模后切边不歪料、不削料,从而在提高了过模速率的同时保证了产品优良率,也无需整头机参与法兰切边作业,节约了换机时间,也大大提高了生产效率。
技术特征:
1.一种多台阶零件的成型装置,所述多台阶零件至少包括顺次连接的法兰部、第一杆部、第二杆部和尾杆部,且所述第一杆部、第二杆部和尾杆部的杆径依次减小,其特征在于,包括设有多个成型模具以及换夹模具、切边模具的冷镦机,和用于在多个模具之间进行送料的送料机构,所述送料机构包括第一送料组件和第二送料组件;
2.如权利要求1所述的多台阶零件的成型装置,其特征在于,所述成型模具、换夹模具及切边模具均包括对应设置的主模与冲模;
3.如权利要求2所述的多台阶零件的成型装置,其特征在于,所述换夹模具的主模腔为直段腔,所述直段腔的内径与所述第二杆部的杆径相适配,或,
4.如权利要求2所述的多台阶零件的成型装置,其特征在于,所述换夹模具、切边模具的冲模垫块内还设有冲模套管,所述冲模顶针的一端与所述冲模套管中的冲模弹簧相连接。
5.如权利要求1所述的多台阶零件的成型装置,其特征在于,在所述预设件由与所述换夹模具相邻的成型模具内出模时,所述第一夹取空间与该成型模具的主模腔相对。
6.如权利要求1所述的多台阶零件的成型装置,其特征在于,所述止挡台具有避让部,所述避让部由相对的所述第二夹部向内凹陷而成。
7.如权利要求1所述的多台阶零件的成型装置,其特征在于,所述第一夹部和所述第三夹部均为弧形面,在夹取状态时,所述弧形面与所述预设件的侧面形成面接触。
8.如权利要求1所述的多台阶零件的成型装置,其特征在于,还包括剪切机构,所述剪切机构用于将线材剪断成所述预设坯料。
9.一种多台阶零件,其特征在于,包括顺次连接的法兰部、第一杆部、第二杆部,且所述第一杆部、第二杆部和尾杆部的杆径依次减小,所述第二杆部形成有螺纹。
10.如权利要求9所述的多台阶零件,其特征在于,所述法兰部背离所述第一杆部的一端还连接有头杆部。
技术总结
本发明提供了一种多台阶零件的成型装置及多台阶零件,多台阶零件至少包括顺次连接的法兰部、第一杆部、第二杆部和尾杆部,且第一杆部、第二杆部和尾杆部的杆径依次减小,成型装置包括冷镦机和送料机构,冷镦机的成型模具和切边模具间增设换夹模具,第一夹爪夹持预设件的预设圆法兰将其移送至换夹模具后,第二夹爪再夹持其第一杆部或第二杆部,继而再将其移送至切边模具进行法兰切边,以成型法兰部,再经过必要的搓牙、热处理、电镀等工序即可得到成品多台阶零件。本发明的多台阶零件的成型装置通过增设换夹模具,转换对预设件的夹取位置,对其稳定过模,实现一次性冷镦切边,保证产品质量,提高生产效率。
技术研发人员:王坤,段森月,林永德,路凤,夏一凡
受保护的技术使用者:宾科汽车紧固件(昆山)有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!