一种GK型内燃机车重型牵引销在线组对装置及组对方法与流程
一种gk型内燃机车重型牵引销在线组对装置及组对方法
技术领域
1.本发明属于机械领域,涉及一种gk型内燃机车重型牵引销在线组对装置及组对方法。
背景技术:
2.gk型内燃机车是一种适用于铁路、冶金、石化、港口、地方铁路等进行调车和小运转作业的新型机车。gk型内燃机车的牵引销传递机车动力并保证转向架在限度内运动的重要部件,位于车体下部(如图1和图2所示),内燃机车经长期使用后,往往会造成其牵引销变形超限。考虑到成本以及备件的采购周期,企业往往考虑拆卸同型报废机车牵引销来对变形超限的牵引销进行焊接替换,其焊装替换工艺流程为:牵引销检测
‑‑
r角锻件超声检测
‑‑
外形尺寸效验
‑‑
在线组对
‑‑
在线测量
‑‑
在线焊接
‑‑
焊缝表面以及焊脚尺寸检验
‑‑
交付使用。在替换过程中,需要对牵引销进行在线组对并恢复机车新造时原始尺寸,牵引销对主车架纵向中心线的偏离≤1.5mm,牵引销主车架两中梁下平面的垂直度在牵引销全长范围内≤1mm,此技术规范定位安装难,主要在操作时存在以下问题:1、因牵引销本体重,不能够随意搬运并进行在线组对调节;2、因为牵引销为在线组对,必须通过在指定的检修机坑把牵引销仰面组对安装,为了满足尺寸精度,重型牵引销在仰面组对时还要上下左右重复性移动;3、仰面组对上的重型牵引销,通过长时间的中心线、垂直度的范围测量,符合技术要求后,才能焊接固定。因此,这种重型牵引销在线组对精度安装,靠人工是很难解决的。
技术实现要素:
3.针对在背景技术中存在的技术问题,本发明提供了一种gk型内燃机车重型牵引销在线组对装置及组对方法,通过该在线组对装置组对后的重型牵引销,其整体效果符合机车新造时原始尺寸技术规范,并可以配套安装其他零部件,同时投资费用低、现场操作维护方便、修复时间短。
4.其解决技术问题的技术方案如下:
5.本发明一种gk型内燃机车重型牵引销在线组对装置,它包括检修机坑和结构件支架,所述检修机坑两侧顶部分别设置有轨道,所述结构件支架包括呈框形的支架本体,所述支架本体两侧通过设置若干轨道滑动轮滑动支撑在两根轨道上,其顶板上表面垂直设置有若干根上下移动固定杆,其顶板上表面中心处设置有顶升装置,四根所述上下移动固定杆上滑动设置有水平托板,所述水平托板下表面中心处与顶升装置顶端相抵,其上表面中心处设置有支撑顶杆,所述支撑顶杆顶部设置有套管。
6.进一步地,所述支架本体两侧的轨道滑动轮分别通过滚动轴设置在支架本体上。
7.进一步地,所述上下移动固定杆为四根,呈矩形状布设于支架本体的顶板上表面。
8.进一步地,所述支撑顶杆的顶部设置有凸起部,所述套管套设固定于凸起部上。
9.进一步地,所述支架本体顶板中心处开设有的螺纹孔,所述顶升装置为与支架本体顶板螺纹孔相适配的顶丝杆,该顶丝杆与支架本体顶板中心处的螺纹孔螺纹连接。
10.进一步地,所述顶升装置为设置于支架本体顶板上的液压顶。
11.本发明一种基于上述技术方案所述gk型内燃机车重型牵引销在线组对装置的组对方法,首先,根据gk型内燃机车规格设计并建造检修机坑,并在检修机坑两侧顶部根据gk型内燃机车两侧火车轮的宽度安装轨道,然后将gk型内燃机车通过轨道送入到检修机坑位置;其次,根据gk型内燃机车的牵引销的规格设计制作所述gk型内燃机车重型牵引销在线组对装置的其它部件,将结构件支架通过两侧的轨道滑动轮放置在两根轨道上,在上下移动固定杆上设置水平托板,在支架本体上设置顶升装置并将顶升装置的顶部与水平托板的底部相抵,将支撑顶杆放置在水平托板上,将套管套设放置在支撑顶杆的凸起部上,将牵引销嵌插在套管内;再次,通过轨道滑动轮移动结构件支架,待牵引销移动至gk型内燃机车底部gk型内燃机车底板的组对位置,通过顶升装置顶起水平托板,进而顶起支撑顶杆、套管和牵引销同步向上移动,牵引销向上移动过程中,可同时通过轨道滑动轮调整牵引销的水平位置,待牵引销被顶至gk型内燃机车底部的组对位置,顶升装置停止顶升,安装牵引销即可。
12.进一步地,所述检修机坑的深度为1.5米。
13.相对于现有技术,本发明所述的一种gk型内燃机车重型牵引销在线组对装置,其结构新颖,配置紧凑、合理,制作方便、快捷,投资费用及运行维护费用低,占用场地小,操作方便,运行可靠,配合其组对方法,通过其上的顶升装置和支架本体两侧的轨道滑动轮可以实现设置其上的索引销上下及前后移动,满足组对替换的需求,并能有效缩短组对修复时间,为机车的正常运行提供保障。
附图说明
14.图1为本发明中的gk型内燃机车的示意图;
15.图2为本发明中牵引销的结构示意图;
16.图3为本发明gk型内燃机车重型牵引销在线组对装置使用时三维示意图;
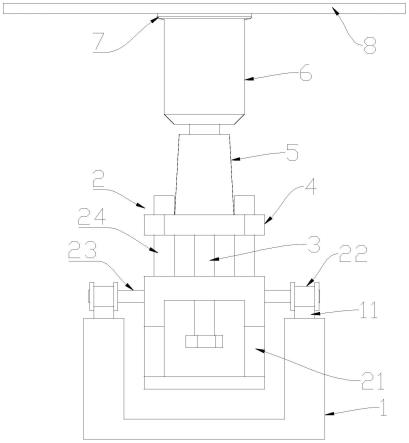
17.图4为本发明gk型内燃机车重型牵引销在线组对装置使用时的正面示意图;
18.图5为本发明gk型内燃机车重型牵引销在线组对装置使用时的爆炸示意图;
19.图中:1、检修机坑;11、轨道;2、结构件支架;21、支架本体;22、轨道滑动轮;23、滚动轴;24、上下移动固定杆;3、顶升装置;4、水平托板;5、支撑顶杆;51、凸起部;6、套管;7、牵引销;8、gk型内燃机车底板;9、gk型内燃机车。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.除非另作定义,此处使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开专利申请说明书以及权利要求书中使用的“上”、“下”、“左”、“右”、“前”、“后”、“内”、“外”、“横”、“纵”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也相应地改变。“连接”或者“相连”等类
似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。本发明未详述之处,均为本技术领域技术人员的公知技术。
22.实施例1:
23.如图1-图5所示,本发明一种gk型内燃机车重型牵引销在线组对装置,它包括检修机坑1和结构件支架2,检修机坑1可根据gk型内燃机车的规格在厂房内进行设计和建造,其水平面以下的坑道为人工检修场地,深度可设置为1.5米左右,其两侧顶部分别设置有轨道11,轨道11的宽度按gk型内燃机车两侧火车轮轮距进行设置并连接至厂房外的火车轨道上,用于将gk型内燃机车移动至检修厂房;所述结构件支架2包括呈框形的支架本体21,所述支架本体21可通过50mm钢板机械加工并焊接制作而成,其两侧分别通过滚动轴23对称设置若干轨道滑动轮22并滑动支撑在两根轨道11上,其顶板上表面呈矩形垂直设置有四根上下移动固定杆24,其顶板上表面中心处设置有顶升装置3,四根所述上下移动固定杆24上滑动设置有水平托板4,所述水平托板4下表面中心处与顶升装置3顶端相抵,并可在顶升装置3的作用下上下移动,其上表面中心处设置有支撑顶杆5,所述支撑顶杆5的顶部设置有凸起部51,凸起部51上套设有套管6,套管6用于嵌插牵引销7,这样在顶升装置3的作用下,可以带动水平托板4上下移动,进而带动支撑顶杆5上下移动,进而带动套设支撑顶杆5凸起部51上的套管6上下移动,进而带动设置于套管6内的牵引销7上下移动,使得牵引销7的顶部与gk型内燃机车底板8进行组对焊接固定。本实施例中,所述轨道滑动轮22可购买现有的轨道轮,滚动轴23可由φ60mm圆钢制作而成,上下移动固定杆24可采用φ30mm圆钢机械加工而成,水平托板4可采用20mm钢板机械加工而成,支撑顶杆可采用φ120mm圆钢机械加工而成,套管6可采用φ400mm的无缝钢管机械加工而成。
24.本实施例中,所述支架本体21顶板中心处开设有的螺纹孔,所述顶升装置3为与支架本体21顶板螺纹孔相适配的顶丝杆,该顶丝杆与支架本体21顶板中心处的螺纹孔螺纹连接,通过该设计,可以顺时针或逆时针拧动该顶丝杆,使得该顶丝杆在支架本体21顶板中心处上下移动,进而带动水平托板、支撑顶杆、套管及牵引销同步上下移动,便于牵引销的焊接修复。
25.实施例2:
26.本实施例基本同实施例1,区别之处在于,所述顶升装置3为设置于支架本体21顶板上的液压顶,液压顶可以为一个或多个,通过液压顶带动水平托板、支撑顶杆、套管及牵引销上下移动。
27.实施例3:
28.本发明一种基于实施例1或2所述gk型内燃机车重型牵引销在线组对装置的组对方法:首先,根据gk型内燃机车9规格设计并建造检修机坑1,检修机坑1的深度通常设置为1.5米左右,在检修机坑1两侧顶部根据gk型内燃机车9两侧火车轮的宽度安装轨道11,轨道11与gk型内燃机车9的运行轨道相连接,然后将gk型内燃机车9通过轨道11送入到检修机坑1位置;其次,根据gk型内燃机车9的牵引销7的规格设计制作所述gk型内燃机车重型牵引销在线组对装置的其它部件,将结构件支架2通过两侧的轨道滑动轮22可滑动放置在两根轨道11上,在上下移动固定杆24上设置水平托板4,在支架本体21上设置顶升装置3并将顶升装置3的顶部与水平托板4的底部相抵,将支撑顶杆5放置在水平托板4上,将套管6套设放置在支撑顶杆5的凸起部51上,将牵引销7嵌插在套管6内;再次,通过轨道滑动轮22移动结构
件支架2,待牵引销7移动至gk型内燃机车9底部gk型内燃机车底板8的组对位置,通过顶升装置3顶起水平托板4,进而顶起支撑顶杆5、套管6和牵引销7同步向上移动,牵引销7向上移动过程中,可同时通过轨道滑动轮22调整牵引销7的水平位置,待牵引销7被顶至gk型内燃机车9底部的组对位置,顶升装置3停止顶升,安装牵引销7即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1