一种实现电解加工中阴极低频振动进给装置的制作方法
1.本发明涉及电解加工领域,具体是涉及一种实现电解加工中阴极低频振动进给装置。
背景技术:
2.近年来,伴随航空航天事业飞速发展,涌现出大量航空制造难题,亟待解决。在航空制造领域,特别是对于耐高温合金,马氏体不锈钢等可导电难加工材料,精密电解加工由于相较于传统机械加工具有成本低、效率高、成形精度高、表面质量好、可一次性加工复杂型面等优点而被广泛应用。
3.振动辅助电解是提高电解加工精度的重要措施,其通过振动发生装置,在阴极做单向进给运动的同时复合一个平行于进给方向的周期性振动,对加工间隙中的电解液产生抽吸作用,从而改善流场条件,加快间隙内电解液的更新,有利于电解产物和热量的及时排除。
4.而精密电解加工技术发展至今,学者们提出了多种可实现阴极振动进给的方法,按工作原理基本可分为三类:机械式振动,电磁式振动,电液式振动,但大都仍然存在振幅调节困难、装置体积大等缺陷。
5.例如,专利cn201510195635.6提出了一种电磁驱动式低频振动电解装置,由于电磁驱动振动装置受外部载荷的影响较大,较难在交变载荷情况下,实现稳定的工具阴极低频振动。因此,亟需开发出可实现电解加工阴极低频振动进给,且振幅、振动频率在一定范围内便于调节的加工装置对于精密电解加工工艺的发展具有重要意义。
技术实现要素:
6.发明目的:本发明提供一种实现电解加工中阴极低频振动进给装置,能够改善微小加工间隙内的流场,加速电解液的更新,带走电解产物和热量,提高电解加工精度和稳定性。
7.技术方案:本发明公开一种实现电解加工中阴极低频振动进给装置,具体包括:恒速进给装置、安装于恒速进给装置上的低频振动装置;所述低频振动装置包括动力输出装置、振动发生装置、旋转过滤装置、复位装置;
8.所述动力输出装置与振动发生装置连接,用于为振动发生装置提供动力输出;
9.所述振动发生装置包括曲面轴承、与曲面轴承连接的前端转子、与曲面轴承连接的定子、动力输出端;当动力输出装置输出动力时,曲面轴承发生旋转,曲面轴承带动前端转子作周向旋转运动与轴向往复低频振动;
10.所述旋转过滤装置为可承受轴向动载荷的轴承,轴承内侧与前端转子连接,轴承外侧与动力输出端连接;轴承用于过滤前端转子的旋转运动并带动动力输出端作轴向往复低频振动;
11.所述的复位装置与旋转过滤装置连接,用于完成振动发生装置轴向运动的复位。
12.进一步的,所述曲面轴承包括第一滚道、第二滚道、滚子;所述第一滚道与前端转子连接,第二滚道与定子连接,滚子位于第一滚道与第二滚道之间;第一滚道或/和第二滚道为环形滚道且该环形滚道表面为连续起伏的曲面形状;第一滚道与第二滚道相对位置之间的相位差可调节。
13.进一步的,所述复位装置包括挡板、弹簧;所述恒速进给装置包括承载平台;安装于承载平台上的挡板设有供动力输出端滑动的通孔,弹簧一端与挡板固定连接,另一端与轴承外侧固定连接;承载平台上设有滑动轨道,轴承外侧底部与滑动轨道固定连接。
14.进一步的,曲面轴承的滚子数量至少为三个。
15.进一步的,曲面轴承的曲面形状为周期性变化曲线。常见周期性变化曲线为正弦曲线。
16.进一步的,旋转过滤装置选用推力轴承。
17.有益效果:本发明所述一种实现电解加工中阴极低频振动进给装置相对于现有技术,其显著优点是:通过设置曲面轴承与旋转过滤装置使得动力输出端实现稳定的轴向往复低频振动,装置结构紧凑,体积小;通过设置双曲面滚道并调整双曲面滚道之间的相位角实现对振幅的无级调节。
附图说明
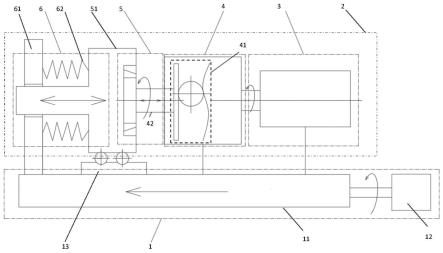
18.图1所示为本发明所述实现低频振动进给运动的装置的结构示意简图;
19.图2所示为本发明所述实现低频振动进给运动的装置中低频振动装置的结构示意图;
20.图3所示为本发明所述实现低频振动进给运动的装置中低频振动装置的分解示意图;
21.图4所示为本发明所述曲面轴承工作原理图;图4(a)所示为单侧滚道为曲面结构;图4(b)所示为双侧滚道为曲面结构;
22.图5所示为本发明所述恒速进给运动装置、低频振动装置以及两者复合运动的示意图;图5(a)所示为低频振动的位移-时间关系图;5(b)为恒速进给运动位移-时间关系图,5(c)为低频振动与恒速进给运动的复合进给运动示意图;
23.图6所示为本发明所述曲面轴承实现零振幅时的振动原理简图;图6(a)为第二滚道相对于第一滚道转动了π/4;图6(b)为第二滚道相对于第一滚道转动了π/2;图6(c)为第二滚道相对于第一滚道转动了3π/4;图6(d)为第二滚道相对于第一滚道转动了π;
24.图7所示为本发明所述曲面轴承实现最大振幅时的振动原理简图;图7(a)为第二滚道相对于第一滚道转动了π/4;图7(b)为第二滚道相对于第一滚道转动了π/2;图7(c)为第二滚道相对于第一滚道转动了3π/4;图7(d)为第二滚道相对于第一滚道转动了π;
25.图8所示为本发明中低频振动与电源耦合示意图;
26.图9所示为本发明振动过程中阴极相对工件位置示意图。
具体实施方式
27.下面结合附图对本发明的技术方案进一步说明。
28.如图1所示,本发明提供一种实现电解加工中阴极低频振动进给装置,具体包括恒
速进给装置1、安装于恒速进给装置上的低频振动装置2。
29.所述恒速进给装置1主要包括驱动装置、传动部件、导向部件以及必要的固定、连接件等。具体的,本实施例中恒速进给装置1包括承载平台11、恒速进给驱动装置12。恒速进给驱动装置12为直线电机或者丝杆滑轨等,用于实现承载平台11的整体恒速或变速进给。承载平台11上还设有滑动轨道13。
30.所述低频振动装置2包括动力输出装置3、振动发生装置4、旋转过滤装置5、复位装置6,通过各装置间的衔接实现平行于进给方向的低频振动。具体的,
31.所述动力输出装置3与振动发生装置4连接,用于为振动发生装置4提供动力输出;动力输出装置3可根据对振动频率的具体要求,选择具有合适转速调节范围的电机以及合适减速比的减速机构。
32.所述振动发生装置4为以曲面轴承为核心部件的振动发生机构。如图1至图4所示,具体包括曲面轴承41、前端转子42、定子43、动力输入端44、动力输出端45。定子43固定在承载平台11。动力输入端44一端与动力输出装置3连接,另一端与曲面轴承41连接。曲面轴承41包括第一滚道7、第二滚道8、位于第一滚道7与第二滚道8之间的滚子46;第一滚道7与前端转子42连接,第二滚道8与定子43连接。其中,滚子46的数量至少为三个,滚子46的单侧滚道或两侧的滚道可根据实际需求设置为曲面形状。如图4(a)所示,滚子46的一侧滚道即第一滚道7为环形滚道且该环形滚道表面为连续起伏的曲面形状;如图4(b)所示,滚子46的两侧的滚道即第一滚道7与第二滚道8均为环形滚道且该环形滚道表面为连续起伏的曲面形状;该曲面形状由振动电解加工具体需求决定。本实施例中设置为为正弦曲线形状。
33.所述旋转过滤装置5选用承受较大轴向动载荷的轴承51(例如:推力轴承、圆锥滚子轴承等)过滤掉旋转运动,只保留所需的轴向振动。如图1所示,轴承51内侧与前端转子42连接,轴承51外侧与动力输出端45连接,且底部与滑动轨道13固定连接。
34.所述复位装置6具体包括挡板61、弹簧62;挡板61安装于承载平台11的一端,挡板61设有供动力输出端45滑动的通孔。弹簧62一端与挡板61固定连接,另一端与轴承51外侧固定连接。
35.工作过程:当动力输出装置3向动力输入端44提供动力,动力输入端44驱动曲面轴承41。曲面轴承41转动过程中,滚子46于滚道中运动,同时带动前端转子42转动。由于滚道设置为曲面结构,滚珠沿曲面运动,前端转子42产生旋转运动和轴向往复低频振动的复合运动。轴承51用于消除前端转子42产生旋转运动,同时轴承51带动动力输出端45于挡板61的通孔中滑动,作轴向往复低频振动的复合运动。同时,弹簧62辅助振动发生装置的复位过程,同时对旋转过滤单元所用轴承起到固定作用。如图8所示,通过轴向往复低频振动的复合运动使得阴极与工件中加工间隙内的流场得以改变,加速电解液的更新。
36.通过设置单侧曲面滚道或者双侧曲面滚道形成低频振动并调整振动振幅,具体的工作原理解释如下:
37.根据图5(a)可知,低频振动波形与曲面轴承的滚动曲面形貌基本一致,故可通过更换轴承改变振幅和振动频率,且可通过波形图轻易求得阴极在任意位置的速度、加速度,便于后续理论分析。5(b)所示为恒速进给运动位移-时间关系图,5(c)所示为低频振动与恒速进给运动的复合进给运动示意图。
38.根据图6与图7说明低频振动振幅调节原理。以第一滚道7每转动一圈产生2个周期
的低频振动为例,当使用两个曲面滚道时可通过调节两曲面滚道的相位差调节振动幅值,图6中所示为振幅为零时两轴承的相对位置值情况,两曲面滚道相位差为0;图7所示为振幅最大时两轴承的相对位置值情况,两曲面滚道相位差为п/4。
39.假设两曲面形貌完全相同,图6中第一滚道7固定,第二滚道8从图6(a)所示相对位置转动至图6(d)所示相对位置,其中图6(a)到图6(d)位置第二滚道8分别转动了π/4、π/2、3π/4、π,实现一个完整的振动周期,尽管第一滚道7与第二滚道8的周向相对位置在变化,第一滚道7与第二滚道8的轴向相对位置却没有变化,即振幅为零。
40.图7中第一滚道7固定,第二滚道8从图7(e)所示相对位置转动至图7(h)所示相对位置,其中图7(e)到图7(h)位置第二滚道8分别转动了π/4、π/2、3π/4、π,实现一个完整的振动周期。伴随着第一滚道7与第二滚道8的周向相对位置在变化,第一滚道7与第二滚道8的轴向相对位置达到了最小值(f)、最大值(h)。
41.此外,使用编码器,实时读取低频振动装置2的前端转子位置,从而依据振动曲线,计算工具阴极往复振动过程中的轴向位置。通过对阴极轴向位置的实时读取,低频振动过程可设定在接近工件的某一固定位置接通电解电源;设定在远离工件的某一固定位置断开电解电源,从而实现对通电区间,即导通角的有效控制。
42.如图8与图9所示,具体描述低频振动辅助电解加工导通角与编码器联动的工作流程。
43.加工初始时刻,阴极相对工件位于δ
min
处,主控制台执行加工程序,打开电源,同时打开伺服电机,阴极开始远离工件。在t
b0
时刻,阴极到达预设位置b0处,编码器将电机实时位置信息反馈给主控制台,电源执行控制命令随即关闭。在t
a0
时刻到达预设位置a0处,编码器将电机实时位置信息反馈给主控制台,电源执行控制命令随即打开,如此反复执行,直至加工程序执行结束。
44.加工结束时,主控制台发出加工停止控制命令,电源断开,同时恒速进给部分电机迅速停转,伺服电机执行预设复位程序后随即停转。
45.位置a0、b0之间所对应的相位区间即为导通角,依据具体需要调整电源通、断电位置即可予以改动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1