一种基于焊接标准物量转换确定焊接工作量的方法与流程
1.本发明涉及焊接技术领域,具体涉及一种基于焊接标准物量转换确定焊接工作量的方法。
背景技术:
2.在大型钢结构及船舶建造行业,焊接作业是其中占比最大的作业内容,而焊接作业的量化工作,对于项目建造过程的制定计划、预算、派工、结算等工作具有重要指导意义。目前,大部分企业并未形成精细化计算方案,仅将同类焊接方法、同类施工环境下的焊接工作量进行粗略计算,主要考虑焊接材料消耗量的方式来衡量焊接工作量。当前的粗略式核定焊接物量的方式,不能精细化的进行焊接物量的核定,对于以焊接物量为基础进行的生产计划制定、预算、生产组织派工等工作准确性造成较大影响:一方面,按不同焊接方法、不同作业环境核定焊接工作量时,对于估算人员的经验水平要求较高、人工计算工作量大;另一方面通过人工估算误差较大,不能保证计划与派工的一致性,易造成窝工或不能按期完成计划任务。
技术实现要素:
3.为解决上述技术问题,本发明提供了一种基于焊接标准物量转换确定焊接工作量的方法,将焊接过程中的各个物量进行标准化转化并统一折算,以对焊接工作量进行量化,从而便于生产计划制定、预算、派工及考核等。
4.本发明采用的技术方案为:
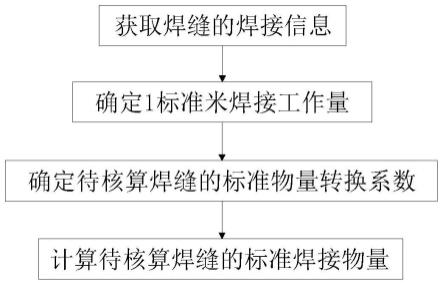
5.一种基于焊接标准物量转换确定焊接工作量的方法,包括如下步骤:
6.(1)从待焊接结构的设计模型中获取每一段焊缝的焊接信息;
7.(2)以焊缝长度为1m、焊角尺寸为8mm的平角焊缝采用co2气体保护焊进行单面焊接的焊接工作量作为1标准米焊接工作物量,对步骤(1)所获取的待焊接结构的每一段焊缝的焊接信息进行标准物量系数转换,得到待焊接结构的每一段焊缝的标准物量转换系数;
8.(3)根据步骤(2)所得到的各标准物量转换系数核算待焊接结构的每一段焊缝的标准焊接物量,并核算待焊接结构的总标准焊接物量。
9.进一步地,所述步骤(1)中从待焊接结构的设计模型中获取的分段焊接信息包括焊接方法、焊接位置、母材材质、母材厚度、焊接坡口类型、焊角尺寸、焊缝长度、施工环境。
10.进一步地,所述步骤(2)中的标准物量转换系数包括:长度物量转换系数a、焊接位置转换系数b、作业场地转换系数c、特种作业转换系数d。
11.在上述技术方案中,制定长度物量转换系数a,可以将不同焊接方法的焊接工作量以不同的长度物量转换系数进行表示;制定焊接位置转换系数b,可以将不同焊接位置的工作难度、作业效率以焊接位置转换系数进行表示;制定作业场地转换系数c,可以将不同施工环境下的施工效率、有效作业时间以场地转换系数进行表示;制定特种作业转换系数d,可以将非常规焊接作业以特种作业转换系数进行表示。
12.进一步地,所述步骤(3)中待焊接结构的每一段焊缝的标准焊接物量的计算公式为:
13.p=l
×a×b×c×
d;
14.其中,l为焊缝长度,a为长度物量转换系数,b为焊接位置转换系数;c为作业场地转换系数;d为特种作业转换系数。
15.进一步地,所述长度物量转换系数a包括熔覆金属重量系数a1、焊接工艺参数系数a2、作业人员系数a3、净焊接时间比例系数a4;
16.所述熔覆金属重量系数a1为待焊接结构的坡口的熔敷金属重量与相同焊缝长度的焊角尺寸为8mm的平角焊缝的熔敷金属重量的比值;
17.所述焊接工艺参数系数a2为焊接焊角尺寸8mm的平角焊缝时的焊接输出功率与待焊接结构的坡口进行焊接时的输出功率的比值;
18.所述作业人员系数a3为配合进行同一条焊缝焊接需要的人员配置数量;
19.所述净焊接时间比例系数a4为法定工作时间内采用半自动二氧化碳气体保护焊时纯焊接工作时间的占比与采用待焊接结构所需的焊接方法时纯焊接工作时间的占比的比值。
20.进一步地,所述长度物量转换系数a=a1
×
a2
×
a3
×
a4。
21.进一步地,所述焊接位置转换系数b为(平焊位置的焊接效率与待焊接结构的焊缝焊接位置的焊接效率的比值)*平焊位置时的焊接位置转换系数,并设定平焊位置时的焊接位置转换系数为1。
22.进一步地,所述作业场地转换系数c为(车间施工环境下的施工效率或有效施工时间与待焊接结构的施工环境下的施工效率或有效施工时间的比值)*车间施工环境下的作业场地转换系数,并设定车间施工环境下的作业场地转换系数为1。
23.进一步地,所述特种作业转换系数d根据待焊接结构的特殊作业要求确定。
24.本发明的有益效果为:
25.本发明所提供的一种基于焊接标准物量转换确定焊接工作量的方法,将焊接过程中的各个物量进行标准化转化并统一折算,以对焊接工作量进行量化,能够减少不同经验人员进行估算的数据差异,便于批量转换计算,提高了焊接物量计算的效率与数据准确性,从而便于生产计划制定、预算、派工及考核等,且使计划、预算、派工与考核等工作更加合理、公平。
附图说明
26.为了清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
27.图1为本发明的流程图;
28.图2为1标准米焊接工作物量焊缝的结构示意图;
29.图3为实施例1的立角焊接焊缝的结构示意图;
30.图4为实施例2的v型单面坡口仰焊焊缝的结构示意图;
31.图5为实施例3的y型单面坡口平焊焊缝的结构示意图。
具体实施方式
32.本发明提供了一种基于焊接标准物量转换确定焊接工作量的方法,为使本发明的目的、技术方案及效果更加清楚、明确,以下对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
33.下面结合附图对本发明进行详细说明:
34.参照图1,本发明提供一种基于焊接标准物量转换确定焊接工作量的方法,包括如下步骤:
35.(1)从待焊接结构的设计模型中获取每一段焊缝的焊接信息,具体包括焊接方法、焊接位置、母材材质、母材厚度、焊接坡口类型、焊角尺寸、焊缝长度、施工环境等。
36.(2)以焊缝长度为1m、焊角尺寸为8mm的平角焊缝采用co2气体保护焊进行单面焊接的焊接工作量作为1标准米焊接工作物量,对步骤(1)所获取的待焊接结构的每一段焊缝的焊接信息进行标准物量系数转换,得到待焊接结构的每一段焊缝的标准物量转换系数;具体上述标准物量转换系数包括长度物量转换系数a、焊接位置转换系数b、作业场地转换系数c及特种作业转换系数。
37.其中,长度物量转换系数a包括熔覆金属重量系数a1、焊接工艺参数系数a2、作业人员系数a3、净焊接时间比例系数a4,且所述长度物量转换系数a=a1
×
a2
×
a3
×
a4;
38.上述熔覆金属重量系数a1为待焊接结构的坡口的熔敷金属重量与相同焊缝长度的焊角尺寸为8mm的平角焊缝的熔敷金属重量的比值;
39.上述焊接工艺参数系数a2为焊接焊角尺寸8mm的平角焊缝时的焊接输出功率与待焊接结构的坡口进行焊接时的输出功率的比值;
40.上述作业人员系数a3为配合进行同一条焊缝焊接需要的人员配置数量;
41.上述净焊接时间比例系数a4为法定工作时间(8h)内采用半自动二氧化碳气体保护焊时纯焊接工作时间的占比与采用待焊接结构所需的焊接方法时纯焊接工作时间的占比的比值。
42.上述焊接位置转换系数b为(平焊位置的焊接效率与待焊接结构的焊缝焊接位置的焊接效率的比值)*平焊位置时的焊接位置转换系数,并设定平焊位置时的焊接位置转换系数为1。另外,其它焊接位置相对于平焊位置体现不同焊接效率的系数,例如进行相同焊缝的焊接时,平焊位置焊接1.3米长度焊缝的时间与立焊位置焊接1米长度焊缝的时间相近,则定义立焊时焊接位置系数为1.3,同理,仰焊时焊接位置系数b为1.4。
43.上述作业场地转换系数c为(车间施工环境下的施工效率或有效施工时间与待焊接结构的施工环境下的施工效率或有效施工时间的比值)*车间施工环境下的作业场地转换系数,并设定车间施工环境下的作业场地转换系数为1,则进行外场作业时,考虑天气因素及挡风措施等因素,造成有效作业时间低于车间内,作业场地系数可确定为1.1;进行合拢作业时,再考虑施工高度、人员设备准备时间长等因素,造成有效作业时间进一步减少,作业场地系数可确定为1.1。
44.上述特种作业转换系数d根据待焊接结构的特殊作业要求确定。对于有特殊焊接要求的焊缝,需要考虑其施工难度及效率,例如铸钢件相关焊缝进行焊接时,需要进行焊前
预热及后热处理,焊接过程层间温度控制严格,影响整体焊接施工效率,通过测算制定特种作业系数为1.5。
45.(3)根据步骤(2)所得到的各标准物量转换系数核算待焊接结构的每一段焊缝的标准焊接物量,并核算待焊接结构的总标准焊接物量。
46.具体地,上述步骤(3)中待焊接结构的每一段焊缝的标准焊接物量的计算公式为:
47.p=l
×a×b×c×
d;
48.其中,l为焊缝长度,a为长度物量转换系数,b为焊接位置转换系数;c为作业场地转换系数;d为特种作业转换系数。
49.则待焊接结构的总标准焊接物量其中,n为待焊接结构中焊缝数量。
50.实施例1
51.参照图2,以焊缝长度为1m、焊角尺寸为8mm的平角焊焊缝采用co2气体保护焊进行单面焊接的焊接工作量作为1标准米焊接工作物量,其实际熔敷金属重量
△
=0.2512kg。
52.以上述图2所示作为1标准米焊接工作物量,对图3中的立焊焊缝进行焊接工作量核算,该立焊焊缝的相关参数如下:
53.焊接方法:co2气体保护焊、单面焊接、立焊焊缝,常规焊接;
54.焊缝长度2.8m;
55.焊角尺寸12mm;
56.焊接位置转换系数:b=1.3;
57.施工环境:室内施工,设置作业场地转换系数c=1;
58.焊缝焊接无特殊要求,特种作业系数d=1。
59.实际熔敷金属重量
△
=0.5652kg,则熔敷金属重量系数a1=2.25;
60.焊接工艺参数系数a2=1;
61.作业人员系数a3=1;
62.净焊接时间比例系数a4=1。
63.从而,根据公式长度物量转换系数a=熔敷金属重量系数a1*焊接工艺参数系数a2*作业人员系数a3*净焊接时间比例系数a4,得到:a=2.25*1*1*1=2.25;
64.根据公式待计算焊缝的标准焊接物量=焊缝长度l*长度物量转换系数a*焊接位置转换系数b*作业场地转换系数c*特种作业转换系数d,得到:p=2.8*2.25*1.3*1*1=81.9(标准米)。
65.实施例2
66.以上述图2所示作为1标准米焊接工作物量,对图4中的仰焊焊缝进行焊接工作量核算,该仰焊焊缝的相关参数如下:
67.焊接方法:co2气体保护焊、v型单面坡口、常规焊接;
68.钢板厚度:20mm;
69.焊缝长度3.6m;
70.焊接位置转换系数:b=1.4;
71.施工环境:室内施工,设置作业场地转换系数c=1;
72.焊缝焊接无特殊要求,特种作业系数d=1。
73.实际熔敷金属重量
△
=3.2992kg,熔敷金属重量系数a1=13.1336;
74.焊接工艺参数系数a2=1.0725;
75.作业人员系数a3=1;
76.净焊接时间比例系数a4=1。
77.从而,根据公式长度物量转换系数a=熔敷金属重量系数a1*焊接工艺参数系数a2*作业人员系数a3*净焊接时间比例系数a4,得到:a=13.1336*1.0725*1*1=14.086;
78.根据公式待计算焊缝的标准焊接物量=焊缝长度l*长度物量转换系数a*焊接位置转换系数b*作业场地转换系数c*特种作业转换系数d,得到:p=3.6*14.086*1.4*1*1=70.99344(标准米)。
79.实施例3
80.以上述图2所示作为1标准米焊接工作物量,对图5中的仰焊焊缝进行焊接工作量核算,该仰焊焊缝的相关参数如下:
81.焊接方法:fcb法、y型单面坡口、平焊、常规焊接;
82.钢板厚度:20mm;
83.焊缝长度5.3m;
84.焊接位置转换系数:b=1;
85.施工环境:室内施工,设置作业场地转换系数c=1;
86.焊缝焊接无特殊要求,特种作业系数d=1。
87.实际熔敷金属重量
△
=3.4911kg,熔敷金属重量系数a1=13.8978;
88.焊接工艺参数系数a2=0.06933;
89.作业人员系数a3=2;
90.净焊接时间比例系数a4=1.086。
91.从而,根据公式长度物量转换系数a=熔敷金属重量系数a1*焊接工艺参数系数a2*作业人员系数a3*净焊接时间比例系数a4,得到:a=13.8978*0.06933*2*1.086=2.093;
92.根据公式待计算焊缝的标准焊接物量=焊缝长度l*长度物量转换系数a*焊接位置转换系数b*作业场地转换系数c*特种作业转换系数d,得到:p=5.3*2.093*1*1*1=11.0929(标准米)。
93.需要说明的是,本发明中未述及的部分采用或借鉴已有技术即可实现。
94.当然,上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1