一种注射铣刀的制作方法
本发明涉及铣削加工刀具,具体为一种注射铣刀。
背景技术:
1、在铣削加工中,整体硬质合金标准立铣刀有着广泛的应用,但作为标准刀具必须具有加工的普适性,切削刃的长度普遍达到 2.5 倍径以上,但在大量的加工场合中加工的深度仅在 1.5 倍径以内,故标准刀具的前段部分的磨损明显高于后段部分,当前段部分磨损达到一定程度后就必须进行整体更换。且标准刀具较长的切削刃一定程度上降低了刀具的刚性,降低了加工精度与表面质量,为此提供一种注射铣刀。
技术实现思路
1、本发明的目的是针对现有技术的缺陷,提供一种注射铣刀,以解决上述背景技术提出的问题。
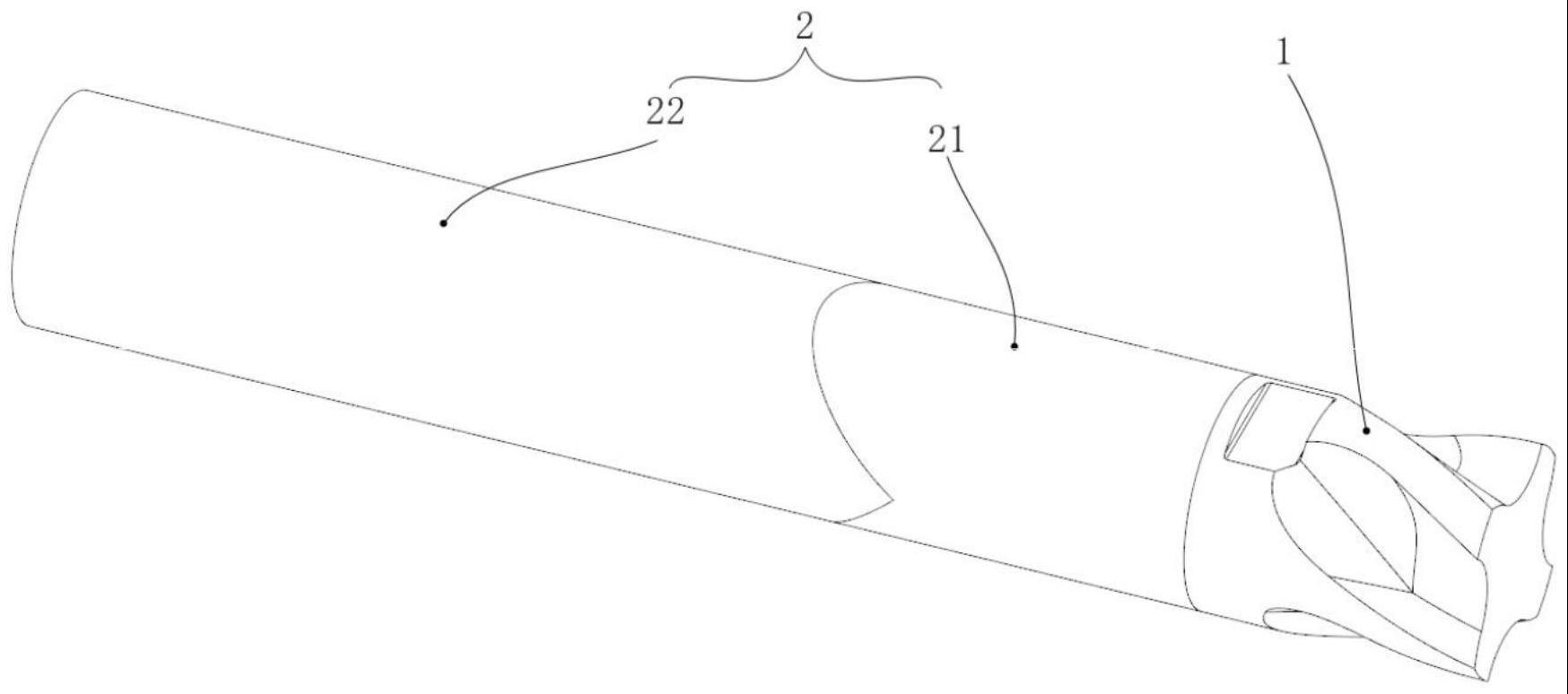
2、为实现上述目的,本发明提供如下技术方案:一种注射铣刀,包括刀头和刀柄,所述刀头和刀柄可分离,刀头上的连接螺纹的外螺纹和刀柄异形孔的内螺纹进行连接。
3、作为本发明的一种优选技术方案,所述刀头的原材料为硬质合金材料,使用注射成形成形;刀头分为工作部分和连接部分;作为本发明的一种优选技术方案,所述连接部分由四部分组成,尾端定位圆柱、连接螺纹、肩部定位圆锥和肩部端面。
4、作为本发明的一种优选技术方案,所述尾端定位圆柱为完整圆柱,头部带有导向功能的圆角或倒角;圆柱的长度范围为0.8mm 至 4mm;直径为连接螺纹的螺纹小径的 0.7到 0.95倍;尾端定位圆柱经过磨削加工获得,外圆直径公差不超过 0.005mm,表面粗糙度不高于ra1.6;尾端定位圆柱与肩部定位圆锥之间的同轴度误差不超过0.01mm;所述连接螺纹由粉末注射模具成形,螺纹牙底部分和螺牙侧面不进行机械加工,螺纹牙顶部分可以进行磨削加工,所述连接螺纹的螺牙形状包括但不限于梯形螺纹、矩形螺纹或三角螺纹;所述连接螺纹的螺纹旋向与切削刃旋向一致;所述连接螺纹使用旋转脱模工艺,螺纹的周边都带有模具圆角;所述肩部定位圆锥的外圆经过磨削加工获得,外圆直径公差不超过0.005mm,表面粗糙度不高于 ra0.8,所述肩部定位圆锥的形状为圆锥,单边锥角不超过15度,圆锥大端朝向刀刃方向,小端朝向刀柄方向,圆锥大端直径为刀刃直径的0.7 至0.95倍,长度 1.5mm 至 5mm;所述肩部定位圆锥的圆锥部分与尾端定位圆柱的同轴度不大于0.01mm;
5、所述肩部端面由磨削加工完成,表面粗糙度不超过ra0.8,肩部定位圆锥中心轴线和尾端定位圆柱中心轴线所形成的联合基准,测量其端面跳动,跳动值不超过0.01mm。
6、作为本发明的一种优选技术方案,所述刀柄的整个外圆由磨削加工完成,粗糙度不超过ra0.8;刀柄由钢件部分和硬质合金部分组成;
7、所述钢件部分和硬质合金部分通过焊接连接;刀柄的一端面带有异形孔;异形孔包含以下部分:孔口倒角、锥形配合孔、内螺纹段和根部配合孔;所述锥形配合孔与肩部定位圆锥配合,配合类型为过盈配合,过盈量0.01mm 至0.08mm;锥形配合孔其中心轴线与根部配合孔的同轴度不超过0.01mm;所述内螺纹段与连接螺纹配合,具有与其相同的公称直径、螺距和旋向;螺纹配合螺纹大径、螺纹底径和螺纹中径均为间隙配合,间隙0.02mm-0.5mm;所述根部配合孔是与尾端定位圆柱配合,配合类型为间隙配合,配合间隙 0.002mm至0.02mm。
8、作为本发明的一种优选技术方案,所述刀头的工作部分可分为切削刃部分和辅助部分;所述切削刃部分的刀刃分布可以是均布的或非均布的,周刃螺旋可以为等距或不等距;切削刃部分的刃数为 2-6 刃;所述切削刃部分的切削刃底刃可以部分预成型;所述切削刃的直径范围为8mm至25mm;切削刃的有效刃长度为其直径的0.5倍至2.5倍。
9、本发明的有益效果是:该刀具仅需更换刀头,显著降低了生产成本。刀头使用注射成形技术制作毛坯,接近净成形,与传统纯磨削工艺对比,仅需少量磨削,降低了大量的材料浪费和工时浪费。同时,由于属于模具成形,刀具的几何形状不再受磨削工艺的局限,可以开发出任意形状的截面曲线。
技术特征:
1.一种注射铣刀,包括刀头和刀柄,其特征在于,所述刀头和刀柄可分离,刀头上的连接螺纹的外螺纹和刀柄异形孔的内螺纹进行连接。
2.根据权利要求1所述的一种注射铣刀,其特征在于:所述刀头的原材料为硬质合金材料,使用注射成形成形;刀头分为工作部分和连接部分。
3.根据权利要求1所述的一种注射铣刀,其特征在于:所述连接部分由四部分组成,尾端定位圆柱、连接螺纹、肩部定位圆锥和肩部端面。
4.根据权利要求3所述的一种注射铣刀,其特征在于:所述尾端定位圆柱为完整圆柱,头部带有导向功能的圆角或倒角;圆柱的长度范围为0.8mm 至 4mm;直径为连接螺纹的螺纹小径的 0.7 到 0.95倍;尾端定位圆柱经过磨削加工获得,外圆直径公差不超过0.005mm,表面粗糙度不高于ra1.6;尾端定位圆柱与肩部定位圆锥之间的同轴度误差不超过0.01mm;所述连接螺纹由粉末注射模具成形,螺纹牙底部分和螺牙侧面不进行机械加工,螺纹牙顶部分可以进行磨削加工,所述连接螺纹的螺牙形状包括但不限于梯形螺纹、矩形螺纹或三角螺纹;所述连接螺纹的螺纹旋向与切削刃旋向一致;所述连接螺纹使用旋转脱模工艺,螺纹的周边都带有模具圆角;所述肩部定位圆锥的外圆经过磨削加工获得,外圆直径公差不超过0.005mm,表面粗糙度不高于 ra0.8,所述肩部定位圆锥的形状为圆锥,单边锥角不超过15度,圆锥大端朝向刀刃方向,小端朝向刀柄方向,圆锥大端直径为刀刃直径的0.7 至 0.95 倍,长度 1.5mm 至 5mm;所述肩部定位圆锥的圆锥部分与尾端定位圆柱的同轴度不大于 0.01mm;所述肩部端面由磨削加工完成,表面粗糙度不超过ra0.8,肩部定位圆锥中心轴线和尾端定位圆柱中心轴线所形成的联合基准,测量其端面跳动,跳动值不超过0.01mm。
5.根据权利要求1所述的一种注射铣刀,其特征在于:所述刀柄的整个外圆由磨削加工完成,粗糙度不超过ra0.8;刀柄由钢件部分和硬质合金部分组成;所述钢件部分和硬质合金部分通过焊接连接;刀柄的一端面带有异形孔;异形孔包含以下部分:孔口倒角、锥形配合孔、内螺纹段和根部配合孔;所述锥形配合孔与肩部定位圆锥配合,配合类型为过盈配合,过盈量0.01mm 至0.08mm;锥形配合孔其中心轴线与根部配合孔的同轴度不超过0.01mm;所述内螺纹段与连接螺纹配合,具有与其相同的公称直径、螺距和旋向;螺纹配合螺纹大径、螺纹底径和螺纹中径均为间隙配合,间隙0.02mm-0.5mm;所述根部配合孔是与尾端定位圆柱配合,配合类型为间隙配合,配合间隙 0.002mm至0.02mm。
6.根据权利要求2所述的一种注射铣刀,其特征在于:所述刀头的工作部分可分为切削刃部分和辅助部分;所述切削刃部分的刀刃分布可以是均布的或非均布的,周刃螺旋可以为等距或不等距;切削刃部分的刃数为 2-6 刃;所述切削刃部分的切削刃底刃可以部分预成型;所述切削刃的直径范围为8mm至25mm;切削刃的有效刃长度为其直径的0.5倍至2.5倍。
技术总结
本发明公开了一种注射铣刀,包括刀头和刀柄,所述刀头和刀柄可分离,刀头上的连接螺纹的外螺纹和刀柄异形孔的内螺纹进行连接;所述刀头的原材料为硬质合金材料,使用注射成形成形;刀头分为工作部分和连接部分;所述连接部分由四部分组成,尾端定位圆柱、连接螺纹、肩部定位圆锥和肩部端面。该刀具仅需更换刀头,显著降低了生产成本。刀头使用注射成形技术制作毛坯,接近净成形,与传统纯磨削工艺对比,仅需少量磨削,降低了大量的材料浪费和工时浪费。同时,由于属于模具成形,刀具的几何形状不再受磨削工艺的局限,可以开发出任意形状的截面曲线。
技术研发人员:肖胜霞
受保护的技术使用者:肖胜霞
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!