一种矫直装置及其控制方法与流程
本发明涉及矫直,具体而言,涉及一种矫直装置及其控制方法。
背景技术:
1、目前,在矫直机构的作业过程中,一般是先利用拨钢机构将棒材拨入上料辊道,随后利用上料辊道向矫直机构送料,矫直完成后再利用下料辊道带动棒材远离矫直机构,最后利用拨钢机构将棒材拨离下料辊道。在此过程中,由于多支棒材的长短不一,为了保证棒材一支接一支地进入矫直机构而前后两支料不发生追尾卡料,所以会在前一支棒材矫直完成且完全离开矫直机构后再将下一支棒材拨入上料辊道,但是这样一来,会导致矫直周期延长,矫直效率大大降低。
2、有鉴于此,设计制造出一种矫直效率高的矫直装置及其控制方法特别是在棒材矫直中显得尤为重要。
技术实现思路
1、本发明的目的在于提供一种矫直装置,能够在保证不发生追尾卡料的前提下提高矫直效率,缩短矫直周期,实用可靠,安全性强。
2、本发明的另一目的在于提供一种矫直装置的控制方法,能够在保证不发生追尾卡料的前提下提高矫直效率,缩短矫直周期,实用可靠,安全性强。
3、本发明是采用以下的技术方案来实现的。
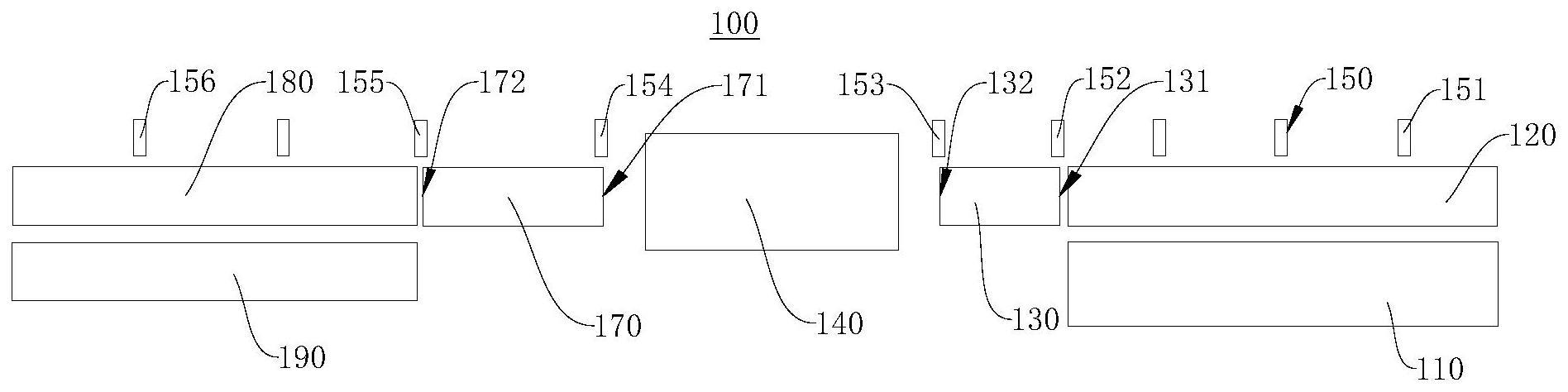
4、一种矫直装置,包括上料机构、上料辊道、第一过渡辊道、矫直机构、位置检测器和控制器,上料辊道通过第一过渡辊道与矫直机构连接,上料辊道和第一过渡辊道的送进方向相同,上料辊道和第一过渡辊道均用于输送棒材,矫直机构用于对棒材进行矫直,上料机构的位置与上料辊道的位置相对应,上料机构用于将棒材送至上料辊道,位置检测器与控制器电连接,位置检测器用于检测棒材的位置数据,并将其发送给控制器,控制器同时与上料机构、上料辊道、第一过渡辊道和矫直机构电连接,第一过渡辊道相对设置有第一进口端和第一出口端,控制器用于在位置检测器检测到棒材的头部伸出第一出口端时控制矫直机构进行矫直作业,控制器还用于在位置检测器检测到棒材的尾部缩入第一进口端时控制上料机构将下一支棒材送至上料辊道。
5、可选地,第一过渡辊道的长度等于棒材最大长度的一半。
6、可选地,位置检测器包括第一检测器、第二检测器和第三检测器,第一检测器安装于上料辊道上,控制器用于在第一检测器检测到上料辊道上有棒材时控制上料机构暂停,第二检测器安装于第一进口端,第三检测器安装于第一出口端。
7、可选地,第一检测器的数量为多个,多个第一检测器沿上料辊道的送进方向间隔设置。
8、可选地,第一检测器、第二检测器和第三检测器均为光栅检测元件。
9、可选地,矫直装置还包括第二过渡辊道、下料辊道和下料机构,矫直机构通过第二过渡辊道与下料辊道连接,下料辊道和第二过渡辊道的送进方向相同,下料辊道和第二过渡辊道均用于输送棒材,下料机构的位置与下料辊道的位置相对应,下料机构用于将下料辊道上的棒材卸下,控制器同时与第二过渡辊道、下料辊道和下料机构电连接,第二过渡辊道相对设置有第二进口端和第二出口端,控制器用于在位置检测器检测到棒材的尾部缩入第二进口端时控制矫直机构空过,并控制上料辊道将下一支棒材送入第一过渡辊道,控制器还用于在位置检测器检测到棒材的尾部伸出第二出口端时控制下料机构将棒材卸离下料辊道。
10、可选地,位置检测器包括第四检测器、第五检测器和第六检测器,第四检测器安装于第二进口端,第五检测器安装于第二出口端,第六检测器安装于下料辊道上,控制器用于在第六检测器检测到下料辊道上有棒材且下一支棒材的头部伸出第二出口端时控制整机停运。
11、可选地,第四检测器和第六检测器均为接近开关检测元件,第五检测器为光栅检测元件。
12、一种矫直装置的控制方法,用于控制上述的矫直装置,该矫直装置的控制方法包括:利用上料机构将棒材送至上料辊道,并利用上料辊道将棒材送至第一过渡辊道;利用第一过渡辊道将棒材朝靠近矫直机构的方向送进;当棒材的头部伸出第一出口端时,控制矫直机构对棒材进行矫直;当棒材的尾部缩入第一进口端时,控制上料机构将下一支棒材送至上料辊道。
13、可选地,矫直装置还包括第二过渡辊道、下料辊道和下料机构,矫直机构通过第二过渡辊道与下料辊道连接,下料辊道和第二过渡辊道的送进方向相同,下料机构的位置与下料辊道的位置相对应,第二过渡辊道相对设置有第二进口端和第二出口端,矫直装置的控制方法还包括:利用第二过渡辊道将经矫直机构矫直后的棒材送至下料辊道;当棒材的尾部缩入第二进口端时,控制矫直机构空过,并控制上料辊道将下一支棒材送入第一过渡辊道;当棒材的尾部伸出第二出口端时,控制下料机构将棒材卸离下料辊道。
14、本发明提供的矫直装置及其控制方法具有以下有益效果:
15、本发明提供的矫直装置,上料辊道通过第一过渡辊道与矫直机构连接,上料辊道和第一过渡辊道的送进方向相同,上料辊道和第一过渡辊道均用于输送棒材,矫直机构用于对棒材进行矫直,上料机构的位置与上料辊道的位置相对应,上料机构用于将棒材送至上料辊道,位置检测器与控制器电连接,位置检测器用于检测棒材的位置数据,并将其发送给控制器,控制器同时与上料机构、上料辊道、第一过渡辊道和矫直机构电连接,第一过渡辊道相对设置有第一进口端和第一出口端,控制器用于在位置检测器检测到棒材的头部伸出第一出口端时控制矫直机构进行矫直作业,控制器还用于在位置检测器检测到棒材的尾部缩入第一进口端时控制上料机构将下一支棒材送至上料辊道。与现有技术相比,本发明提供的矫直装置由于采用了设置于上料辊道和矫直机构之间的第一过渡辊道以及与控制器电连接的位置检测器,所以能够在保证不发生追尾卡料的前提下提高矫直效率,缩短矫直周期,实用可靠,安全性强。
16、本发明提供的矫直装置的控制方法,用于控制矫直装置,能够在保证不发生追尾卡料的前提下提高矫直效率,缩短矫直周期,实用可靠,安全性强。
技术特征:
1.一种矫直装置,其特征在于,包括上料机构、上料辊道、第一过渡辊道、矫直机构、位置检测器和控制器,所述上料辊道通过所述第一过渡辊道与所述矫直机构连接,所述上料辊道和所述第一过渡辊道的送进方向相同,所述上料辊道和所述第一过渡辊道均用于输送棒材,所述矫直机构用于对棒材进行矫直,所述上料机构的位置与所述上料辊道的位置相对应,所述上料机构用于将棒材送至所述上料辊道,所述位置检测器与所述控制器电连接,所述位置检测器用于检测棒材的位置数据,并将其发送给所述控制器,所述控制器同时与所述上料机构、所述上料辊道、所述第一过渡辊道和所述矫直机构电连接,所述第一过渡辊道相对设置有第一进口端和第一出口端,所述控制器用于在所述位置检测器检测到棒材的头部伸出所述第一出口端时控制所述矫直机构进行矫直作业,所述控制器还用于在所述位置检测器检测到棒材的尾部缩入所述第一进口端时控制所述上料机构将下一支棒材送至所述上料辊道。
2.根据权利要求1所述的矫直装置,其特征在于,所述第一过渡辊道的长度等于棒材最大长度的一半。
3.根据权利要求1所述的矫直装置,其特征在于,所述位置检测器包括第一检测器、第二检测器和第三检测器,所述第一检测器安装于所述上料辊道上,所述控制器用于在所述第一检测器检测到所述上料辊道上有棒材时控制所述上料机构暂停,所述第二检测器安装于所述第一进口端,所述第三检测器安装于所述第一出口端。
4.根据权利要求3所述的矫直装置,其特征在于,所述第一检测器的数量为多个,多个所述第一检测器沿所述上料辊道的送进方向间隔设置。
5.根据权利要求3所述的矫直装置,其特征在于,所述第一检测器、所述第二检测器和所述第三检测器均为光栅检测元件。
6.根据权利要求1所述的矫直装置,其特征在于,所述矫直装置还包括第二过渡辊道、下料辊道和下料机构,所述矫直机构通过所述第二过渡辊道与所述下料辊道连接,所述下料辊道和所述第二过渡辊道的送进方向相同,所述下料辊道和所述第二过渡辊道均用于输送棒材,所述下料机构的位置与所述下料辊道的位置相对应,所述下料机构用于将所述下料辊道上的棒材卸下,所述控制器同时与所述第二过渡辊道、所述下料辊道和所述下料机构电连接,所述第二过渡辊道相对设置有第二进口端和第二出口端,所述控制器用于在所述位置检测器检测到棒材的尾部缩入所述第二进口端时控制所述矫直机构空过,并控制所述上料辊道将下一支棒材送入所述第一过渡辊道,所述控制器还用于在所述位置检测器检测到棒材的尾部伸出所述第二出口端时控制所述下料机构将棒材卸离所述下料辊道。
7.根据权利要求6所述的矫直装置,其特征在于,所述位置检测器包括第四检测器、第五检测器和第六检测器,所述第四检测器安装于所述第二进口端,所述第五检测器安装于所述第二出口端,所述第六检测器安装于所述下料辊道上,所述控制器用于在所述第六检测器检测到所述下料辊道上有棒材且下一支棒材的头部伸出所述第二出口端时控制整机停运。
8.根据权利要求7所述的矫直装置,其特征在于,所述第四检测器和所述第六检测器均为接近开关检测元件,所述第五检测器为光栅检测元件。
9.一种矫直装置的控制方法,其特征在于,用于控制如权利要求1至8任一项所述的矫直装置,所述矫直装置的控制方法包括:
10.根据权利要求9所述的矫直装置的控制方法,其特征在于,所述矫直装置还包括第二过渡辊道、下料辊道和下料机构,所述矫直机构通过所述第二过渡辊道与所述下料辊道连接,所述下料辊道和所述第二过渡辊道的送进方向相同,所述下料机构的位置与所述下料辊道的位置相对应,所述第二过渡辊道相对设置有第二进口端和第二出口端,所述矫直装置的控制方法还包括:
技术总结
本发明公开了一种矫直装置及其控制方法,涉及矫直技术领域。该矫直装置包括上料机构、上料辊道、第一过渡辊道、矫直机构、位置检测器和控制器。上料辊道通过第一过渡辊道与矫直机构连接,上料辊道和第一过渡辊道的送进方向相同,上料机构的位置与上料辊道的位置相对应,位置检测器与控制器电连接,控制器同时与上料机构、上料辊道、第一过渡辊道和矫直机构电连接,第一过渡辊道相对设置有第一进口端和第一出口端,控制器用于在位置检测器检测到棒材的尾部缩入第一进口端时控制上料机构将下一支棒材送至上料辊道。本发明提供的矫直装置能够在保证不发生追尾卡料的前提下提高矫直效率,缩短矫直周期,实用可靠,安全性强。
技术研发人员:刘海鹏,罗祯伟,杨家满,吴建成,刘路明,陈瑞清,蔡志亮,马华,陈晓鸿,蓝芝少,戴坚辉
受保护的技术使用者:宝武杰富意特殊钢有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!