一种铝合金微阵列超低温激光冲击超塑成形方法与流程
本发明属于轻量化金属微成形结构制备领域,具体涉及一种铝合金微阵列超低温激光冲击超塑成形方法。
背景技术:
1、近年来,由于微机电系统的快速发展对微型零件需求的快速提升,微成形作为一种对亚微米级片材高效、低成本、大规模生产的新型成形技术已引起了广泛的关注。与传统工艺制造过程相比,微成形具有较高的生产效率、较高的材料利用率和较低的生产成本,其生产的零件具有优异的机械性能和使用性能。微成形制造的零件往往不是仅仅具有单一的简单结构,通常是由多种形状及尺寸的几何形状进行规律性排列的微阵列结构。
2、目前,大多数微阵列结构的成形仍主要依赖于凸凹模间配合制备,由于微成形模具具有极高的精度需求,直接使得微阵列结构的制造成本呈直线上升,同时凸凹模配合生产不仅成形速率缓慢,而且成形质量也稍有欠缺,严重制约微阵列结构的发展。
3、激光冲击成形是利用高能量密度的脉冲激光产生高能冲击波作用在板材表面使其产生塑性变形来实现板料成形,是一种柔性极高的加工技术,加工精度高、无小曲率成形的回弹问题,具有极高的成形速率,高能冲击波产生的瞬时压力可以到达数千兆帕,远远大于材料的屈服极限,可以使材料发生塑性变形,生产的零件表面可形成高幅值的残余压应力,提高材料的抗疲劳性能、耐蚀性和耐磨性,是一种极其适合微阵列加工成形的方法。采用激光冲击成形制备微阵列结构无需凸模,零件的表面精度直接受凹模的影响,可大大降低模具制造成本。
4、采用激光冲击制备微阵列时,高能冲击波的作用强烈且十分短暂,持续时间仅为几纳米,属于超高速率成形,成形速度可达106~108/s,比爆炸成形等高速成形方法的速度还要高一至两个数量级。随着时间的推移冲击波产生的作用力也会随之减小,选择具有较低屈服强度、较高延伸率的材料可一定程度上提升激光冲击成形的效率。
5、纵观目前广泛使用的轻量化金属,铝合金和镁合金均具有较低的变形抗力,是激光冲击成形较好的选择,但是对于镁合金而言,其晶体结构属于密排六方结构,塑性相对于面心立方的铝合金较差,因此塑性较好的铝合金更适合采用激光冲击来制备微阵列结构。众所周知,在普通的成形条件下,铝合金在低温和较高的应变速率状态下延伸率并没有达到超塑性的水平。不仅如此,通常来讲随着温度的降低和应变速率的提升,材料的塑性呈降低趋势。
技术实现思路
1、针对现有技术的缺点,本发明提供了一种铝合金微阵列超低温激光冲击超塑成形方法,采用激光冲击对超低温状态下的铝合金进行超塑成形,高效快速制备铝合金微阵列结构;该方法将超高速率和超低温同时作用于铝合金微阵列结构的制备,可明显提高铝合金板料的成形极限,使其达到超塑变形的水平,获得高精度高硬度低粗糙度无缺陷的铝合金微阵列结构,促进微机电系统的发展。
2、本发明的技术方案如下:
3、一种铝合金微阵列超低温激光冲击超塑成形方法,包括如下步骤:
4、步骤一:坯料的准备工作。采用机械加工的方式将所需形状的铝合金从原始板料或者箔材上取下,保证其表面具有较高的平整度,而后对其表面进行表面处理,去除表面杂质及油脂。
5、步骤二:激光能量吸收层的准备工作。吸收层一般为对光吸收效率较高的材料,可涂覆或者放置在待冲击坯料上,通常吸收层的颜色为黑色。
6、步骤三:约束层的准备工作。约束层一般为透明的光学玻璃或者透明液滴,具有极好的透光性和极其有效的约束能力。
7、步骤四:微阵列成形模具的准备工作。模具的准备工作对微阵列的成形具有至关重要的作用,激光冲击后微阵列的形状直接由其成形模具控制,因此合理的设计微阵列成形模具是保证激光冲击能够顺利进行的重要保证。微阵列成形模具的加工必须使用高精密的铣削加工等精密加工仪器,从而最大程度保证模具具有较高的精度,从而直接提升微阵列零件的成形质量,此外模具表面必须具有较高的光洁度,直接影响微阵列零件的表面质量。
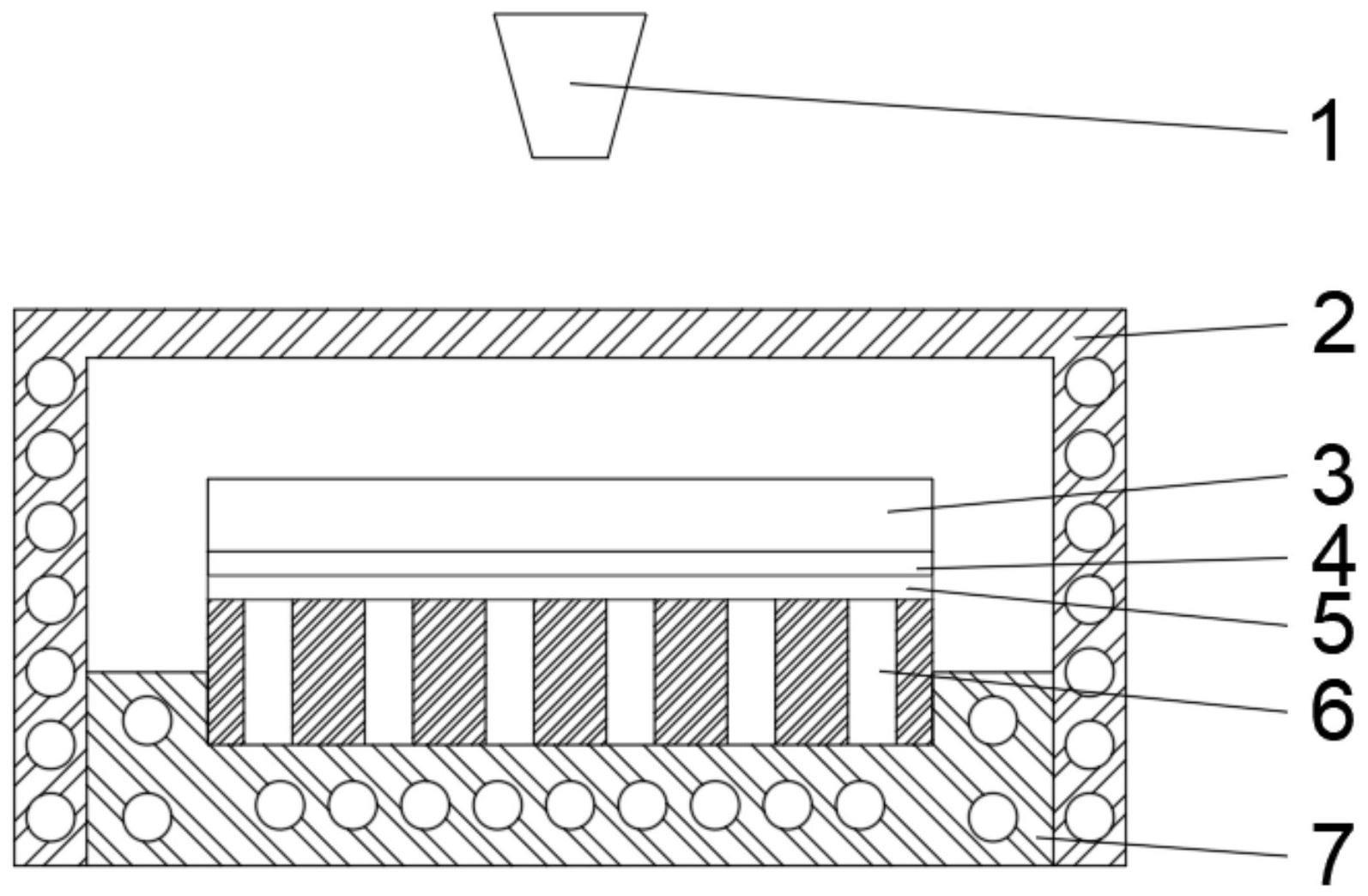
8、步骤五:激光冲击实验的准备工作。在激光冲击试验的准备阶段,要保证各部分的相对位置的正确性,其相对位置示意图如图1所示,从上而下依次为激光发射器、保温箱、约束层、吸收层、坯料、微成形模具和下平台。约束层、吸收层、坯料和微成形模具相接触表面必须紧密的贴合在一起,各部分通过强制的机械连接结合起来,从而保证激光冲击时各部分相对位置的稳定性,微成形模具放置在下平台中,同样通过强制性的机械连接将二者紧密结合。
9、步骤六:超低温激光冲击超塑成形。成形过程开始阶段首先在下平台和保温箱侧壁相应位置通入大量的流动液氮,将保温箱中的温度强制降低至超低温水平,此外需保证保温箱内部充分干燥,而后调整激光发射器位置及运动轨迹,使其按照既定位置和路线运行,完成激光冲击超塑成形。
10、在本发明的步骤六中,不需要采用现有技术的预冲击的方式,直接采用超低温激光冲击超塑成形:这是因为超塑成形实验前采用预冲击不仅不会提高材料的成形性能,甚至还会使材料的塑性大幅下降。采用预冲击过程会使材料表面产生大量的位错,使材料的塑性急剧下降,并且提高材料的变形抗力,恶化成形条件,对实验是不利。
11、进一步地,步骤一中激光加工的方式可以为激光切割、线切割和剪板机裁剪等,取下的待冲击坯料需要保证较高平整度,不能出现明显的翘曲。表面处理主要为待冲击坯料的超声清洗,主要步骤如下:将待冲击坯料放置在乙醇溶液中,通过在乙醇溶液中的超声振动充分清除表面的杂质颗粒和油污,超声清洗一段时间后将其取出并用吹风机吹干待用。待冲击坯料的厚度为10nm~1mm,平面尺寸根据模具进行调整,超声清洗的时间为10~30min。
12、进一步地,步骤二中的吸收层主要为两种类型,一是黑胶带、黑油漆等黑色具有强吸光性的有机材料,可直接涂覆在待冲击材料的上表面,需要注意的是有机涂层必须同待冲击坯料紧密的结合,在超塑成形过程不能脱落或者自由移动;二是熔点较低吸光性较强的金属,能够高效的吸收激光能量,常用的金属为黑铝箔,需要注意的是吸收层金属表面需具有较高平整度,使其能和待冲击材料紧密的贴合在一起,保证成形过程作用力的传播。此外,吸收层不仅要选材适当,还要保证合适的厚度,过薄和过厚都会对激光冲击超塑成形过程产生不良影响,厚度一般为在脉冲激光刚好熔覆的基础上增加1μm左右。吸收层的厚度通常在10nm~1mm之间,其平面尺寸同样根据微成形模具进行适当调整。
13、进一步地,步骤三中约束层的选择也分为两大类,一类为固态约束层,主要为固体状态下的透明物体,最常用的就是光学透光玻璃,提供强大约束的同时能够保证激光顺利通过,在冲击超塑成形过程中不需要随时调动其相对位置。另一类为液态约束层,主要为吸附或者悬浮在激光冲击位置的液滴,在冲击超塑成形的过程中其相对位置要跟随激光脉冲的位置发生变化。约束层作为主要的冲击力限制装置,其厚度相比待冲击坯料和吸收层明显增厚,约束层的一般尺寸在100μm~10mm之间,具有足够的强度和硬度。
14、进一步地,步骤四中微阵列成形模具制造在激光冲击超塑成形中至关重要,微阵列成形模具上的图案可以根据各种使用要求灵活调整,如图2给出了部分简单的微阵列模具图案,实际激光冲击超塑成形过程中,图案是千变万化的,并不仅限于图2给定的图案。微阵列成形模具要经过高精密的加工,其精度要求至少要比微阵列的精度要高一个等级,这样才能保证微阵列的成形质量。此外,模具还必须具备较高的强度和硬度,在激光冲击的过程中保证不会发生较大的弹性和塑性变形,具有较为稳定的轮廓形状,同时能够保证具有一定的使用寿命。
15、进一步地,步骤五激光冲击前的准备工作中,要保证各部分相对位置的准确性和稳定性,同时约束层、吸收层、待冲击坯料和微阵列模具的平面要保证完美贴合,尤其是约束层、吸收层和待冲击坯料之间,如此才能保证冲击超塑成形过程中力传递的均匀性,保证微阵列零件的成形质量。
16、进一步地,步骤六超低温激光冲击超塑成形过程是本发明核心部分,将激光冲击成形的超高应变速率和超低温结合,实现待冲击零件的超塑成形。其中激光发射器的输出参数为波长为1064nm、532nm或355nm中的任意一种(优选为1064nm),激光能量0.5~10j,脉冲持续时间1~40ns,光斑直径在0.5~10mm之间,输出的激光密度可达106~9w/cm2,液氮冷却的超低温温度范围在-60~-196℃之间。大量研究表明,当应变速率达到106~10s-1级别时,材料将改变传统的变形形式,产生超塑变形现象,此外在超低温环境下铝合金会出现“双增效用”表现出超塑性变形行为。因此将超高速率和超低温结合来制备铝合金微阵列可进一步实现铝合金材料超塑性变形行为,使其微阵列结构成形具有较大优势。激光冲击成形的过程和原理如下所示:首先激光发射器产生高能激光脉冲,激光脉冲穿过约束层透明材料直接到达吸收层,吸收层将高能密度的脉冲激光瞬间吸收并瞬间发生汽化、电离形成高能冲击波,在约束层的限制下冲击波的峰值压力瞬间提高,可达gpa级别,远远超过大多数金属的屈服极限,产生的巨大冲击力传递至待冲击铝合金表面,使其产生超高速的超塑性变形与微阵列模具贴合,完成铝合金微阵列结构的超塑成形过程。
17、本发明的优势在于:将超高速率成形和超低温成形相结合,来实现铝合金异于传统超塑条件的超塑性。采用超低温激光冲击制备微阵列结构,可大大提高成形效率,避免采用传统超塑性制备微阵列结构时升温和低应变速率导致的长周期问题。
18、激光冲击超塑成形属于柔性成形,具有较强的灵活性,制备的微阵列结构形状主要依托于模具结构,变形后几乎没有回弹发生,成形精度较高。
19、激光冲击超塑成形是利用等离子体迅速膨胀产生冲击波作用将待冲击板材或者箔材压印在模具中,此过程将会产生较大的残余压应力,从而抑制结构件裂纹的萌生和扩展,极大提高了微阵列零件的抗疲劳性能。
20、激光冲击超塑成形微阵列零件具有较为光滑的表面,粗糙程度较低,提高了微阵列零件的耐磨性。
21、与大多数金属材料不同,铝合金自身存在明显的“双增效应”,在超低温的状态下延伸率会出现不降反增的现象,大大提高了铝合金的成形极限,同时在超高速率下铝合金同样会表现出成形极限提升的现象,本发明将超低温和超高速率耦合,实现铝合金的超塑性,来快速高效精准制备微阵列结构,具有较为明显的创新性。
22、根据热力学定律计算可知,在超低温状态下,原子自身的运动速度是极其缓慢的,因此在超低温下成形空洞和裂纹的萌生也会受到抑制,提高铝合金在超低温下的延伸率,同时温度降低会使材料的加工硬化指数提高,增加材料的变形均匀性,提高延伸率。
23、在超高速率下,由于高能的作用,材料内部会出现空位和间隙原子,间隙原子对材料塑性变形的补充作用会大大提高材料自身的延伸率,实现超塑性成形现象。
24、而材料的断裂失效主要是由于裂纹的萌生和扩展,采用上述两种成形方式耦合进行成形,不仅能依靠超低温抑制超高应变速率过程中产生的空位发生汇集,也能提高超低温材料塑性变形能力,使最终的成形效果产生1+1>2的优越效果。
- 还没有人留言评论。精彩留言会获得点赞!