一种高强度镁-锌-锰系变形镁合金的锻造工艺的制作方法
1.本发明涉及有色金属压延加工技术领域,更具体的说是涉及一种高强度镁-锌-锰系变形镁合金的锻造工艺。
背景技术:
2.镁合金是以镁为基础加入其他元素组成的合金。其特点是:密度小(1.8g/cm3左右),强度高,弹性模量大,散热好,消震性好,承受冲击载荷能力比铝合金大,耐有机物和碱的腐蚀性能好。主要合金元素有铝、锌、锰、铈、钍以及少量锆或镉等。使用最广的是镁铝合金,其次是镁锰合金和镁锌锆合金。主要用于航空、航天、运输、化工、火箭等工业部门。
3.镁合金因其密度低、比强度高、阻尼性能好、电磁屏蔽性能好、加工性能好及可回收性被认为是极具潜力的绿色工程结构材料。
4.其中以zk61m变形合金为代表的镁锌锆系合金因其具备较高的强度及优秀的深加工性能而备受关注,在航空航天、军工、3c电子及交通轻量化具有广泛的应用。
5.但是,因锆的添加成本较高导致材料成本相对较高,而不添加锆的镁锌锰系变形合金虽然成本较低、塑性及导热性能较高,但其强度相对偏低,因而限制了其应用。
6.因此,如何在不增加合金制作成本的前提下,使得通过相关工艺的创新大幅提升其强度是本领域技术人员亟需解决的技术问题。
技术实现要素:
7.有鉴于此,本发明提供了一种高强度镁-锌-锰系变形镁合金的锻造工艺,本发明针对常用镁锌锰变形合金强度较低的缺点,通过相关工艺的创新大幅提升其强度,且不增加合金制作成本,对推广深化镁合金的工程化应用具有重要的意义。
8.为了实现上述目的,本发明采用以下技术方案:
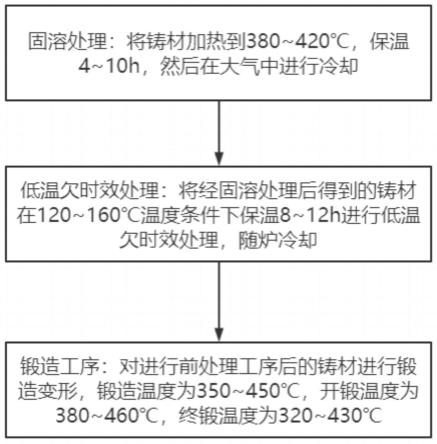
9.一种高强度镁-锌-锰系变形镁合金的锻造工艺,包括前处理工序和锻造工序;
10.所述前处理工序对铸材进行固溶处理和低温欠时效处理;
11.所述固溶处理:将铸材加热到380~420℃,保温4~10h,然后在大气中进行冷却;
12.所述低温欠时效处理:将经固溶处理后得到的铸材在120~160℃温度条件下保温8~12h进行低温欠时效处理,随炉冷却;
13.所述锻造工序对进行前处理工序后的铸材进行锻造变形,锻造温度为350~450℃,开锻温度为380~460℃,终锻温度为320~430℃。
14.优选的,在上述一种高强度镁-锌-锰系变形镁合金的锻造工艺中,所述固溶处理:将铸材加热到380℃,保温4h,然后在大气中进行冷却;
15.所述低温欠时效处理:将经固溶处理后得到的铸材在120℃温度条件下保温8h进行低温欠时效处理,随炉冷却。
16.优选的,在上述一种高强度镁-锌-锰系变形镁合金的锻造工艺中,所述固溶处理:将铸材加热到400℃,保温7h,然后在大气中进行冷却;
17.所述低温欠时效处理:将经固溶处理后得到的铸材在140℃温度条件下保温10h进行低温欠时效处理,随炉冷却。
18.优选的,在上述一种高强度镁-锌-锰系变形镁合金的锻造工艺中,所述固溶处理:将铸材加热到420℃,保温10h,然后在大气中进行冷却;
19.所述低温欠时效处理:将经固溶处理后得到的铸材在160℃温度条件下保温12h进行低温欠时效处理,随炉冷却。
20.优选的,在上述一种高强度镁-锌-锰系变形镁合金的锻造工艺中,所述锻造工序对进行前处理工序后的铸材进行锻造变形,锻造温度为350℃,开锻温度为38℃,终锻温度为320℃。
21.优选的,在上述一种高强度镁-锌-锰系变形镁合金的锻造工艺中,所述锻造工序对进行前处理工序后的铸材进行锻造变形,锻造温度为400℃,开锻温度为420℃,终锻温度为375℃。
22.优选的,在上述一种高强度镁-锌-锰系变形镁合金的锻造工艺中,所述锻造工序对进行前处理工序后的铸材进行锻造变形,锻造温度为450℃,开锻温度为460℃,终锻温度为430℃。
23.优选的,在上述一种高强度镁-锌-锰系变形镁合金的锻造工艺中,所述固溶处理:将铸材加热到390℃,保温10h,然后在大气中进行冷却;
24.所述低温欠时效处理:将经固溶处理后得到的铸材在140℃温度条件下保温12h进行低温欠时效处理,随炉冷却;
25.所述锻造工序对进行前处理工序后的铸材进行锻造变形,锻造温度为380~400℃,开锻温度为410℃,终锻温度为360℃
26.优选的,在上述一种高强度镁-锌-锰系变形镁合金的锻造工艺中,所述固溶处理:将铸材加热到420℃,保温6h,然后在大气中进行冷却;
27.所述低温欠时效处理:将经固溶处理后得到的铸材在160℃温度条件下保温10h进行低温欠时效处理,随炉冷却;
28.所述锻造工序对进行前处理工序后的铸材进行锻造变形,锻造温度为430~450℃,开锻温度为450℃,终锻温度为420℃。
29.优选的,在上述一种高强度镁-锌-锰系变形镁合金的锻造工艺中,所述镁-锌-锰系变形镁合金由mg、zn、mn组成,其各组分质量百分含量为:zn:5.0~6.5%;mn:0.8~1.5%;不可避免杂质的质量百分比≤0.15%;剩余部分为镁。
30.优选的,在上述一种高强度镁-锌-锰系变形镁合金的锻造工艺中,所述铸材为铸棒或铸锭。
31.经由上述的技术方案可知,与现有技术相比,本发明公开提供了高强度镁-锌-锰系变形镁合金的锻造工艺,具有以下优点:
32.1.本发明通过锻造前固溶+欠时效处理,可控性析出部分强化相钉扎晶界,避免了锻造过程动态再结晶软化及晶粒长大,可大幅提升镁锌锰系变形合金的强度。
33.2.本发明所提供的锻造工艺操作方法简单,成本较低,非常适用于工业化生产,对推广深化镁合金的工程化应用具有重要的意义。
附图说明
34.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
35.图1附图为本发明的工艺流程图。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.实施例1
38.本发明实施例公开了一种高强度镁-锌-锰系变形镁合金的锻造工艺,镁-锌-锰系变形镁合金由mg、zn、mn组成,其各组分质量百分含量为:zn:5.0~6.5%;mn:0.8~1.5%;不可避免杂质的质量百分比≤0.15%;剩余部分为镁;
39.锻造工艺包括前处理工序和锻造工序,铸材为铸棒或铸锭。
40.前处理工序对铸材进行固溶处理和低温欠时效处理;
41.固溶处理:将铸材加热到380℃,保温4h,然后在大气中进行冷却;
42.低温欠时效处理:将经固溶处理后得到的铸材在120℃温度条件下保温8h进行低温欠时效处理,随炉冷却;
43.锻造工序对进行前处理工序后的铸材进行锻造变形,锻造温度为350℃,开锻温度为380℃,终锻温度为320℃。
44.实施例2
45.本发明实施例公开了一种高强度镁-锌-锰系变形镁合金的锻造工艺,镁-锌-锰系变形镁合金由mg、zn、mn组成,其各组分质量百分含量为:zn:5.0~6.5%;mn:0.8~1.5%;不可避免杂质的质量百分比≤0.15%;剩余部分为镁;
46.锻造工艺包括前处理工序和锻造工序,铸材为铸棒或铸锭。
47.前处理工序对铸材进行固溶处理和低温欠时效处理;
48.固溶处理:将铸材加热到400℃,保温7h,然后在大气中进行冷却;
49.低温欠时效处理:将经固溶处理后得到的铸材在140℃温度条件下保温10h进行低温欠时效处理,随炉冷却;
50.锻造工序对进行前处理工序后的铸材进行锻造变形,锻造温度为400℃,开锻温度为420℃,终锻温度为375℃。
51.实施例3
52.本发明实施例公开了一种高强度镁-锌-锰系变形镁合金的锻造工艺,镁-锌-锰系变形镁合金由mg、zn、mn组成,其各组分质量百分含量为:zn:5.0~6.5%;mn:0.8~1.5%;不可避免杂质的质量百分比≤0.15%;剩余部分为镁;
53.锻造工艺包括前处理工序和锻造工序,铸材为铸棒或铸锭。
54.前处理工序对铸材进行固溶处理和低温欠时效处理;
55.固溶处理:将铸材加热到420℃,保温10h,然后在大气中进行冷却;
56.低温欠时效处理:将经固溶处理后得到的铸材在160℃温度条件下保温12h进行低温欠时效处理,随炉冷却;
57.锻造工序对进行前处理工序后的铸材进行锻造变形,锻造温度为450℃,开锻温度为460℃,终锻温度为430℃。
58.实施例4
59.选用有代表性的镁锌锰系变形合金zm51,通过本发明锻造工艺进行制备,与一般商用zm51锻造合金进行对比。
60.前处理工序
61.固溶处理:将zm51铸棒或铸锭加热到390℃,保温10h,然后在大气中进行冷却;
62.低温欠时效处理:将经固溶处理后得到的铸材在140℃温度条件下保温12h进行低温欠时效处理,随炉冷却;
63.锻造工序
64.锻造工序对进行前处理工序后的zm51铸棒或铸锭进行锻造变形,锻造温度为380~400℃,开锻温度为410℃,终锻温度为360℃。
65.对锻造后板材取样进行室温拉伸测试,与常规商用zm51锻造板材性能进行对比,结果如表1示:
66.表1
67.类别牌号抗拉强度rm,mpa屈服强度rp0.2,mpa延伸率a,%对比例zm5125514515实施例4zm5129518018
68.实施例5
69.选用有代表性的镁锌锰系变形合金zm51,通过本发明锻造工艺进行制备,与一般商用zm51锻造合金进行对比。
70.前处理工序
71.固溶处理:将zm51铸棒或铸锭加热到420℃,保温6h,然后在大气中进行冷却;
72.低温欠时效处理:将经固溶处理后得到的铸材在160℃温度条件下保温10h进行低温欠时效处理,随炉冷却;
73.锻造工序
74.锻造工序对进行前处理工序后的zm51铸棒或铸锭进行锻造变形,锻造温度为430~450℃,开锻温度为450℃,终锻温度为420℃。
75.对锻造后板材取样进行室温拉伸测试,与常规商用zm51锻造板材性能进行对比,结果如表2示:
76.表2
77.[0078][0079]
在实施例4和实施例5中的试验数据表明,采用发明提供的锻造工艺,使得镁-锌-锰系变形镁合金的抗拉强度、屈服强度均得到明显的提升,可大幅提升镁锌锰系变形合金的强度。
[0080]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
[0081]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1