一种动力锂电池外壳一体成型装置的制作方法
本发明涉及锂电池外壳加工装置,具体为一种动力锂电池外壳一体成型装置。
背景技术:
1、动力锂电池是电动汽车的主要动力电源之一,锂电池在生产完成后,会在锂电池的外表面套接上保护外壳,从而对锂电池进行保护,并使锂电池方便安装。
2、一般锂电池外壳所使用的材料为轻质铝合金,在生产的时候,一般都为冲压成型,使铝合金板被冲压成盒体,并通过对冲压的边缝进行焊接而形成。
3、现有的锂电池外壳成型装置,在冲压成型的时候,都是单个铝板进行上料,冲压一个后在继续放料冲压,从在操作麻烦的问题。
4、可见,亟需一种动力锂电池外壳一体成型装置,用于解决上述背景技术中提到的,锂电池外壳冲压上料麻烦的问题。
技术实现思路
1、本发明的目的在于提供一种动力锂电池外壳一体成型装置,以解决上述背景技术中提出的问题。
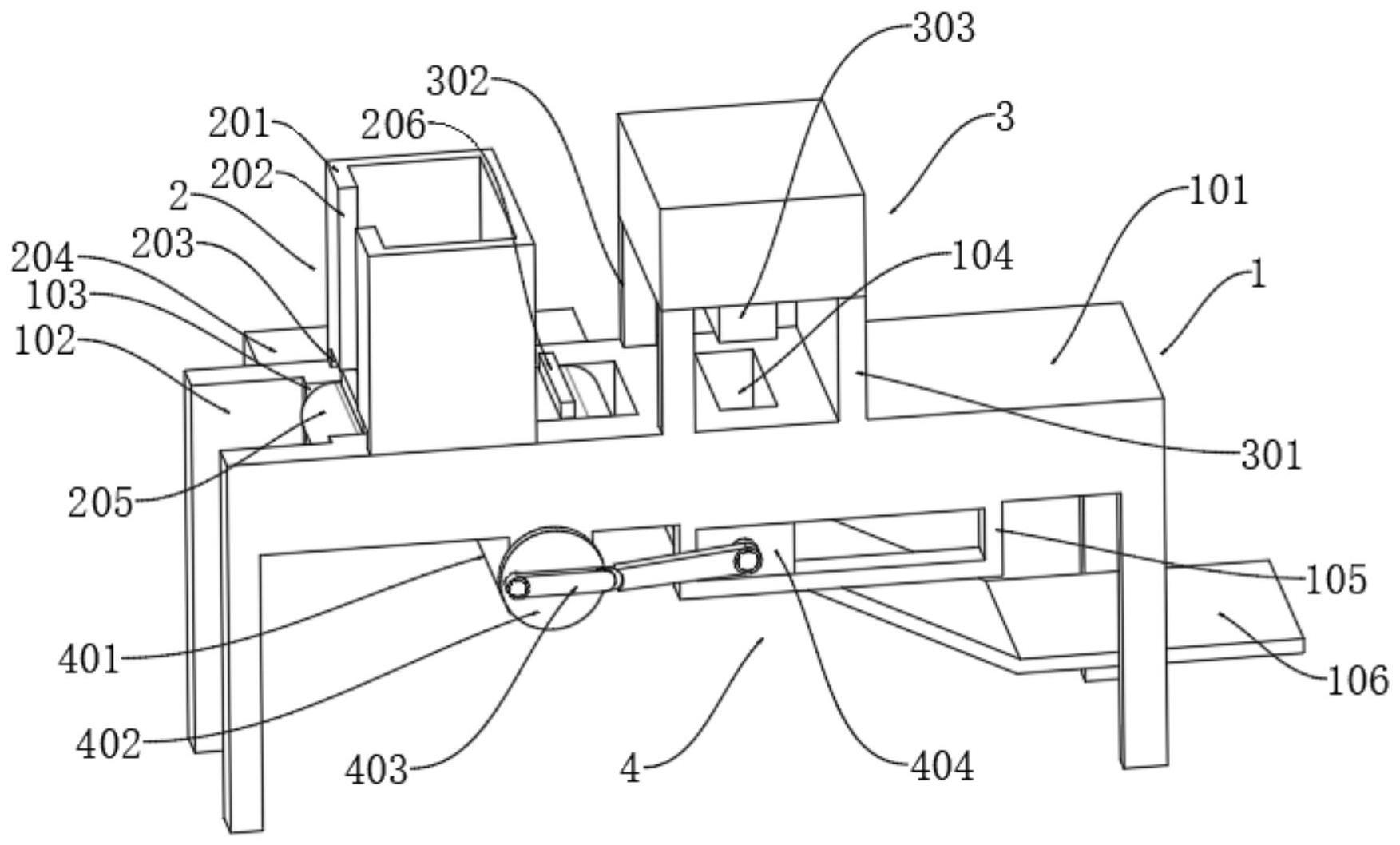
2、为了解决上述技术问题,本发明提供如下技术方案:一种动力锂电池外壳一体成型装置,包括支撑机构,所述支撑机构的顶部左侧安装有用于堆放铝板和传送铝板的上料机构,所述支撑机构的顶部中间安装有用于冲压铝板的冲压机构,所述支撑机构的底部安装有用于将冲压成型的锂电池外壳传送出去的出料机构;
3、所述支撑机构包括操作台,所述操作台的左侧开设有上料槽,所述上料槽的右侧开设有传送槽,所述操作台的中间开设有冲压成型槽,所述操作台底部固定连接有底部支架,所述底部支架之间固定连接有出料滑道;
4、所述上料机构包括用于堆积材料的物料堆积框和用于动力输出的传动电机,所述物料堆积框安装在传送槽的顶部,所述物料堆积框的左侧开设有上料口,所述物料堆积框的底部还贯穿有出料口,所述传动电机的传动轴对安装在操作台内部的传动带进行传动,所述传动带的外表面固定连接有推料板;
5、所述冲压机构包括安装在冲压成型槽右侧的限位挡板和安装在冲压成型槽左侧的支架柱,所述限位挡板和支架柱的顶部安装有冲压设备,所述冲压设备的冲头位于冲压成型槽的正上方;
6、所述出料机构包括动力电机,所述动力电机的两端均安装有传动盘,所述传动盘的外表面活动连接有传动连杆,所述传动连杆的顶端活动连接有下料件,所述下料件上开设有定型槽,所述下料件活动连接在底部支架的内部。
7、优选的,所述底部支架为两个矩形框,两个矩形框分别位于操作台的前后两侧。
8、优选的,所述冲压成型槽贯穿操作台,所述冲压成型槽位于两个底部支架之间,所述底部支架位于冲压成型槽的整下方通过横板连接。
9、优选的,所述传动带的顶部与操作台的顶部水平,所述推料板的高度与出料口的高度相等,所述传动带贯穿物料堆积框的两侧,所述推料板之间的间隙大于物料堆积框的左右长度。
10、优选的,所述传动带的内壁开设有齿槽,传动带内壁的齿槽与传动电机输出轴表面啮合,并被传动电机的输出轴从而两侧支撑。
11、优选的,所述限位挡板为封闭挡板,两个所述支架柱之间的间距与出料口的之间的间距相等。
12、优选的,所述动力电机的两端均安装有动力轴,动力轴均延伸出操作台的前后两侧。
13、优选的,所述下料件位于底部支架最左侧的时候定型槽与冲压成型槽重合且底部被底部支架之间的横板支撑,所述定型槽的投影面积与冲压成型槽的投影面积相等。
14、优选的,所述传动电机和动力电机均为伺服电机,所述传动电机、冲压设备和动力电机均单独控制。
15、与现有技术相比,本发明所达到的有益效果是:
16、第一、本发明通过在操作台的上方固定连接物料堆积框,从而能够将铝板批量的堆积在物料堆积框的内部,并通过传动电机带动传动带,通过传动带上的推料板来推动最底部的铝板经过出料口至冲压成型槽的正上方,并被限位挡板限位,随后通过冲压设备和冲压成型槽配合对铝板进行冲压,以形成锂电池外壳,达到了能够批量上料的效果。
17、第二、本发明通过在操作台的底部固定连接底部支架,通过底部支架对下料件进行支撑,并使用传动盘和传动连杆的配合带动下料件往复运动,当冲压的时候定型槽与冲压成型槽重合,使冲压后的锂电池外壳进入到定型槽的内部,然后传动连杆推动下料件向右侧移动,从而使锂电池外壳从而定型槽的底部掉落至出料滑道上被传送处装置,达到了自动卸料的效果。
18、第三、本发明通过在操作台的左侧开设上料槽,并在物料堆积框的左侧开设上料口,在批量上料的时候,叉车能够进入到上料槽之间,并使叉臂位于上料口之间将铝板放置在物料堆积框之间,然后通过上料口抽出,达到了方便批量上料的效果。
技术特征:
1.一种动力锂电池外壳一体成型装置,包括支撑机构(1),其特征在于:所述支撑机构(1)的顶部左侧安装有用于堆放铝板和传送铝板的上料机构(2),所述支撑机构(1)的顶部中间安装有用于冲压铝板的冲压机构(3),所述支撑机构(1)的底部安装有用于将冲压成型的锂电池外壳传送出去的出料机构(4);
2.根据权利要求1所述的一种动力锂电池外壳一体成型装置,其特征在于:所述底部支架(105)为两个矩形框,两个矩形框分别位于操作台(101)的前后两侧。
3.根据权利要求1所述的一种动力锂电池外壳一体成型装置,其特征在于:所述冲压成型槽(104)贯穿操作台(101),所述冲压成型槽(104)位于两个底部支架(105)之间,所述底部支架(105)位于冲压成型槽(104)的整下方通过横板连接。
4.根据权利要求1所述的一种动力锂电池外壳一体成型装置,其特征在于:所述传动带(205)的顶部与操作台(101)的顶部水平,所述推料板(206)的高度与出料口(203)的高度相等,所述传动带(205)贯穿物料堆积框(201)的两侧,所述推料板(206)之间的间隙大于物料堆积框(201)的左右长度。
5.根据权利要求1所述的一种动力锂电池外壳一体成型装置,其特征在于:所述传动带(205)的内壁开设有齿槽,传动带(205)内壁的齿槽与传动电机(204)输出轴表面啮合,并被传动电机(204)的输出轴从而两侧支撑。
6.根据权利要求1所述的一种动力锂电池外壳一体成型装置,其特征在于:所述限位挡板(301)为封闭挡板,两个所述支架柱(302)之间的间距与出料口(203)的之间的间距相等。
7.根据权利要求1所述的一种动力锂电池外壳一体成型装置,其特征在于:所述动力电机(401)的两端均安装有动力轴,动力轴均延伸出操作台(101)的前后两侧。
8.根据权利要求3所述的一种动力锂电池外壳一体成型装置,其特征在于:所述下料件(404)位于底部支架(105)最左侧的时候定型槽(405)与冲压成型槽(104)重合且底部被底部支架(105)之间的横板支撑,所述定型槽(405)的投影面积与冲压成型槽(104)的投影面积相等。
9.根据权利要求1所述的一种动力锂电池外壳一体成型装置,其特征在于:所述传动电机(204)和动力电机(401)均为伺服电机,所述传动电机(204)、冲压设备(303)和动力电机(401)均单独控制。
技术总结
本发明涉及锂电池外壳加工装置技术领域,且公开了一种动力锂电池外壳一体成型装置,包括支撑机构,所述支撑机构的顶部左侧安装有用于堆放铝板和传送铝板的上料机构,所述支撑机构的顶部中间安装有用于冲压铝板的冲压机构,所述支撑机构的底部安装有用于将冲压成型的锂电池外壳传送出去的出料机构。该动力锂电池外壳一体成型装置,通过在操作台的上方固定连接物料堆积框,从而能够将铝板批量的堆积在物料堆积框的内部,并通过传动电机带动传动带,通过传动带上的推料板来推动最底部的铝板经过出料口至冲压成型槽的正上方,并被限位挡板限位,随后通过冲压设备和冲压成型槽配合对铝板进行冲压,以形成锂电池外壳,达到了能够批量上料的效果。
技术研发人员:李武章,励建立
受保护的技术使用者:江苏科达利精密工业有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!