一种汽车模型装夹装置和装夹方法与流程
本发明用于汽车设计领域,特别是涉及一种汽车模型装夹装置和装夹方法。
背景技术:
1、汽车行业经常需要加工汽车模型,包括硬质代木模型及软质的油泥模型,多车型开发时,不同的模型加工业务繁重;即使同一个车型的模型,在评审确定之前,造型经常会发生变更,就会涉及到对现有已经加工好的模型进行重新加工。模型加工需要使用5轴加工中心,每次加工时,需要进行一次装夹及找正坐标。设计变更二次加工时,需要将现加工坐标系设定到与之前的加工坐标系重合,如果模型上留有基准,需要利用百分表找到需要更改的模型基准,然后设置到编程软件,如果模型没有留基准,则这个模型无法重新加工。
2、现有技术中,模型在装夹时,作业人员将待加工的模型抬起,放置在夹具上,然后操作加工中心,反复调整模型位置,找正、找基准建立坐标系,其中,在找正操作中,作业人员需要在模型的x\y方向上分别找一条直边或者坐标值相同的两个点,移动百分表去碰直边或者两个点,根据百分表读数反复调整模型位置,使得模型的x\y\z方向与加工设备的x\y\z方向一致。这种找正操作方式需要通过百分表反复拉直调整角度、浪费时间,而且精度无法保证。
技术实现思路
1、本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种汽车模型装夹装置和装夹方法,其能够快速实现汽车模型的找正操作,降低操作难度,提升精度和作业效率。
2、本发明解决其技术问题所采用的技术方案是:
3、第一方面,一种汽车模型装夹装置,用于将汽车模型装夹到加工设备的工作台,所述汽车模型装夹装置包括底座,所述底座上设有用于与汽车模型配合的定位机构和用于将所述底座找正并连接于工作台t形槽的多个找正机构,所述找正机构包括壳体、第一滑块、第二滑块、驱动块、第一压块、第一传动杆和第二传动杆,所述壳体设置于所述底座底部并能够嵌入工作台t形槽,所述壳体设有沿工作台t形槽的宽度方向延伸的滑块导轨,所述第一滑块、第二滑块沿工作台t形槽的宽度方向装配于所述滑块导轨,所述驱动块能够升降的设置于所述壳体,所述第一传动杆用于带动所述驱动块移动,所述驱动块与所述第一滑块和所述第二滑块采用斜面配合,以使所述第一滑块和第二滑块沿工作台t形槽的宽度方向撑开并抵住工作台t形槽的两侧立面,所述第一压块连接于所述第二传动杆的下端,所述第一压块能够以第一姿态嵌入工作台t形槽,并能够在伸入到工作台t形槽底部后绕所述第二传动杆转动至第二姿态以锁紧于工作台t形槽。
4、结合第一方面,在第一方面的某些实现方式中,所述第一传动杆包括调节丝杆,所述底座上设有竖向螺孔,所述调节丝杆拧入所述竖向螺孔中,所述第一传动杆的下端与所述驱动块抵接。
5、结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述底座上设有支撑于所述调节丝杆上方的支撑垫块,所述调节丝杆设有中空的内孔,所述第二传动杆包括螺杆,所述螺杆贯穿所述内孔,所述螺杆的下端于所述壳体下方连接所述第一压块,所述螺杆的上端在所述支撑垫块的顶部设置螺帽,所述支撑垫块与所述底座之间形成所述调节丝杆的浮动空间,所述调节丝杆顶部设有侧向施力孔。
6、结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述壳体设有中空的内腔,所述第一滑块、第二滑块和驱动块设置于所述内腔,所述壳体顶部设有盖板,所述壳体设有供所述第一滑块沿所述滑块导轨伸出的第一开口和供所述第二滑块沿所述滑块导轨伸出的第二开口,所述第一滑块设有与所述驱动块配合的第一斜面和用于抵住工作台t形槽侧立面的第一侧端面,所述第二滑块设有与所述驱动块配合的第二斜面和用于抵住工作台t形槽侧立面的第二侧端面,所述驱动块具有与所述第一斜面和所述第二斜面配合的楔形面。
7、结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述壳体中设有驱动所述第一滑块和所述第二滑块复位至所述内腔中的弹性部件。
8、结合第一方面和上述实现方式,在第一方面的某些实现方式中,多个所述找正机构在所述底座上沿直线分布,多个所述找正机构能够连接于工作台的一个t形槽中,所述底座设有第三传动杆,所述第三传动杆的下端设有第二压块,所述第二压块能够以第一姿态嵌入工作台的另一个t形槽,并能够在伸入到t形槽底部后绕所述第三传动杆转动至第二姿态以将所述底座锁紧于工作台。
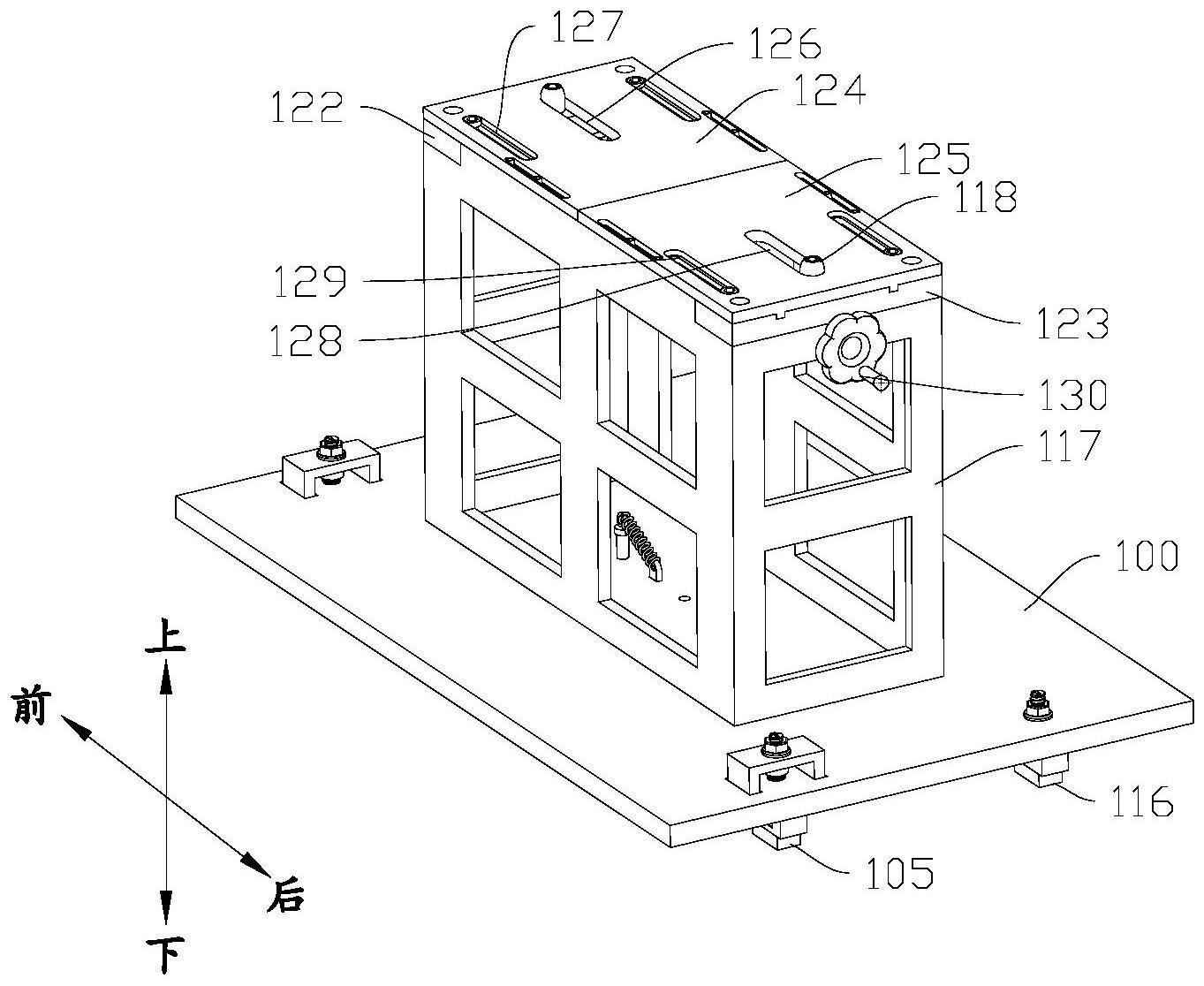
9、结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述底座上设有用于将汽车模型支撑于一定高度的支架,所述定位机构设置于所述支架顶部,所述定位机构包括多个定位组件,所述定位组件包括沿高度方向延伸的圆柱销,所述圆柱销的顶端设为球面,所述球面上设有沉孔,所述沉孔中设有滚球座,所述滚球座中设有滚球,所述滚球座上设有将所述滚球限定于滚球座中的卡簧套,所述滚球的最高点不超过所述球面完整轮廓的顶点。
10、结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述支架顶部沿长度方向设有第一固定板和第二固定板,所述第一固定板顶部设有第一支撑板,所述第一支撑板通过沿长度方向延伸的第一支撑导轨安装于所述第一固定板,所述第二固定板顶部设有第二支撑板,所述第二支撑板通过沿长度方向延伸的第二支撑导轨安装于所述第二固定板,所述第一支撑板,所述第一支撑板上设有沿第一支撑导轨方向延伸第一腰型孔和第二腰型孔,所述第二支撑板上设有沿第二支撑导轨方向延伸第三腰型孔和第四腰型孔,所述圆柱销包括穿过所述第一腰型孔向上方延伸的第一圆柱销和穿过所述第三腰型孔向上方延伸的第二圆柱销,所述第一支撑板能够沿所述第一支撑导轨调整位置,并通过设置于所述第二腰型孔中的第一紧固件锁定于所述第一固定板,所述第二支撑板能够沿所述第二支撑导轨调整位置,并通过设置于所述第四腰型孔中的第二紧固件锁定于所述第二固定板。
11、结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述支架设有手轮,所述手轮连接同轴设置的正螺纹丝杆和反螺纹丝杆,所述正螺纹丝杆与所述第一支撑板传动配合,所述反螺纹丝杆与所述第二支撑板传动配合。
12、第二方面,一种汽车模型装夹方法,包括以下步骤:
13、准备如以上任一实现方式中所述的汽车模型装夹装置;
14、将所述汽车模型装夹装置放置于加工设备的工作台,将多个所述找正机构嵌入工作台的t形槽,调节所述第一传动杆带动所述驱动块移动,通过所述驱动块带动所述第一滑块、第二滑块沿工作台t形槽的宽度方向撑开并抵住工作台t形槽的两侧立面,当多个所述找正机构的第一滑块、第二滑块的外侧端面与工作台t形槽的侧立面完全贴合时,所述汽车模型装夹装置的坐标系方向与加工设备的坐标系方向一致;
15、调节所述第二传动杆,使所述第一压块以第一姿态嵌入工作台的t形槽,并在所述第一压块伸入到工作台t形槽底部后绕所述第二传动杆转动至第二姿态,所述第一压块横置于工作台的t形槽中,并将所述汽车模型装夹装置锁紧于工作台;
16、将汽车模型放置于所述汽车模型装夹装置上,并通过与所述定位机构相配合将汽车模型定位于所述汽车模型装夹装置。
17、上述技术方案中的一个技术方案至少具有如下优点或有益效果之一:本发明的技术方案能够实现汽车模型在加工设备工作台上的快速找正,具体在操作过程中,将多个找正机构嵌入工作台的t形槽,调节第一传动杆驱动驱动块移动,通过驱动块带动第一滑块、第二滑块沿工作台t形槽的宽度方向撑开并抵住工作台t形槽的两侧立面,当多个找正机构的第一滑块、第二滑块的外侧端面与工作台t形槽的侧立面完全贴合时,汽车模型装夹装置的坐标系方向与加工设备的坐标系方向一致,进一步通过第二传动杆将第一压块锁紧于工作台t形槽,此时汽车模型装夹装置已找正,本发明的技术方案摒弃现有技术中采用百分表读数反复调整的找正方式,其通过设置找正机构与工作台t形槽相配合,能够快速实现汽车模型的找正操作,降低操作难度,并提升精度和作业效率。
18、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!