T肋装焊一体机的制作方法
本技术涉及焊接机的领域,尤其是涉及一种t肋装焊一体机。
背景技术:
1、随着我国钢结构工业的快速发展,常用于钢结构厂房中的h型钢日益向精细型和高效型发展。如何提高焊接式h型钢的组立、焊接、矫正的加工效率以及自动化程度,已成为钢结构行业一道必须克服的技术难题,在h型钢加工的过程中,采用两组t肋对接装焊已经成为h型钢生产的一种常见方式。
2、通过两组t肋装焊的方式,先通过人工对两组t肋的连接缝处进行多点位点焊,使两组t肋连接成一个整体,再将形成的h型钢放置于焊接机上对连接缝进行焊接,通过驱动机构驱动h型钢向前输送,h型钢在输送过程中,焊接机构对两组t肋的连接缝处进行焊接。
3、针对上述中的相关技术,发明人发现存在以下缺陷:h型钢在放置过程中,由于受到热胀冷缩的问题,h型钢会发生弯曲,使h型钢在输送过程中不能保持在同一直线上,从而导致h型钢的焊接效果和效率下降。
技术实现思路
1、为了提高h型钢的焊接效果和效率,本技术提供一种t肋装焊一体机。
2、本技术提供的一种t肋装焊一体机,采用如下的技术方案:
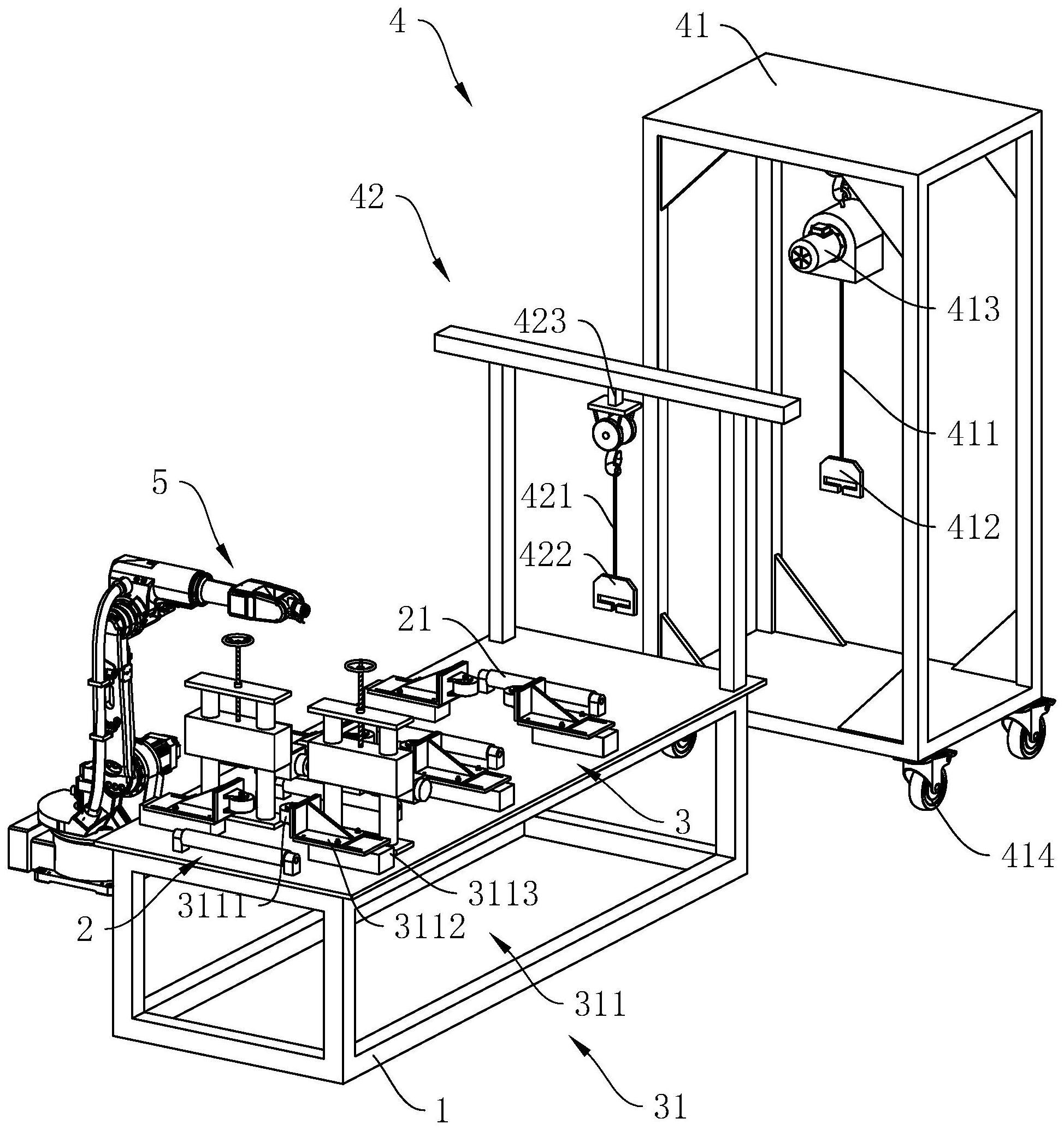
3、一种t肋装焊一体机,包括机架和设置于机架上的传输机构、校准机构、调节机构和对h型钢进行焊接的焊接机构;
4、所述传输机构用于驱动h型钢在机架上运动;
5、所述校准机构包括多组沿h型钢运动轨道布设的夹紧组件;
6、所述调节机构设置于h型钢的传送末端,所述调节机构用于牵引h型钢沿垂直于其输送方向运动。
7、通过采用上述技术方案,初步成型的h型钢放置于机架上后,通过传输机构驱动h型钢在机架上运动,机架上的焊接机构对运动过程中的h型钢上的连接缝进行焊接,校准机构对h型钢进行夹紧,保证h型钢在输送过程中位于同一轴线上,调节机构对h型钢的末端进行挂置和牵引,使弯曲的h型钢恢复呈直线状态,使h型钢传输时更加稳定,从而提高h型钢的焊接效果和效率。
8、可选的,所述传输机构包括多组转动辊,多组所述转动辊均转动连接于所述机架上,多组所述转动辊并列设置且垂直于h型钢的输送方向。
9、通过采用上述技术方案,h型钢在输送时放置于多组转动辊上,h型钢运动时,转动辊转动,减少h型钢与机架之间的摩擦,从而提高h型钢的输送稳定性,进一步提高h型钢的焊接效果和效率,同时避免h型钢在焊接时与机架摩擦造成损坏。
10、可选的,所述传输机构还包括驱动组件,所述驱动组件包括驱动电机和同轴设置于驱动电机输出轴上的驱动辊,所述机架上还设置有用于驱动驱动辊与h型钢活动抵接的驱动机构。
11、通过采用上述技术方案,驱动机构驱动驱动辊与h型钢抵接后,启动驱动电机带动驱动辊转动,通过驱动辊与h型钢之间的摩擦力驱动h型钢向前输送,结构简单,制造成本较低,且便于驱动h型钢自动向前输送,节约人力,提高加工效率。
12、可选的,所述驱动机构包括固定架、滑动板和驱动件,所述固定架固定连接于所述机架上,所述滑动板沿竖直方向滑动连接于固定架上,所述驱动电机可拆卸连接于所述滑动板上,所述驱动件设置于固定架上用于驱动滑动板运动和固定滑动板的位置。
13、通过采用上述技术方案,通过驱动件驱动滑动板在固定架上移动,进而带动滑动板上的驱动电机和驱动辊运动,便于实现驱动辊与h型钢之间的抵接,操作方便,且滑动板移动后位置稳定,保证h型钢和驱动辊之间的抵接效果,使h型钢的输送效果更好。
14、可选的,所述驱动件包括螺纹杆和连接块,所述连接块设置于滑动板上,所述螺纹杆沿竖直方向转动连接于所述固定架上,所述连接块套设于螺纹杆上且与螺纹杆螺纹连接适配。
15、通过采用上述技术方案,驱动滑动板滑动时,转动螺纹杆,使连接块在螺纹杆上移动,从而驱动滑动板滑动,进而带动驱动电机和驱动辊移动,实现驱动辊与h型钢之间的抵接,结构简单,便于操作,节约人力,提高h型钢加工的效率。
16、可选的,所述夹紧组件包括两组相互靠近或相互远离的夹紧件,两组所述夹紧件分别位于h型钢的两侧。
17、通过采用上述技术方案,夹紧件从两侧对h型钢夹紧后,在提高h型钢输送过程的稳定性的同时,保证h型钢在机架上位于同一直线上,进而使焊接机构对h型钢焊接时,能够准确的对准h型钢上的焊接缝,提高h型钢的焊接效果。
18、可选的,所述夹紧件包括转动轮和连接板,所述转动轮转动连接于所述连接板上,所述转动轮的转动轴线方向垂直于h型钢的输送方向,所述机架上设置有用于驱动连接板靠近或远离h型钢的直线驱动件。
19、通过采用上述技术方案,直线驱动件驱动连接板在机架上滑动,进而带动连接板上的转动轮运动,使转动轮与h型钢的侧壁抵接,保证h型钢处于机架的中间位置,同时进一步提高h型钢输送的稳定性,从而提高h型钢的焊接效果。
20、可选的,所述调节机构包括挂置架和用于拉动h型钢偏转的牵引组件,所述挂置架上设置有挂置绳和挂置环,所述挂置环固定连接于挂置绳的一端,所述挂置架上设置有用于驱动挂置绳靠近挂置环一端上升或下降的第一驱动件,所述挂置架的底端四角处均设置有万向轮。
21、通过采用上述技术方案,h型钢在输送过程中,通过挂置架和挂置环对h型钢的末端进行吊置,且通过第一驱动件拉动挂置绳,使挂置环移动至合适的高度,避免h型钢过长,导致h型钢在输送过程中发生形变,同时通过牵引组件对h型钢牵引,使其向弯曲的反向牵引,初步调整h型钢的弯曲角度,使h型钢能够更好的传输,进而更好的完成焊接。
22、可选的,所述牵引组件包括牵引绳和连接套,所述牵引绳设置于所述机架上,所述连接套固定连接于牵引绳的一端,所述机架上设置有驱动牵引绳靠近连接套的一端向与h型钢弯曲方向相反的方向运动的第二驱动件。
23、通过采用上述技术方案,连接套套设于h型钢上后,通过第二驱动件拉动牵引绳,从而带动连接套与h型钢弯曲方向相反的方向运动,使h型钢恢复直线状态,以便于进行对h型钢进行输送和焊接。
24、本技术提供的一种t肋装焊一体机的使用方法,采用如下的技术方案:
25、t肋装焊一体机的使用方法,包括如下步骤:
26、步骤一:安装h型钢,将h型钢放置于机架上,通过传输机构驱动h型钢进行传输;
27、步骤二:通过校准机构对h型钢进行夹紧,保证h型钢在输送过程中位于同一轴线上;
28、步骤三:通过调节机构对h型钢的末端进行挂置和牵引,使弯曲的h型钢恢复呈直线状态;
29、步骤四:通过焊接机构对传输过程中的h型钢的连接缝处进行焊接,完成h型钢的加工。
30、综上所述,本技术包括以下至少有益技术效果:
31、1.将初步成型的h型钢放置于机架上后,通过传输机构驱动h型钢在机架上运动,机架上的焊接机构对运动过程中的h型钢上的连接缝进行焊接,校准机构对h型钢进行夹紧,保证h型钢在输送过程中位于同一轴线上,调节机构对h型钢的末端进行挂置和牵引,使弯曲的h型钢恢复呈直线状态,使h型钢传输时更加稳定,从而提高h型钢的焊接效果和效率;
32、2.通过夹紧件从两侧对h型钢夹紧后,在提高h型钢输送过程的稳定性的同时,保证h型钢在机架上位于同一直线上,进而使焊接机构对h型钢焊接时,能够准确的对准h型钢上的焊接缝,提高h型钢的焊接效果;
33、3.当h型钢在输送过程中,通过挂置架和挂置环对h型钢的末端进行吊置,且通过第一驱动件拉动挂置绳,使挂置环移动至合适的高度,避免h型钢过长,导致h型钢在输送过程中发生形变,同时通过牵引组件对h型钢牵引,使其向弯曲的反向牵引,初步调整h型钢的弯曲角度,使h型钢能够更好的传输,进而更好的完成焊接。
- 还没有人留言评论。精彩留言会获得点赞!