钢制蜗杆与塑料蜗轮同步加工精整装置及方法与流程
1.本发明涉及蜗轮蜗杆加工技术领域,特别涉及一种钢制蜗杆与塑料蜗轮同步加工精整装置及方法。
背景技术:
2.蜗轮蜗杆传动机构常用来传递两交错轴之间的运动和动力,塑料斜齿轮和钢制蜗杆传动是将蜗轮用塑料斜齿轮代替。塑料斜齿轮的制造相对蜗轮更加简单,钢制蜗杆和钢制螺旋杆形状相似,也可以采取螺旋杆的加工方法。
3.在现有的蜗轮蜗杆加工方式中,传统方式为单独对蜗杆进行粗车加工和精车加工,以及根据蜗杆蜗轮啮合参数要求单独对蜗轮进行加工,此方式加工的蜗轮蜗杆精度较低,使用时振动较大;作为另一改进的方案,现有公开号为cn2022109283015的中国专利,公开了塑料斜齿轮精整机及精整方法,可以模拟塑料斜齿轮
‑‑
钢制蜗杆的传动工况,对塑料斜齿轮进行跑合精整,提高其表面光洁度,使其达到预期的加工精度;所述精整机包括滑台底座、钢制蜗杆和两个齿轮进给滑台;两个齿轮进给滑台之间连接有双向丝杠装置。上述专利虽然能够解决蜗轮蜗杆精度较低,使用时振动较大的问题,实现塑料斜齿轮安装到实际使用的设备上时提供稳定的传动,且能够实现对塑料斜齿轮进行跑合精整;但依旧是采用单独对塑料斜齿轮进行精整加工方式,精整加工时仍需要将精车加工完后钢制蜗杆安装至设备上进行后续加工工序,无法实现蜗杆和蜗轮进行同步精车加工和精整加工,导致在实际生产过程中的工作效率较低。
技术实现要素:
4.本发明的目的在于提供钢制蜗杆与塑料蜗轮同步加工精整装置及方法,用以克服现有技术中存在的上述问题。本发明的钢制蜗杆与塑料蜗轮同步加工精整装置及方法能实现蜗杆粗加工后的精车加工与蜗轮精整加工同步进行,利用程序控制实现对钢制蜗杆的车削加工,无需独立对蜗杆和蜗轮进行加工,能够解决多设备占地空间大的问题,通过本发明的装置即可实现多工件一机生产制造,有效降低设备成本,另外在加工的同时进行跑合精整,有效提高生产制造效率,提高加工精度。
5.为解决上述技术问题,本发明公开了钢制蜗杆与塑料蜗轮同步加工精整装置,包括机架,所述机架上设有用于加工钢制蜗杆的蜗杆加工机构和用于加工塑料蜗轮的蜗轮加工机构;所述机架的两端分别设有卡盘组件和顶尖组件,所述蜗杆的两端在加工时分别与所述卡盘组件和所述顶尖组件配合连接;所述机架上设有用于所述蜗杆加工机构和所述蜗轮加工机构滑动调节的滑台底座,所述蜗杆加工机构通过加工底座可滑动调节地设于所述加工底座上,所述蜗轮加工机构通过加工台可滑动调节地设于所述滑台底座上;所述蜗杆加工机构包括固定设于所述加工底座上的车刀组件,所述蜗轮加工机构包括可滑动设于所述加工台上的蜗轮滑台以及固定设于所述蜗轮滑台上的加热盘,所述蜗轮在加工时置于所述加热盘内;所述加热盘和所述车刀组件分别置于所述蜗杆的两侧;加工时,首先所述车刀
组件对蜗杆工件进行车削粗加工,然后通过加热盘对蜗轮工件加热并使粗加工后的蜗杆工件与蜗轮工件啮合,同步进行对蜗杆工件的精加工以及对蜗轮工件的跑合精整加工。
6.本发明技术方案较现有技术的优点在于:通过蜗杆加工机构和蜗轮加工机构能够分别对钢制蜗杆和塑料蜗轮实现加工,卡盘组件和所述顶尖组件的设置能够将蜗杆限位转动在机架上使车刀组件实现对蜗杆的粗加工;另外加热盘的设置能够实现对塑料蜗轮进行局部加热软化,满足蜗杆与蜗轮之间的啮合以及同步精车精整加工,整体结构设置只需一个设备即可实现对蜗杆和蜗轮的同步加工,生产效率高,生产操作更为方便,同时通过蜗杆和蜗轮同步的精车加工以及精整加工能够提高产品的精度,使其在使用时震动更小。
7.进一步的,所述滑台底座包括:滑杆和滑块;所述滑杆的两端别分与所述卡盘组件和所述顶尖组件配合连接,所述滑块滑动设于所述滑杆上且所述滑块通过固定设于所述机架上的第一驱动电机驱动实现在所述滑杆上的滑动调节,实现对蜗杆加工中车刀沿蜗杆轴向的往返运动。
8.本发明技术方案通过所述滑杆和滑块的设置以及结合所述第一驱动电机的驱动设置能够对所述蜗轮加工机构和蜗杆加工机构进行位置调节,通过外部程序控制能够实现程序机械化操作,使加工过程中的精度更高。
9.进一步的,所述车刀组件包括:车刀和车刀盘架;所述车刀盘架固定设于所述加工底座上,所述车刀设于所述车刀盘架上并在加工时实现对蜗杆工件的进行车削加工。
10.本发明技术方案中所述车刀和所述刀盘架的设置能够实现对钢制蜗杆的粗车加工以及精车加工,实现在同一设备上完成对蜗杆和蜗轮的加工,整体的结构简单,操作使用方便。
11.进一步的,所述加工底座的一侧设有作用于所述加工台的第二驱动电机以及作用于所述加工底座的第三驱动电机,所述第三驱动电机的驱动端与所述滑台底座连接,所述第三驱动电机的安装端固定设于所述加工底座上;加工调节时,所述第三驱动电机驱动所述加工底座在垂直于所述蜗杆的方向上活动,所述第二驱动电机驱动所述加工台在垂直于所述蜗杆的方向上活动。
12.由此,第三驱动电机独立控制加工底座,第二驱动电机独立控制加工台,分别控制加工底座上的车刀组件进给量以及蜗轮加工的进给量,实现对蜗轮蜗杆同步加工过程中的分段式进给加工,使加工精度较高,实现加工完成后使用时的振动更小。
13.进一步的,所述加工台上固定设有第四驱动电机,所述第四驱动电机的输出端与连接螺杆连接,所述连接螺杆的两端分别通过两侧的蜗轮滑台和所述加热盘连接用于驱动加热盘的向外开启或向内闭合。在此结构中,第四驱动电机的设置能够控制蜗轮滑台带动加热盘进行开合工作,方便用户对蜗轮工件进行安装或拆卸,使用方便。
14.进一步的,所述加工台上设有悬臂梁支柱和悬臂梁,所述悬臂梁的一端可活动调节地设于所述悬臂梁支柱的上端,所述悬臂梁支柱的下端固定设于所述加工台上;所述悬臂梁支柱上设有用于调节所述悬臂梁的第五驱动电机。
15.本发明技术方案中所述悬臂梁和所述悬臂梁支柱能够对蜗轮进行限位控制,设置在所述加工台上随着加工台进行同步移动,运行平稳,而且操作起来较为简单。
16.进一步的,所述悬臂梁的一端设有上蜗轮安装轴,所述蜗轮滑台内设有与所述上蜗轮安装轴对应的下蜗轮安装轴;加工时蜗轮工件的下部设于所述下蜗轮安装轴上转动,
所述上蜗轮安装轴通过定心尖可以实现上下两部分的同轴定心和对蜗轮工件的限位作用。本发明技术方案中所述上蜗轮安装轴和所述下蜗轮安装轴对蜗轮起到限位作用,所述定心尖能够减少与蜗轮的接触面积,减少摩擦阻力对加工影响。
17.进一步的,所述上蜗轮安装轴和所述下蜗轮安装轴上均设有安装轴承和安装轴压紧胶圈,所述上蜗轮安装轴上设有环式压力传感器;所述定心尖设于所述上蜗轮安装轴的一端,所述下蜗轮安装轴开设有与所述定心尖对应的定心孔。本发明技术方案通定心尖和定心孔对蜗轮进行转动下位,避免对蜗轮的磨损进而影响产品质量
18.进一步的,所述加工底座上设置有与所述加工台对应的止动传感器,所述悬臂梁上设置有振动传感器。
19.本发明技术中通过止挡传感器的设置能够对加工台起到限位保护的作用,所述振动传感器的设置能够在生产过程中实时查看振动值以判断是否达到加工要求,有效提高产品的生产质量。
20.本发明还公开了钢制蜗杆与塑料蜗轮同步加工精整方法,该方法采用钢制蜗杆与塑料蜗轮同步加工精整设备实现对钢制蜗杆与塑料蜗轮的同步加工精整;包括安装过程和加工过程,具体如下:安装过程:将蜗轮工件安装至蜗轮滑台的下蜗轮安装轴上,启动第五驱动电机驱动悬臂梁在悬臂梁支柱上向下移动使上蜗轮安装轴的定心尖插入所述下蜗轮安装轴的定心孔内,当达到环式压力传感器设定数值时,蜗轮工件安装完成;将蜗杆工件的一端通过卡盘组件卡爪固定,蜗杆工件另一端通过顶尖组件限位固定;加工过程:连接控制台,载入蜗杆加工程序,程序控制启动卡盘组件驱动钢制蜗杆工件转动,第三驱动电机驱动加工底座移动并使车刀组件向蜗杆工件方向做进给运动,同时第一驱动电机驱动滑台底座沿蜗杆轴向做往返运动,实现对蜗杆工件的粗车工作;启动加热盘对塑料蜗轮工件的外边缘进行加热软化,当塑料蜗轮达到软化温度后通过第二驱动电机驱动加工台向蜗杆工件方向进给使蜗轮与蜗杆啮合;其中,当蜗轮与蜗杆啮合时,车刀组件对蜗杆工件进行精车加工,同步蜗杆工件对蜗轮工件进行精整加工,并且依次进行车刀组件和加工台向蜗杆工件方向分段进给,最终达到中心距时,加工台压紧加工底座上的止动传感器,停止进给并关闭加热盘;当振动传感器监测到的振动值达到设定值时,认为精车和精整同步加工完成。
21.本发明技术方案中的方法在工件安装过程中将蜗杆和蜗轮安装在设备上即可开始加工,通过上下蜗轮安装轴能够对蜗轮工件进行限位,提高加工精度同时能够蜗轮在安装过程中进行转动,当加工完成后同步取下,方便用户拆装操作;加工过程中能够首先实现对蜗杆的粗加工,后同步实现蜗杆的精车加工以及蜗轮的精整加工,提高加工效率以及加工质量,通过设备传感器的设置能够实现加工完成后的自动停止,加工过程安全性更高。
附图说明
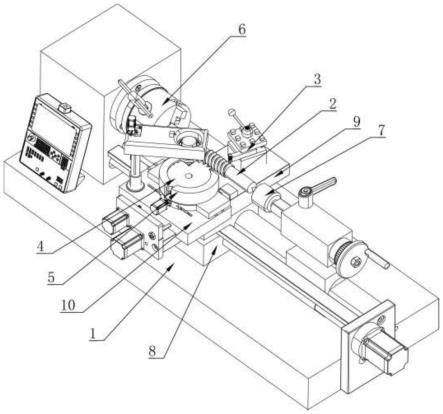
22.图1为本发明的钢制蜗杆与塑料蜗轮同步加工精整装置立体图;
23.图2为本发明的钢制蜗杆与塑料蜗轮同步加工精整装置俯视图;
24.图3为本发明的钢制蜗杆与塑料蜗轮同步精整加工装置除去机架和滑台底座的立体图;
25.图4为本发明的钢制蜗杆与塑料蜗轮同步加工精整装置除去机架和滑台底座的结构示意图;
26.图5为本发明的钢制蜗杆与塑料蜗轮同步加工精整装置蜗轮加工机构立体图;
27.图6为本发明的钢制蜗杆与塑料蜗轮同步加工精整装置上蜗轮安装轴和下蜗轮安装轴结构示意图;
28.其中:1为机架、2为蜗杆、3为蜗杆加工机构、4为蜗轮、5为蜗轮加工机构、6为卡盘组件、7为顶尖组件、8为滑台底座、801为滑块、802为滑杆、9为加工底座、10为加工台、11为车刀组件、1101为车刀、1102为刀盘架、12为蜗轮滑台、13为加热盘、1401为第一驱动电机、1402为第二驱动电机、1403为第三驱动电机、1404为第四驱动电机、1405为第五驱动电机、15为连接螺杆、1601为悬臂梁支柱、1602为悬臂梁、1701为上蜗轮安装轴、17011为安装轴承、17012为安装轴压紧胶圈、17013为环式压力传感器、17014为定心尖、1702为下蜗轮安装轴、17021为定心孔、18为止动传感器、19为振动传感器。
具体实施方式
29.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。以下没有详细说明的内容均属于本领域技术常识。
30.参阅图1~图6,钢制蜗杆与塑料蜗轮同步加工精整装置,包括机架1,机架1上设有用于加工钢制蜗杆2的蜗杆加工机构3和用于加工塑料蜗轮4的蜗轮加工机构5;机架1的两端分别设有卡盘组件6和顶尖组件7,蜗杆2的两端在加工时分别与卡盘组件6和顶尖组件7配合连接;机架1上设有用于蜗杆加工机构3和蜗轮加工机构5滑动调节的滑台底座8,蜗杆加工机构3通过加工底座9可滑动调节地设于滑台底座8上,蜗轮加工机构5通过加工台10可滑动调节地设于加工底座9上;蜗杆加工机构3包括固定设于加工底座9上的车刀组件11,蜗轮加工机构5包括可滑动设于加工台10上的蜗轮滑台12以及固定设于蜗轮滑台12上的加热盘13,蜗轮4在加工时置于加热盘13内;加热盘13和车刀组件11分别置于蜗杆2的两侧;加工时,首先车刀组件11对蜗杆工件进行车削粗加工,然后通过加热盘13对蜗轮工件加热并使粗加工后的蜗杆工件与蜗轮工件啮合,同步进行对蜗杆工件的精加工以及对蜗轮工件的跑合精整加工。
31.由此,通过蜗杆加工机构3和蜗轮加工机构5能够分别对钢制蜗杆2和塑料蜗轮4实现加工,卡盘组件6和顶尖组件7的设置能够将蜗杆2限位转动在机架1上使车刀组件11实现对蜗杆2的粗加工;另外加热盘13的设置能够实现对塑料蜗轮4进行局部加热软化,由于蜗轮5是尼龙材质,在经过加热后,具有流动性,可挤压定型,在蜗杆的不断精整过程中,蜗轮不断塑形,满足蜗杆2与蜗轮4之间的啮合以及同步精车精整加工,整体结构设置只需一个设备即可实现对蜗杆2和蜗轮4的同步加工,生产效率高,生产操作更为方便,同时通过蜗杆2和蜗轮4同步的精车加工以及精整加工能够提高产品的精度,使其在使用时震动更小。
32.参阅图2、图3和图4,在具体实施例中,滑台底座8包括:滑块801和滑杆802;滑杆802的两端别分与卡盘组件6和顶尖组件7配合连接,滑块801滑动设于滑杆802上且滑块801通过固定设于机架1上的第一驱动电机1401驱动实现在滑杆802上的滑动调节。
33.由此,卡盘组件6为三爪卡盘,第一驱动电机1401设于机架1靠近顶尖组件7的一侧,通过滑杆802和滑块801的设置以及结合第一驱动电机1401的驱动设置能够对蜗轮加工机构3和蜗杆加工机构5进行位置调节,通过外部程序控制能够实现程序机械化操作,使加
工过程中的精度更高。
34.参阅图2,在具体实施例中,车刀组件11包括:车刀1101和车刀盘架1102;车刀盘架1102固定设于加工底座9上,车刀1101设于车刀盘架1102上并在加工时实现对蜗杆工件的车削。
35.由此,车刀盘架1102通过旋转螺栓设置在机架1上,能够通过调节旋转螺栓来对车刀盘架1102的角度进行调整,以满足不同角度的车刀1101对蜗杆的车削需求,车刀1101和刀盘架1102的设置能够实现对钢制蜗杆3的粗车加工以及精车加工,实现在同一设备上完成对蜗杆3和蜗轮5的加工,整体的结构简单,操作使用方便。
36.参阅图2,在具体实施例中,加工底座9的一侧设有作用于加工台10的第二驱动电机1402以及作用于加工底座9的第三驱动电机1403,第三驱动电机1403的驱动端与滑台底座8连接,第三驱动电机1403的安装端固定设于加工底座9上;加工调节时,第三驱动电机1403驱动加工底座9在垂直于蜗杆2的方向上活动,第二驱动电机1402驱动加工台10在垂直于蜗杆2的方向上活动。
37.由此图3和图4,第三驱动电机1403独立控制加工底座9,第二驱动电机1402独立控制加工台10,分别控制加工底座9上的车刀组件11进给量以及蜗轮加工的进给量,实现对蜗轮蜗杆同步加工过程中的分段式进给加工,使加工精度较高,实现加工完成后使用时的振动更小。
38.参阅图4,在具体实施例中,加工台10上固定设有第四驱动电机1404,加工台10上固定设有第四驱动电机1404,第四驱动电机1404的输出端与连接螺杆15连接,连接螺杆15的两端分别通过两侧的蜗轮滑台12和加热盘13连接用于驱动加热盘13的向外开启或向内闭合。由此,第四驱动电机1404的设置能够控制蜗轮滑台12带动加热盘进行开闭调节,方便用户对蜗轮的安装和拆卸。
39.参阅图3、图4和图5,在具体实施例中,加工台10上设有悬臂梁支柱1601和悬臂梁1602,悬臂梁1602的一端可活动调节地设于悬臂梁支柱1601的上端,悬臂梁支柱1601的下端固定设于加工台10上;悬臂梁支柱1601上设有用于调节悬臂梁1602的第五驱动电机1405。
40.由此,悬臂梁1602和悬臂梁支柱1601能够对蜗轮5进行限位控制,设置在加工台10上随着加工台10进行同步移动,运行平稳,而且操作起来较为简单。
41.参阅图4、图5和图6,在具体实施例中,悬臂梁1602的一端设有上蜗轮安装轴1701,蜗轮滑台12内设有与上蜗轮安装轴1701对应的下蜗轮安装轴1702;加工时蜗轮工件的下部设于下蜗轮安装轴1702上转动,上蜗轮安装轴1701通过定心尖17014可以实现上下两部分的同轴定心和对蜗轮工件的限位作用。由此,上蜗轮安装轴1701和下蜗轮安装轴1702对蜗轮起到限位作用,定心尖17014能够减少与蜗轮5的接触面积,减少摩擦阻力对加工影响。
42.参阅图4、图5和图6,在具体实施例中,上蜗轮安装轴1701和下蜗轮安装轴1702上均设有安装轴承17011和安装轴压紧胶圈17012,上蜗轮安装轴1701上设有环式压力传感器17013;定心尖17014设于上蜗轮安装轴1701的一端,下蜗轮安装轴1702开设有与定心尖17014对应的定心孔17024。由此,通定心尖17014和定心孔17024对蜗轮进行转动下位,避免对蜗轮5的磨损进而影响产品质量。
43.参阅图3,在具体实施例中,加工底座9上设置有与加工台10对应的止动传感器18,
悬臂梁1602上设置有振动传感器19。
44.由此,通过止挡传感器18的设置能够对加工台10起到限位保护的作用,振动传感器19的设置能够在生产过程中实时查看振动值以判断是否达到加工要求,有效提高产品的生产质量。
45.本实施例钢制蜗杆与塑料蜗轮同步加工精整装置通过设置的蜗轮加工机构和蜗杆加工机构对蜗杆进行粗加工后同步进行蜗杆的精加工以及蜗轮的精整加工,并且可以同时进行跑合精整,提高加工效率;另外本实施例通过同步加工蜗杆和蜗轮,无需另外增加设备分别对蜗杆和蜗轮进行加工,实现工件一机生产制造,有效降低设备成本,减少空间的占用。
46.钢制蜗杆与塑料蜗轮同步加工精整方法,该方法采用钢制蜗杆与塑料蜗轮同步加工精整设备实现对钢制蜗杆与塑料蜗轮的同步加工精整;包括安装过程和加工过程。
47.具体参数如下:塑料蜗杆,材料为pa66尼龙,模数m=2,齿顶高系数1,顶隙系数0.25,齿根圆角半径系数0.38,理论中心距58mm,斜齿轮节圆直径86mm,斜齿轮外圆直径90mm,齿根圆直径81mm。钢制蜗杆,头数1,蜗杆分度圆直径30mm,齿顶圆直径34mm,齿根圆直径25mm,节圆直径30mm。
48.具体方法如下:安装过程:将蜗轮工件安装至蜗轮滑台12的下蜗轮安装轴1702上,启动第五驱动电机1405驱动悬臂梁1602在悬臂梁支柱1601上向下移动使上蜗轮安装轴1701的定心尖17014插入下蜗轮安装轴1702的定心孔17024内,当达到环式压力传感器17013设定数值时,蜗轮工件安装完成;将蜗杆工件的一端通过卡盘组件6卡爪固定,蜗杆工件另一端通过顶尖组件7限位固定;加工过程:连接控制台,载入蜗杆加工程序,程序控制启动卡盘组件6驱动钢制蜗杆工件转动,第三驱动电机1403驱动加工底座9移动并使车刀组件11向蜗杆工件方向做进给运动,同时控制第一驱动电机1401驱动滑台底座8沿蜗杆轴向做往返运动,实现对蜗杆进行粗加工;启动加热盘13对塑料蜗轮工件的外边缘进行加热软化,当塑料蜗轮达到软化温度后通过第二驱动电机1402驱动加工台10向蜗杆工件方向进给使蜗轮与蜗杆啮合;其中,当蜗轮与蜗杆啮合时,车刀组件11对蜗杆工件进行精车加工,同步蜗杆工件对蜗轮工件进行精整加工,并且依次进行车刀组件11和加工台10向蜗杆工件方向分段进给,最终达到中心距时,加工台10压紧加工底座9上的止动传感器18,停止进给并关闭加热盘;当振动传感器19监测到的振动值达到设定值时,认为精车和精整同步加工完成。
49.本实施例中的方法首先实现对蜗杆的粗加工,后通过加工底座和加工台的进给量控制对蜗杆进行精车加工以及对蜗轮进行精整加工,加工方法简单,蜗轮和蜗杆的同步精加工有效提高了加工效率,并且进行跑合精整,振动传感器的振动值控制使蜗轮蜗杆工作时的振动小,啮合稳定性高。
50.以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1