用于修整环部件的轮廓的系统和方法与流程
本公开涉及用于修整环部件的轮廓的系统和方法。
背景技术:
1、可使用诸如轮廓辊轧成形工艺或垂直辊轧成形工艺的成形工艺来限定部件上的外形。在一个示例中,可使用成形工艺来限定诸如衬垫、密封件等环形部件上的外形。在一些示例中,环形部件可与气体涡轮引擎相关联。例如,该环形部件可包括防磨损衬垫、级间密封件、隔热罩、护罩等。对于环形部件,该外形可对应于被限定在环形部件的外圆周表面、内圆周表面或者内外圆周表面两者上的形状。
2、当正在通过轮廓辊轧成形工艺制造环形部件时,可使用串联布置的多个辊组以在金属带上获得期望的外形。在形成期望的外形之后,可使金属带弯曲以形成环形结构。随后,可焊接金属带的相对两端以形成环形部件。在一些示例中,期望的外形可具有复杂的和/或错综的形状,这在金属带的焊接过程中可能存在挑战。更具体地,由于在金属片中产生了不利于焊接的弯曲或特征,因此期望的外形的复杂的和/或错综的形状可能无法为焊头提供足够的空间来接近期望的外形以焊接相对的两端。
3、另外,使用垂直辊轧成形工艺制造环形部件的工艺通常可包括在增添外形之前弯曲金属带以形成环形结构。此外,可焊接金属带的相对两端以形成环形部件。随后,可使用第一辊组来限定环形部件上的第一外形。另外,可在辊轧阶段期间或在已经达到最终形状之后使环形部件经受热处理工艺以减轻应力并且增加延展性。例如,可在使用热处理工艺通过第一辊组形成第一外形之后使环形部件退火。然后将环形部件从垂直辊轧成形机中取出,并且使用具有不同于第一辊组的外形的第二辊组替换第一辊组。然后将环形部件替换到垂直辊轧成形机上,并且使用第二辊组来限定环形部件上的第二外形。这之后可进行另一个热处理工艺,并且使用另外的替换辊组进行进一步的外形修整,直到在环形部件上限定了期望的外形。因此,在传统的垂直辊轧成形工艺中,可能必须重复地从垂直辊架或装置上移除和安装环形部件,这可能增加与环形部件的制造相关联的时间和成本。
技术实现思路
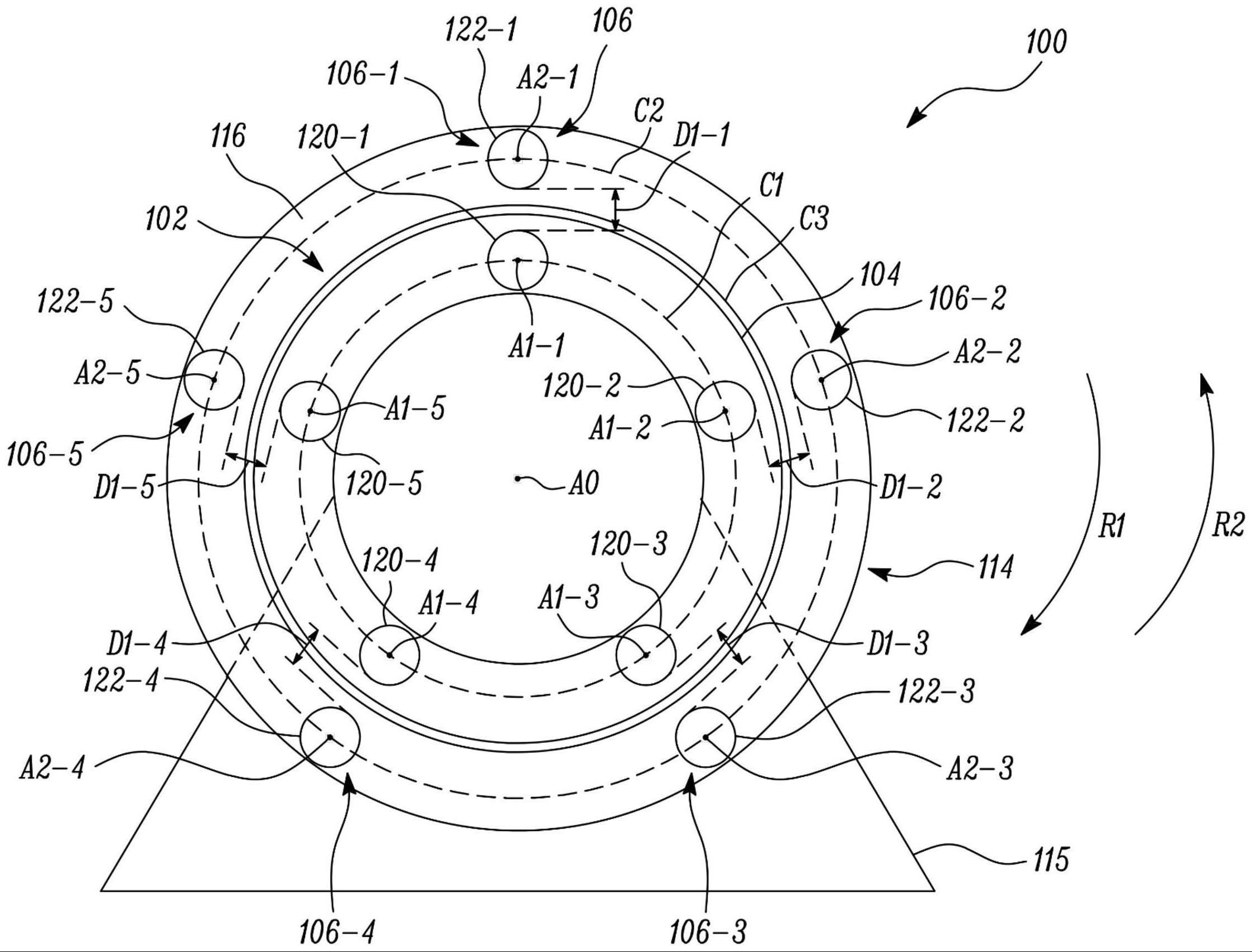
1、在第一方面,提供了一种用于修整环部件的轮廓的系统,该系统包括:框架;多个成形辊组,该多个成形辊组安装到框架,该多个成形辊组中的每个成形辊组包括内成形辊和外成形辊,该成形辊组围绕系统轴线布置,使得在使用时,环部件在每个成形辊组的内成形辊和外成形辊之间通过,其中每个内成形辊被构造成围绕其相应的内成形辊轴线旋转,并且每个外成形辊被构造成围绕其相应的外成形辊轴线旋转,内成形辊轴线比外成形辊轴线更靠近系统轴线,内成形辊和外成形辊在至少接合构型与脱离构型之间是可调节的,其中,当处于接合构型时,每个成形辊组的内成形辊和外成形辊在它们之间的空间中限定成形辊组外形,使得在与环部件接合时,每个成形辊组被构造成基于成形辊组的成形辊组外形在环部件上形成外形,至少两个成形辊组的成形辊组外形彼此不同;和致动单元,该致动单元可操作地联接到该多个成形辊组,其中该致动单元被构造成控制多个成形辊组的内成形辊和外成形辊的构型,以便控制多个成形辊组与环部件的接合和脱离的时机,其中该致动单元被进一步构造成接合成形辊组中的每个成形辊组以便在环部件的至少360度上形成每个成形辊组外形,并且其中每个成形辊组与环部件的接合的时机相对于其他成形辊组中的每个成形辊组错开。
2、本文所述的用于修整环部件的轮廓的系统可结合轮廓辊轧成形工艺和垂直辊轧成形工艺的优点。该系统更具成本效益,并且减少了制造环部件所需的时间。另外,可在修整环部件的轮廓之前焊接环部件。因此,由该系统制造的环部件可包括任何复杂的和/或错综的外形,因为在环部件上形成外形之后不需要焊接。此外,本文所述的系统消除了对于热处理工艺频繁移除环部件的需求并且允许替换辊组,因为多个成形辊组可被布置成使得成形辊组可使用相同的一个垂直辊系统来施加多个外形,并且约束环部件的材料以避免回弹。
3、在一些实施方案中,该致动单元被构造成通过改变成形辊组的内成形辊与外成形辊之间的距离来控制每个成形辊组的接合和脱离。
4、在一些实施方案中,多个成形辊组包括第一成形辊组,该第一成形辊组包括第一成形辊组外形。另外,多个成形辊组包括与第一成形辊组相邻并且包括最终成形辊组外形的最终成形辊组。此外,多个成形辊组包括一个或多个中间成形辊组,该一个或多个中间成形辊组围绕第一成形辊组与最终成形辊组之间的圆的周边设置。每个中间成形辊组包括中间成形辊组外形。第一成形辊组、中间成形辊组和最终成形辊组的布置可约束环部件的材料,这继而在对环部件的轮廓进行修整期间可消除环部件的材料的回弹。
5、在一些实施方案中,致动单元被进一步构造成在使多个成形辊组中的其他成形辊组与环部件脱离的同时,使第一成形辊组与环部件接合。致动单元被进一步构造成在使第一成形辊组与环部件接合的同时,使一个或多个中间成形辊组相继地与环部件接合。致动单元被进一步构造成在使第一成形辊组和一个或多个中间成形辊组与环部件接合的同时,使最终成形辊组与环部件接合。致动单元被进一步构造成在使最终成形辊组和一个或多个中间成形辊组与环部件接合的同时,使第一成形辊组与环部件脱离。致动单元被进一步构造成在使第一成形辊组与环部件脱离之后并且在使最终成形辊组与环部件接合的同时,使一个或多个中间成形辊组相继地与环部件脱离。致动单元被进一步构造成在一个或多个中间成形辊组与环部件脱离之后使最终成形辊组脱离。因此,本文所述的致动单元可允许成形辊组的选择性接合和/或脱离,这可允许对外形的形状的形成进行精确控制。
6、在一些实施方案中,致动单元被进一步构造成在形成有前一相邻成形辊组的成形辊组外形的环部件的一部分通过至少一个中间成形辊组之后,使至少一个中间成形辊组与环部件接合。致动单元被进一步构造成在形成有相邻中间成形辊组的中间成形辊组外形的环部件的一部分通过最终成形辊组之后,使最终成形辊组与环部件接合。在由前一相邻的成形辊组形成的环部件的一部分通过之后接合特定的成形辊组的技术可确保外形的形状的逐渐变化,并且还可确保环部件的每个部分包括该外形。另外,这可确保由最终成形辊组形成的环部件的一部分不与由第一成形辊组形成的环部件的一部分相邻,从而防止环部件的形状的任何突然变化。此外,成形辊组以不同时间间隔的接合和脱离可确保环部件的整个圆周包括外形。
7、在一些实施方案中,致动单元被进一步构造成至少在环部件的整个圆周已经形成有对应的成形辊组之后使每个成形辊组与环部件脱离。该技术可确保在环部件的整个圆周表面上形成外形。重要的是需注意,这并不意味着环部件的整个圆周在任何时刻都必须具有相同的一种外形,而是指环部件的每个部分已经在工艺期间中的某点处被形成为特定的外形。这将是显而易见的,因为在一些实施方案中,环部件将在单次旋转期间经历多个外形修整阶段,这意味着,虽然环部件的每个部分将在该工艺期间已经具有施加到其上的每个外形,但在任何给定时刻,环部件的不同部分将具有施加到其上的不同外形,如将解释的。
8、在一些实施方案中,多个成形辊组的成形辊组外形彼此不同。
9、在一些实施方案中,系统还包括一个或多个非成形辊组,该一个或多个非成形辊组被构造成选择性地与环部件接合和脱离。该致动单元被进一步构造成至少在多个成形辊组中的至少一个成形辊组与环部件接合的同时,使一个或多个非成形辊组与环部件接合。非成形辊组可为环部件提供支撑,并且还可减小环部件回弹的可能性。
10、在一些实施方案中,系统还包括设置在多个成形辊组中的至少两个成形辊组之间的加热元件。该加热元件被构造成对设置在至少两个成形辊组之间的环部件的一部分进行局部加热。该加热元件可用于在成形期间增加环形部件的温度,这将导致延展性和可成形性的增加。此外,加热元件可消除在对环部件的轮廓进行修整期间针对热处理工艺频繁移除环部件的需要。
11、在第二方面,提供了一种用于修整环部件的轮廓的方法。该方法包括提供多个成形辊组。该多个成形辊组中的每个成形辊组包括被构造成围绕内成形辊轴线旋转的内成形辊和被构造成围绕外成形辊轴线旋转的外成形辊。该成形辊组围绕系统轴线布置,使得环部件可在每个成形辊组的内成形辊与外成形辊之间通过。内成形辊轴线比外成形辊轴线更靠近系统轴线。每个成形辊组在至少接合构型与脱离构型之间是可调节的。当处于接合构型时,内成形辊和外成形辊在它们之间的空间中限定成形辊组外形,使得在与环部件接合时,每个成形辊组被构造成基于成形辊组的成形辊组外形在环部件上形成外形。至少两个成形辊组的成形辊组外形彼此不同。该方法也包括使多个成形辊组选择性地与环部件接合。该方法还包括使多个成形辊组选择性地与环部件脱离。该方法包括至少在每个成形辊组与环部件接合的同时选择性地旋转每个成形辊组,以便在环部件的至少360度上形成每个成形辊组外形,每个成形辊组与环部件的接合的时机相对于其他成形辊组中的每个成形辊组错开。
12、在一些实施方案中,该方法还包括在使多个成形辊组中的其他成形辊组与环部件脱离的同时,使多个成形辊组中的第一成形辊组与环部件接合。该第一成形辊组包括第一成形辊组外形。该方法还包括在使第一成形辊组与环部件接合的同时,使多个成形辊组中的一个或多个中间成形辊组相继地与环部件接合。每个中间成形辊组包括中间成形辊组外形。该方法还包括在使第一成形辊组和一个或多个中间成形辊组与环部件接合的同时,使多个成形辊组中的最终成形辊组与环部件接合。该多个成形辊组中的一个或多个中间成形辊组周向地设置在第一成形辊组与最终成形辊组之间。该最终成形辊组包括最终成形辊组外形。该方法还包括在使最终成形辊组和一个或多个中间成形辊组与环部件接合的同时,使第一成形辊组与环部件脱离。该方法还包括在使第一成形辊组与环部件脱离之后并且在使最终成形辊组与环部件接合的同时,使一个或多个中间成形辊组相继地与环部件脱离。该方法还包括在使一个或多个中间成形辊组与环部件脱离之后使最终成形辊组脱离。
13、在一些实施方案中,使一个或多个中间成形辊组与环部件接合还包括在形成有前一相邻成形辊组的成形辊组外形的环部件的一部分通过至少一个中间成形辊组之后,使至少一个中间成形辊组与环部件接合。另外,使最终成形辊组与环部件接合还包括在形成有相邻中间成形辊组的中间成形辊组外形的环部件的一部分通过最终成形辊组之后,使最终成形辊组与环部件接合。
14、在一些实施方案中,该方法还包括至少在环部件的整个圆周形成有对应的成形辊组之后使每个辊组脱离。
15、在一些实施方案中,该方法还包括至少在多个成形辊组中的至少一个成形辊组与环部件接合的同时,使一个或多个非成形辊组选择性地与环部件接合。
16、在一些实施方案中,该方法还包括使多个成形辊组选择性地与环部件接合,使得环部件在修整轮廓期间被约束并且不回弹。
17、在一些实施方案中,该方法还包括对设置在多个成形辊组中的至少两个成形辊组之间的环部件的一部分进行局部加热。
18、在一些实施方案中,该方法还包括将多个成形辊组活动地安装到框架。
19、本公开可涉及对不同环部件或环状部件的轮廓进行修整。在一些示例中,环部件可与气体涡轮引擎相关联。例如,环部件可包括防磨损衬垫、诸如级间密封件的密封件、隔热罩、护罩等。
- 还没有人留言评论。精彩留言会获得点赞!