用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装的制作方法
本发明涉及普通小功率无刷电机部件,尤其涉及一种用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装。
背景技术:
1、大部分小功率电机的定子铁心是由薄硅钢片冲压成特定形状后(大致圆环状),经过叠装、压紧、焊接等工序制成。一个焊接成型的定子铁心可能需要几百张薄硅钢片,其平行度、垂直度、硅钢片重合度都会对电机整机参数造成很大影响,因此精度要求极高。更有斜槽式定子铁心,即相邻的硅钢片要旋转特定角度后叠装(小于10°),其制成的电机整机性能参数更加优秀,但是生产加工难度更高。
2、传统定子铁心的制造工装一般是利用手摇型三爪或四爪定心卡盘,上面装配上模具,再辅以厚钢板。使用时将特定数量的硅钢片套在模具上,然后从上方用厚钢板和粗螺栓加压压紧硅钢片。模具上有卡槽用于定位硅钢片保证重合度;卡盘底座和厚钢板的平行保证定子铁心的平行度;模具的定位面用于保证垂直度。这种方式的工装原理简单但是精度难以保证。有一致命问题就是模具撑开后垂直度难以保证,致使高度方向远离卡盘的硅钢片受到模具给予的定位力会线性减弱,同时模具也易形变,致使完全失去精度。而且针对斜槽式定子铁心,只能通过模具上制造螺旋线式卡槽,制造难度大,精度难以保证,且不实用;并且传统定子铁心工装定位完全靠人力,生产效率低下,安全性差。
技术实现思路
1、针对上述的不足,本发明提供了一种用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装,精度可靠,操作方便,可以适配斜槽式定子铁心,解决了现有技术中存在的问题。
2、本发明所采用的技术方案是:
3、一种用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装,包括:
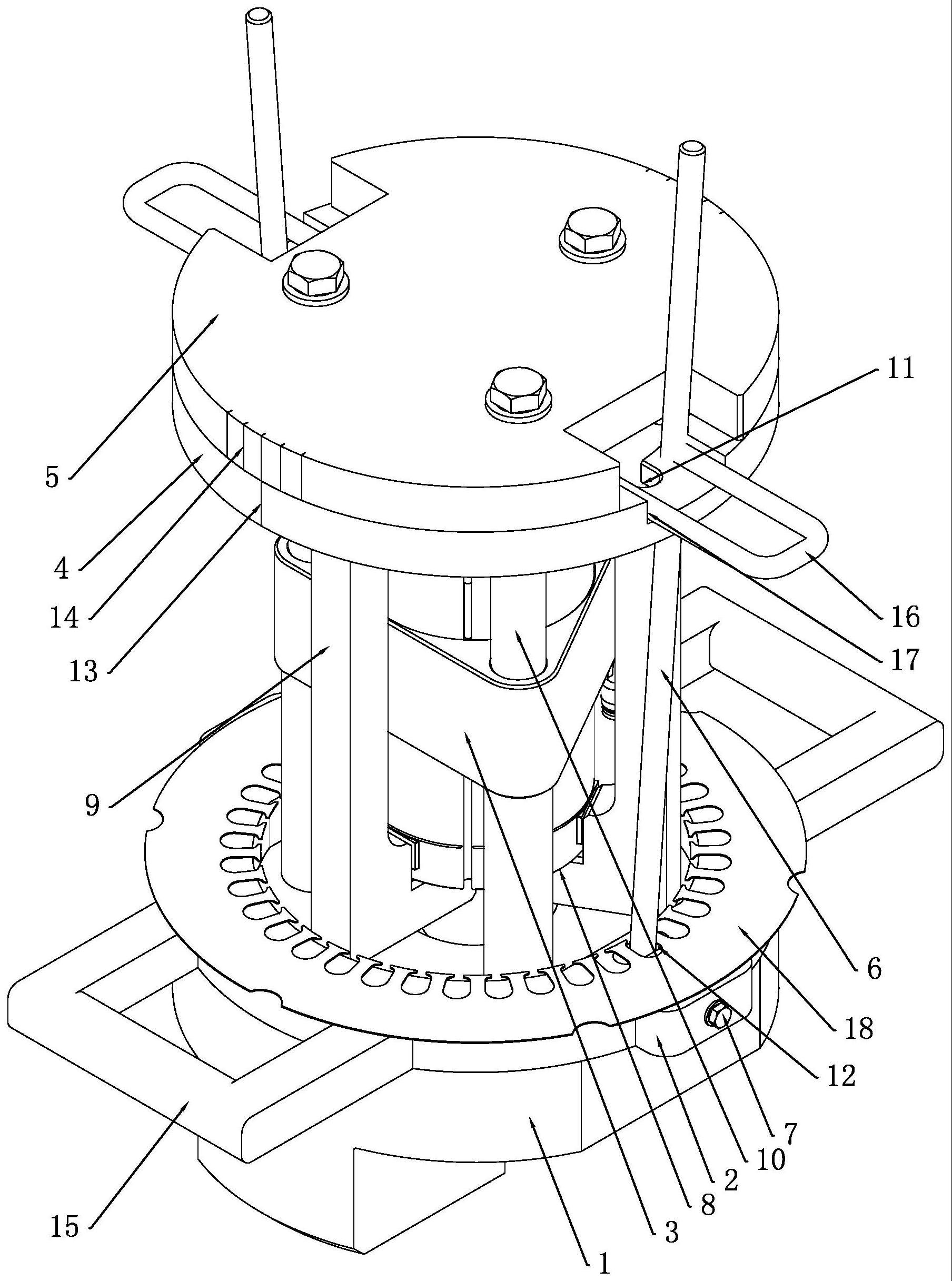
4、工作台,用于支撑放置定子铁心,在工作台下方设置底座,在工作台两相对侧经螺纹紧固件可拆卸的装配导杆;导杆沿螺纹紧固件轴向具备转动幅度,导杆的顶端向上穿出工作台顶面设置;
5、调正机构,对应所述工作台中部设置并装配于所述底座上,用于对堆叠的硅钢片实现垂直度调节;
6、旋转压盘,装配于工作台上方的调正机构外侧,在旋转压盘上对应所述导杆设置通槽,导杆的顶端穿出所述通槽设置;
7、压盖,设于所述旋转压盘上方,经螺栓与调正机构的顶部装配相连;在压盖和旋转压盘的外侧壁上对应设置刻度线。
8、进一步地,所述调正机构包括三角平台,在三角平台中部设置气动卡盘及与气动卡盘相连的卡爪,卡爪经气动卡盘驱动沿三角平台中心向外侧同步水平移动;在三角平台各角处套接导柱,导柱的底部与所述底座装配。
9、进一步地,所述压盖经螺栓与所述导柱的顶部装配固定。
10、进一步地,卡爪的外侧壁两侧呈倒角设置;卡爪的外侧壁呈弧面设置。
11、进一步地,在工作台上两相对侧设置两通孔,各导杆的底部向下穿至通孔内设置,导杆底部经导杆定位螺栓与工作台可拆卸的装配相连。
12、进一步地,所述通槽内径大于导杆外径设置;工作初始,两导杆处于竖直状态。
13、进一步地,在旋转压盘转动并推动导杆转动前,调节旋转压盘空转至两导杆在各自通槽内分别与通槽一侧的侧壁相抵;且两导杆与各自所在的通槽内相抵的侧壁在旋转压盘上呈轴对称。
14、进一步地,在旋转压盘和压盖外侧对应设置初始刻度线,在压盖上的初始刻度线两侧分别设置转角刻度线;在旋转压盘和压盖上的初始刻度线对齐时,导杆处于竖直状态,且两导杆在各自所在的通槽内与通槽的一侧的侧壁相抵;在旋转压盘转动至其上初始刻度线与压盖上的转角刻度线对齐时,旋转压盘带动两导杆沿螺纹紧固件实现一定幅度倾斜转动。
15、进一步地,转角刻度线的刻度间隔对应的周向转角为2°-4°;转角刻度线在初始刻度线两侧分别设置两条。
16、进一步地,所述工作台为圆盘状工作台,在工作台外侧设置提手;在旋转压盘上设置扶手。
17、进一步地,在旋转压盘上的通槽外侧设置凹台,所述扶手的一端固定于凹台内侧壁上;在压盖上对称设置两缺口,导杆的顶部穿出所述缺口设置。
18、进一步地,所述螺纹紧固件为紧固螺栓或紧固螺钉。
19、本发明的有益效果:
20、本发明用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装能够方便的用于斜槽式定子铁心的叠装、压紧、焊接,方便在堆叠的定子铁心上形成斜槽,避免了现有模具上制造螺旋线式卡槽的制造难度和精度,实用性和精确度显著提升,节省了操作人员劳动量,安全性优异,提升了工作效率。
21、本发明用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装结构设计合理,设于底座上的工作台实现了对堆叠的定子铁心的支撑,其两侧的导杆,能够便于多个定子铁心下放并初步规整对齐;设于底座上的调正机构通过卡盘上的卡爪的扩张,对堆叠的定子铁心实现了垂直度的调整;旋转压盘则实现了对堆叠的定子铁心的垂直度的压紧,通过在旋转压盘上设置压盖,并使导杆向上穿过旋转压盘上的通槽和压盖上的缺口设置,能够在水平旋动旋转压盘至其与压盖错开一定角度时,由其带动导杆转动并倾斜,完成堆叠的定子铁心竖直方向相应幅度的倾斜错位,从而方便了斜槽式定子铁心的精确定位及后续焊接工作。该高精度定位工装结构设计灵活,实用性强,用于实际生产对斜槽式定子铁心的定位及后续加工可以带来明显的便利。
技术特征:
1.一种用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装,其特征在于,包括:
2.根据权利要求1所述的用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装,其特征在于,所述调正机构包括三角平台,在三角平台中部设置气动卡盘及与气动卡盘相连的卡爪,卡爪经气动卡盘驱动沿三角平台中心向外侧同步水平移动;在三角平台各角处套接导柱,导柱的底部与所述底座装配。
3.根据权利要求2所述的用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装,其特征在于,所述压盖经螺栓与所述导柱的顶部装配固定。
4.根据权利要求1所述的用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装,其特征在于,所述通槽内径大于导杆外径设置;工作初始,两导杆处于竖直状态。
5.根据权利要求1所述的用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装,其特征在于,在旋转压盘和压盖外侧对应设置初始刻度线,在压盖上的初始刻度线两侧分别设置转角刻度线;在旋转压盘和压盖上的初始刻度线对齐时,导杆处于竖直状态,且两导杆在各自所在的通槽内与通槽的一侧的侧壁相抵;在旋转压盘转动至其上初始刻度线与压盖上的转角刻度线对齐时,旋转压盘带动两导杆沿螺纹紧固件实现一定幅度倾斜转动在旋转压盘转动至其上初始刻度线与压盖上的转角刻度线对齐时,旋转压盘带动导杆沿螺纹紧固件实现一定幅度倾斜转动。
6.根据权利要求5所述的用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装,其特征在于,转角刻度线的刻度间隔对应的周向转角为2°-4°;转角刻度线在初始刻度线两侧分别设置两条。
7.根据权利要求1所述的用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装,其特征在于,所述工作台为圆盘状工作台,在工作台外侧设置提手;在旋转压盘上设置扶手。
8.根据权利要求7所述的用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装,其特征在于,在旋转压盘上的通槽外侧设置凹台,所述扶手的一端固定于凹台内侧壁上;在压盖上对称设置两缺口,导杆的顶部穿出所述缺口设置。
9.根据权利要求1所述的用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装,其特征在于,所述螺纹紧固件为紧固螺栓或紧固螺钉。
技术总结
本发明涉及普通小功率无刷电机部件技术领域,尤其涉及一种用于焊接斜槽式定子铁心的自动夹紧式高精度定位工装。该自动夹紧式高精度定位工装包括:工作台,用于支撑放置定子铁心,在工作台下设底座,在工作台两侧设导杆;导杆的顶端向上穿出工作台顶面;调正机构,设于底座上,对堆叠的定子铁芯实现垂直度调节;旋转压盘,设于工作台上方的调正机构外侧,在旋转压盘上对应导杆设通槽;压盖,设于旋转压盘上方,经螺栓与调正机构相连;在压盖和旋转压盘的外侧壁上对应设置刻度线。该自动夹紧式高精度定位工装精度可靠,操作方便,可以适配斜槽式定子铁心,提升了斜槽式定子铁心的加工效率。
技术研发人员:刘怀栋,张永学,陈涛,于文建,范家乐
受保护的技术使用者:济南吉美乐电源技术有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!