高精密锻压模具的制作方法
本发明属于锻压模具,具体是高精密锻压模具。
背景技术:
1、锻压是锻造和冲压的总称,锻造模具是指原材料在外力的作用下在模具中产生塑性变形从而得到所需的形状和尺寸的零件的模具。
2、目前,技术人员在进行零件制造时,为了获得所需要形状和尺寸的零件,技术人员会使用锻压模具进行制造,现有技术中的锻压模具,是通过型芯与型腔挤压原材料进行制造的,原材料在压力的作用下被挤压成指定的形状,在实际的使用过程中,由于原材料被挤压在型芯上,所以原材料会完全与型芯贴合,这就导致在脱模的过程中,型芯与成型的零件脱离困难。
技术实现思路
1、为解决上述背景技术中提出的问题,本发明提供了高精密锻压模具,具有方便进行脱模,方便进行冷却,方便锻压时进行精准对位的优点,本发明通过设置气缸、推板、卡扣和斜槽达到了方便进行脱模的目的,卡扣在上移的过程中,将零件延伸的边缘勾住,随着动模板的持续上移,卡扣带动零件与型芯分离,达到脱模的目的,先在零件的底部推动零件,使零件与型芯分离,再通过卡扣将零件勾住,在卡扣上移的过程中,带动零件与型芯分离,进而达到了方便进行脱模的目的。
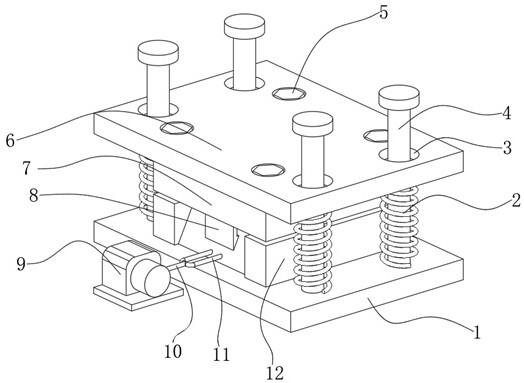
2、为实现上述目的,本发明提供如下技术方案:高精密锻压模具,包括定模板、零件和动模板,所述定模板的四角活动卡接有第二螺钉,所述定模板顶部的中部设有下模板,所述下模板的内腔固定连接有型芯,所述动模板的四角均活动卡接有第一螺钉,所述动模板底部的中部设有上模板,所述上模板内腔的底部固定连接有型腔,所述定模板的中部固定安装有气缸,所述气缸的顶部固定安装有推板,所述上模板的两侧均固定连接有第二导柱,所述第二导柱的外表面活动卡接有卡扣,所述卡扣远离型腔的一侧固定连接有第二弹簧,所述下模板的两侧开设有斜槽。
3、上述技术方案中,优选的,所述气缸外表面顶部靠近正面和背面的位置均固定连接有出气管,所述出气管远离气缸一侧的顶部开设有出气口,所述出气管外表面的底部固定连通有第二注气管,所述第二注气管的底部固定连通有第一注气管,所述第一注气管远离第二注气管的一端固定连通有分流管,所述分流管远离第一注气管的一端固定连通有气泵,所述出气管内腔的底部固定连接有封杆,所述封杆的底部等角度固定连接有出气柱,所述第一注气管靠近第二注气管一侧内腔的顶部活动卡接有密封环,所述定模板的顶部靠近正面和背面的两侧均固定连接有第一导杆,所述定模板的顶部靠近正面和背面的两侧均固定连接有第一弹簧,所述第一弹簧位于第一导杆的外表面,所述动模板顶部靠近正面和背面的两侧均开设有限位槽。
4、上述技术方案中,优选的,所述下模板通过第二螺钉螺纹连接在定模板的顶部,所述上模板通过第一螺钉螺纹连接在上模板的顶部。
5、上述技术方案中,优选的,:所述第二弹簧的两侧分别固定安装在上模板和卡扣上,所述卡扣的活动轨迹与零件相接触。
6、上述技术方案中,优选的,所述第一导杆的顶部固定安装有限位块,所述限位块与限位槽活动卡接。
7、上述技术方案中,优选的,所述第一弹簧的两端分别固定安装在动模板的底部和定模板的顶部,所述第一导杆与动模板活动卡接。
8、上述技术方案中,优选的,所述密封环为橡胶材质制成,所述密封环的内表面与封杆的外表面相接触。
9、上述技术方案中,优选的,所述封杆与第一注气管活动卡接,所述出气柱外表面的活动轨迹与密封环的内表面适配卡接。
10、上述技术方案中,优选的,所述第二注气管为波纹管制成,所述第二注气管的活动轨迹与气缸的外表面不接触。
11、上述技术方案中,优选的,所述推板与型芯活动卡接,所述推板的顶面与型芯的顶面处于同一平面。
12、与现有技术相比,本发明的有益效果如下:
13、本发明通过设置气缸、推板、卡扣和斜槽达到了方便进行脱模的目的,将装置固定在锻压机上,进行锻压时,零件的四边随着压力产生一定的延伸,锻压完毕,此时锻压机带动动模板上移,动模板通过上模板带动型腔上移,型腔与零件分离,气缸启动,气缸推动推板移动,推板上移,在零件的底部顶动零件,使零件的底面与型芯的顶面分离,上模板带动卡扣移动,第二弹簧推动卡扣沿着第二导柱向型腔滑动,卡扣之间逐渐靠近,卡扣在上移的过程中,将零件延伸的边缘勾住,随着动模板的持续上移,卡扣带动零件与型芯分离,达到脱模的目的,先在零件的底部推动零件,使零件与型芯分离,再通过卡扣将零件勾住,在卡扣上移的过程中,带动零件与型芯分离,进而达到了方便进行脱模的目的;
14、本发明通过设置推板、封杆、出气柱和密封环达到了方便进行冷却的目的,通过气缸带动出气管上移,出气管上移时拉扯第二注气管,使第二注气管逐渐呈张开状,出气管上移带动封杆上移,封杆上移带动出气柱上移,出气柱逐渐与密封环接触,气泵通过分流管对第一注气管进行吹风,风流通到第一注气管中,通过密封环与出气柱之间的夹缝中流动到第二注气管中,在通过第二注气管流动到出气管中,再通过出气口吹出,此时出气口位于型芯的顶部,风在型芯与零件的夹缝中流动,对零件进行降温,通过利用气缸推动推板上移的动作,使第二注气管与第一注气管的连通处呈打开状,进而进行通风,通过使风在第二螺钉与型芯的夹缝中流动,达到了良好的降温效果,有效的降低了因为原材料塑性形变形成零件时所产生的热量;
15、本发明通过设置第一导杆和第一弹簧达到了方便锻压时进行精准对位的目的,将装置固定在锻压机上,动模板在上升的过程中,始终沿着第一导杆向上移动,当第一导杆顶部的限位块卡接到限位槽中时锻压机停止带动动模板移动,通过设置第一导杆,对动模板的上移轨迹进行限定,使动模板只能沿着第一导杆上下移动,达到了方便锻压时进行精准对位的目的。
技术特征:
1.高精密锻压模具,包括定模板(1)、零件(26)和动模板(6),其特征在于:所述定模板(1)的四角活动卡接有第二螺钉(27),所述定模板(1)顶部的中部设有下模板(12),所述下模板(12)的内腔固定连接有型芯(14),所述动模板(6)的四角均活动卡接有第一螺钉(5),所述动模板(6)底部的中部设有上模板(7),所述上模板(7)内腔的底部固定连接有型腔(24),所述定模板(1)的中部固定安装有气缸(18),所述气缸(18)的顶部固定安装有推板(15),所述上模板(7)的两侧均固定连接有第二导柱(25),所述第二导柱(25)的外表面活动卡接有卡扣(8),所述卡扣(8)远离型腔(24)的一侧固定连接有第二弹簧(23),所述下模板(12)的两侧开设有斜槽(13)。
2.根据权利要求1所述的高精密锻压模具,其特征在于:所述气缸(18)外表面顶部靠近正面和背面的位置均固定连接有出气管(16),所述出气管(16)远离气缸(18)一侧的顶部开设有出气口(19),所述出气管(16)外表面的底部固定连通有第二注气管(17),所述第二注气管(17)的底部固定连通有第一注气管(11),所述第一注气管(11)远离第二注气管(17)的一端固定连通有分流管(10),所述分流管(10)远离第一注气管(11)的一端固定连通有气泵(9),所述出气管(16)内腔的底部固定连接有封杆(20),所述封杆(20)的底部等角度固定连接有出气柱(22),所述第一注气管(11)靠近第二注气管(17)一侧内腔的顶部活动卡接有密封环(21),所述定模板(1)的顶部靠近正面和背面的两侧均固定连接有第一导杆(4),所述定模板(1)的顶部靠近正面和背面的两侧均固定连接有第一弹簧(2),所述第一弹簧(2)位于第一导杆(4)的外表面,所述动模板(6)顶部靠近正面和背面的两侧均开设有限位槽(3)。
3.根据权利要求1所述的高精密锻压模具,其特征在于:所述下模板(12)通过第二螺钉(27)螺纹连接在定模板(1)的顶部,所述上模板(7)通过第一螺钉(5)螺纹连接在上模板(7)的顶部。
4.根据权利要求1所述的高精密锻压模具,其特征在于:所述第二弹簧(23)的两侧分别固定安装在上模板(7)和卡扣(8)上,所述卡扣(8)的活动轨迹与零件(26)相接触。
5.根据权利要求2所述的高精密锻压模具,其特征在于:所述第一导杆(4)的顶部固定安装有限位块,所述限位块与限位槽(3)活动卡接。
6.根据权利要求2所述的高精密锻压模具,其特征在于:所述第一弹簧(2)的两端分别固定安装在动模板(6)的底部和定模板(1)的顶部,所述第一导杆(4)与动模板(6)活动卡接。
7.根据权利要求2所述的高精密锻压模具,其特征在于:所述密封环(21)为橡胶材质制成,所述密封环(21)的内表面与封杆(20)的外表面相接触。
8.根据权利要求2所述的高精密锻压模具,其特征在于:所述封杆(20)与第一注气管(11)活动卡接,所述出气柱(22)外表面的活动轨迹与密封环(21)的内表面适配卡接。
9.根据权利要求2所述的高精密锻压模具,其特征在于:所述第二注气管(17)为波纹管制成,所述第二注气管(17)的活动轨迹与气缸(18)的外表面不接触。
10.根据权利要求1所述的高精密锻压模具,其特征在于:所述推板(15)与型芯(14)活动卡接,所述推板(15)的顶面与型芯(14)的顶面处于同一平面。
技术总结
本发明属于锻压模具技术领域,且公开了高精密锻压模具,包括定模板、零件和动模板,所述定模板的四角活动卡接有第二螺钉,所述定模板顶部的中部设有下模板,所述下模板的内腔固定连接有型芯,所述动模板的四角均活动卡接有第一螺钉,所述动模板底部的中部设有上模板,所述上模板内腔的底部固定连接有型腔。本发明通过设置气缸、推板、卡扣和斜槽达到了方便进行脱模的目的,卡扣在上移的过程中,将零件延伸的边缘勾住,随着动模板的持续上移,卡扣带动零件与型芯分离,达到脱模的目的,先在零件的底部推动零件,使零件与型芯分离,再通过卡扣将零件勾住,在卡扣上移的过程中,带动零件与型芯分离,进而达到了方便进行脱模的目的。
技术研发人员:李显祥,刘行沣
受保护的技术使用者:李显祥
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!