一种铁素体-奥氏体双相不锈钢热轧带钢厚料卷取工艺的制作方法
本发明属于不锈钢带卷取,尤其涉及一种铁素体-奥氏体双相不锈钢热轧带钢厚料卷取工艺。
背景技术:
1、sa2507不锈钢是一种铁素体-奥氏体双相不锈钢,它综合了许多铁素体钢和奥氏体钢最有益的性能,点蚀当量pren>41,在含有氯化物、酸等苛刻环境下具有良好的耐蚀性能和很高的力学性能,是6mo型超级奥氏体不锈钢、钛材和玻璃纤维增强塑料的替代材料,广泛应用于电力、造纸、石油化工、海洋工程等领域。现有技术中,中国专利申请,申请号cn202110433767.3,申请日2021.04.21,申请公布号cn113210420a,申请公布日2021.08.06,公开了一种双相不锈钢钢卷及其制造方法,钢卷为2507不锈钢,钢卷的生产工艺为:电炉→转炉→精炼炉→连铸→钢坯修磨→第一次热轧→中间坯→钢坯修磨→第二次热轧。在实际生产中,第二次热轧后还需要对带钢进行卷取。目前行业内常规的卷取装置设置有侧导、夹送辊、助卷辊和卷取机芯轴。带钢进入卷取装置前,卷取装置根据不同的钢种、尺寸规格选择对应的工艺参数,完成初始设定。然后带钢依次进入侧导、夹送辊辊缝、助卷辊与卷筒辊缝,进而成卷。根据实际生产经验,sa2507不锈钢最大卷取温度必须控制在780℃以下,温度偏高时极易产生西格玛相(σ-phase),导致带钢断裂,影响成材率和生产效率。但同时,随着卷取温度的降低sa2507不锈钢的硬度提升极快,易导致卷取夹送辊辊缝波动增大,带钢尾部张力达不到设定值等异常情况,进而产生错边、松卷等问题。
技术实现思路
1、1.要解决的技术问题
2、针对现有技术中sa2507不锈钢厚料最大卷取温度必须控制在780℃以下,随着卷取温度的降低,其硬度提升极快,易导致卷取夹送辊辊缝波动增大,带钢尾部张力达不到设定值等异常情况,进而产生错边、松卷等问题,本发明的目的在于提供一种铁素体-奥氏体双相不锈钢热轧带钢厚料卷取工艺,在不提升最大卷取温度的前提下,通过对卷取工艺参数的调整,适应因温度降低而导致的不锈钢硬度变化,快速完成不锈钢带的卷取作业,获得卷形良好的sa2507不锈钢卷。
3、2.技术方案
4、为实现上述目的,达到上述技术效果,本发明采用如下技术方案:
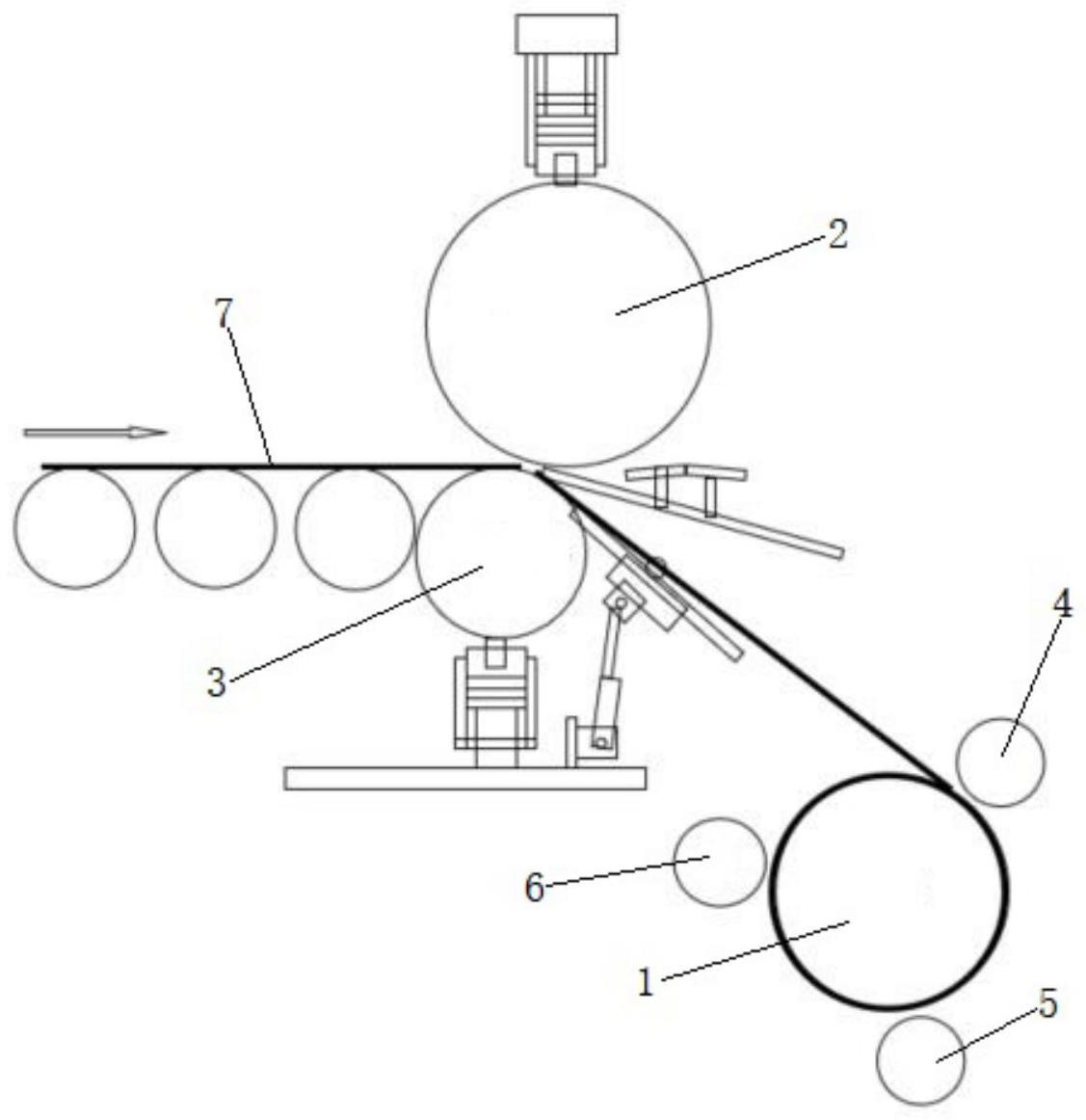
5、一种铁素体-奥氏体双相不锈钢热轧带钢厚料卷取工艺,其特点是所述铁素体-奥氏体双相不锈钢为sa2507不锈钢,所述sa2507不锈钢的目标厚度≥7.0mm;卷取工艺通过卷取装置进行,所述卷取装置包括:夹送辊组、助卷辊组和卷取机芯轴;所述夹送辊组设置在精轧机和卷取机芯轴之间,夹送辊组包括上夹送辊和下夹送辊;所述助卷辊组包括1#助卷辊、2#助卷辊、3#助卷辊,所述1#助卷辊、2#助卷辊、3#助卷辊环绕在卷取机芯轴外侧;
6、热轧带钢厚料卷取工艺包括:
7、卷取前,设定卷取装置的初始参数,上夹送辊和下夹送辊之间的第一辊缝初始设定值比带钢目标厚度小0.2~0.3mm;所述1#助卷辊与卷取机芯轴之间的第二辊缝设定值为带钢目标厚度*1.4,2#助卷辊与卷取机芯轴之间的第三辊缝设定值为带钢目标厚度*1.2,3#助卷辊与卷取机芯轴之间的第四辊缝设定值为带钢目标厚度*1.1;
8、热轧带钢厚料头部依次进入夹送辊组、第二辊缝、第三辊缝、第四辊缝,至热轧带钢厚料头部与卷取机芯轴接触,1#助卷辊、2#助卷辊、3#助卷辊压靠在热轧带钢厚料表面,卷取机芯轴开始卷取;第二辊缝、第三辊缝、第四辊缝的设定值的选取不能高,也不能低,高了起不到助卷效果,低了可能会堆钢;
9、热轧带钢厚料头部进入夹送辊组后,上夹送辊和下夹送辊的压力设定值200~250kn,直到热轧带钢厚料头部接触卷取机芯轴并助卷成功,热轧带钢厚料在芯轴和精轧机之间产生稳定张力;
10、热轧带钢厚料头部助卷成功后,上夹送辊快速提升打开至不再与热轧带钢厚料接触,2#助卷辊、3#助卷辊打开,1#助卷辊继续压靠在热轧带钢厚料表面,压靠力设定100~200kn,直至热轧带钢厚料完全卷取结束;
11、卷取张力参数设定,热轧带钢厚料头部助卷成功后,卷取机芯轴与精轧机建立张力,张力值设定为150~250kn,且张力与带钢厚度、宽度的关系满足:张力=厚度*宽度*单位张力;
12、所述单位张力根据热轧带钢厚料的厚度进行选择,单位张力与厚度的对应关系如下:
13、
14、热轧带钢厚料尾部离开精轧机时,卷取张力设定为30~50kn;张力值设定偏大时,会导致带钢速度加快,卷取温度控制难度加大,尾部停止位置异常等问题。
15、进一步地,所述带钢在芯轴和精轧机之间产生稳定张力时,卷取机芯轴卷取热轧带钢厚料5圈左右。
16、进一步地,所述热轧带钢厚料头部助卷成功后,上夹送辊快速提升,第一辊缝打开至30mm以上。
17、进一步地,所述sa2507不锈钢按质量百分比计,其化学成分包括:c≤0.03%,si≤0.80%,mn≤1.2%,cr:24-26%,ni:6-8%,s≤0.02%,p≤0.035%,mo:3-5%,n:0.24-0.32%。
18、3.有益效果
19、与现有技术相比,本发明的有益效果是:在不提升卷取温度的前提下,通过对卷取工艺参数的调节,适应因温度降低而导致的不锈钢硬度变化,快速完成不锈钢带的卷取作业,错边量从40mm左右减小到10mm以内,错边导致的层间摩擦痕发生率从13%降低到3%,sa2507不锈钢热轧带钢厚料钢卷卷形得到改善。
技术特征:
1.一种铁素体-奥氏体双相不锈钢热轧带钢厚料卷取工艺,其特征在于:所述铁素体-奥氏体双相不锈钢为sa2507不锈钢,所述sa2507不锈钢的目标厚度≥7.0mm;卷取工艺通过卷取装置进行,所述卷取装置包括:夹送辊组、助卷辊组和卷取机芯轴;所述夹送辊组设置在精轧机和卷取机芯轴之间,夹送辊组包括上夹送辊和下夹送辊;所述助卷辊组包括1#助卷辊、2#助卷辊、3#助卷辊,所述1#助卷辊、2#助卷辊、3#助卷辊环绕在卷取机芯轴外侧;
2.根据权利要求1所述一种铁素体-奥氏体双相不锈钢热轧带钢厚料卷取工艺,其特征在于:所述热轧带钢厚料在芯轴和精轧机之间产生稳定张力时,卷取机芯轴卷取热轧带钢厚料5圈左右。
3.根据权利要求1所述一种铁素体-奥氏体双相不锈钢热轧带钢厚料卷取工艺,其特征在于:所述热轧带钢厚料头部助卷成功后,上夹送辊快速提升,第一辊缝打开至30mm以上。
4.根据权利要求1-3任一项所述一种铁素体-奥氏体双相不锈钢热轧带钢厚料卷取工艺,其特征在于:所述sa2507不锈钢按质量百分比计,其化学成分包括:c≤0.03%,si≤0.80%,mn≤1.2%,cr:24-26%,ni:6-8%,s≤0.02%,p≤0.035%,mo:3-5%,n:0.24-0.32%。
技术总结
本发明公开了一种铁素体‑奥氏体双相不锈钢热轧带钢厚料卷取工艺,其特点是设置夹送辊组、助卷辊组辊缝的初始设定;1#助卷辊、2#助卷辊、3#助卷辊压靠在热轧带钢厚料表面,开始卷取;热轧带钢厚料头部进入夹送辊组后,上夹送辊和下夹送辊的压力设定值200~250KN,直到热轧带钢厚料头部接触卷取机芯轴并助卷成功,建立稳定张力后,卷取张力150~250KN,上夹送辊不再与带钢接触,2#助卷辊、3#助卷辊打开,1#助卷辊继续压靠在带钢表面,直至带钢完全卷取结束;带钢尾部离开精轧机时,卷取张力为30~50KN。本发明的有益效果是在不提升卷取温度的前提下,通过对卷取工艺参数的调节,改善钢卷卷形。
技术研发人员:居清,徐真军
受保护的技术使用者:浦项(张家港)不锈钢股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!