火焰焊机、气管与储液罐体的焊接方法及压缩机与流程
1.本发明涉及火焰钎焊设备技术领域,具体涉及一种火焰焊机、气管与储液罐体的焊接方法及压缩机。
背景技术:
2.火焰钎焊是使用可燃气体与氧气(或压缩空气)混合燃烧的火焰进行加热的钎焊。分火焰硬钎焊和火焰软钎焊。火焰钎焊设备简单、操作方便,根据工件形状可用多火焰同时加热焊接。这种方法适用于自行车、电动车架、铝水壶嘴等中、小件的焊接。
3.公开号为cn208879883u的实用新型专利公开了一种储液器八工位翻转火焰钎焊焊接设备,该储液器八工位翻转火焰钎焊焊接设备通过设置手工上料工位、检测工位、预热工位、加热焊接工位、翻转预热工位、冷却工位和下料工位实现储液器的自动焊接,根据说明书记载内容应当理解,该预热工作用于对储液器进行初步加热,以缩短加热焊接工位的焊接时长,提高焊接效率。而现有技术中用以与储液罐体连接的气管常设有两种,具体包括由钢材制成的钢气管(参阅公开号为cn216897931u的实用新型专利)以及有钢直管和铜弯管制成的复合气管(参阅公开号为cn102338517b的发明专利),参阅图1,为钢气管与储液罐体的连接结构图,受储液罐体的遮挡,火嘴仅可对钢管露于储液罐体外的传热部100进行加热,使热量传递至气管与储液罐体相贴触的接触部200,以焊料完全下渗,提高焊接质量,而该过程中存在热量散失,故加工过程中,传热部100的热量远大于接触部200的热量,进而传热部100容易因温度过高而导致出现氧化,使喷漆时漆皮与传热部的连接不牢固。参阅图2,为钢直管、铜弯管和储液罐体的连接结构图,同样受储液罐体的遮挡,火嘴仅可对铜弯管及钢直管的顶部加热,而过程中钢直管向下传热的效率低下,为保证焊料完全熔化下渗,需对钢直管进行长时间加热,但火焰加热时间过长时,铜弯管处的温度则过高,如此,容易导致铜管的结晶粒度产生变化,进而导致铜管易断裂,缩短了使用寿命。
4.因此,有必要提供一种技术方案来解决上述问题。
技术实现要素:
5.本发明提供一种火焰焊机、气管与储液罐体的焊接方法及压缩机,旨在解决现有的钢管与储液罐体焊接时,钢气管表面易出现氧化膜,而钢直管、铜弯管和储液罐体焊接时,铜管的结晶粒度易产生变化,进而导致铜管易断裂,缩短了使用寿命的问题。
6.为实现上述目的,本发明提供一种火焰焊机,包括机架、第一钎焊装置、焊料放置装置、第二钎焊装置和若干定位工装;其中:
7.所述机架上安装有工位盘以及驱动所述工位盘旋转的分割器;
8.若干所述定位工装呈圆周阵列排布在所述工位盘上;所述定位工装包括支架、固定座和升降座;所述支架和所述固定座均安装在所述工位盘上;所述升降座设于所述固定座上方,并与所述支架滑动连接;
9.所述第一钎焊装置和所述第二钎焊装置均设于所述工位盘外侧,且依次沿所述工
位盘旋转方向排布,所述第一钎焊装置和所述第二钎焊装置分别与两相邻的所述定位工装的位置相对应;所述第一钎焊装置上安装有驱动所述升降座升降活动的升降控制件;
10.所述焊料放置装置设于所述第二钎焊装置的外侧,并安装在所述机架上。
11.更为具体的,所述第一钎焊装置与所述第二钎焊装置结构相同,均包括活动架、焊枪和第一驱动件;所述活动架滑动连接在所述机架上;所述焊枪安装在所述活动架靠近所述工位盘的一侧;所述第一驱动件安装在所述机架上,其用以驱动所述活动架做出靠近或远离所述工位盘的活动;所述升降控制件安装在所述第一钎焊装置的活动架上,其用以在所述活动架活动至靠近所述工位盘一侧时,带动所述升降座向上抬升。
12.更为具体的,所述升降控制件包括三角顶板;所述三角顶板固定连接在所述活动架靠近所述工位盘的一侧。
13.更为具体的,所述固定座中部安装有导气管,所述导气管与氮气分配机连接。
14.更为具体的,所述焊料放置装置包括安装柱、升降调节座、旋转调节座、移动座、第二驱动件和进料管;所述安装柱安装在所述机架上;所述升降调节座安装在所述安装柱上;所述旋转调节座安装在所述升降调节座上;所述移动座与所述旋转调节座滑动连接;所述第二驱动件安装在所述旋转调节座上,其用以驱动所述移动座滑动;所述进料管安装在所述移动座上。
15.更为具体的,所述工位盘的外侧还设有冷却装置;所述冷却装置设于所述第二钎焊装置远离所述第一钎焊装置的一侧,并安装在所述机架上。
16.本发明所涉及的火焰焊机的技术效果为:
17.本技术相对现有的八工位翻转火焰钎焊焊接设备而言,增设了升降控制件,当第一钎焊装置进行预热工作时,由升降控制件带动升降座向上抬升,且通过对升降控制件的调整可使升降座抬升不同的高度,进而使第一钎焊装置对钢管的接触部或对钢直管及储液罐体进行预热,以此大幅降低第二钎焊装置进行加热焊接时热量的散失。如此,可使钢管与储液罐体焊接时,钢管表面不易出现氧化膜,提高漆层与钢管的连接紧固性,亦可使钢直管、铜弯管和储液罐体焊接时,铜管的结晶粒度不易产生变化,确保铜管的强韧度,提高其使用寿命。
18.一种气管与储液罐体的焊接方法,气管为钢管,将钢管及储液罐体安装至上述的火焰焊机上进行加工;包括如下操作步骤:
19.s1、将钢管及储液罐体进行清洗,去除表面油污、生锈等缺陷,并干燥;
20.s2、将钢管固定至升降座上,将储液罐体固定至固定座上,且钢管与储液罐体对中配合;
21.s3、由分割器带动工位盘旋转,使夹持有钢管及储液罐体的定位工装移动至第一钎焊装置的加工区;
22.s4、由升降控制件控制升降座向上活动5-8mm,并由第一钎焊装置对钢管进行预热;
23.s5、完成预热工作后,升降控制件撤去对升降座的控制,使升降座复位,再由分割器带动工位盘旋转,使原位于第一钎焊装置加工区的定位工装移动至第二钎焊装置的加工区;
24.s6、由焊料放置装置将焊料填充于钢管和储液罐体的间隙处,并由第二钎焊装置
在钢管和储液罐体的连接处进行加热;
25.s7、焊料完全熔化后,由分割器带动工位盘旋转,使原位于第一钎焊装置加工区的定位工装进入下一工位,等待焊料冷却凝固后,钢管与储液罐体固定相连形成组合件;
26.s8、将组合件取出。
27.更为具体的,步骤s4中所述第一钎焊装置对钢管的预热时间为12s-16s;步骤s6中所述第二钎焊装置在钢管和储液罐体的连接处加热的时间为12s-16s。
28.本发明所涉及的一种气管与储液罐体的焊接方法的技术效果为:
29.本技术中夹持有钢管及储液罐体的定位工装在第一钎焊装置的加工区,通过升降控制件带动钢管向上抬升5mm-8mm,即使钢管与储液罐体的接触部伸至储液罐体的外侧,使第一钎焊装置可对接触部先进行预热,如此,在第二钎焊装置进行加热焊接工作时,可有效提高钢管的热量传导速度,降低热量的散热,缩短了传热部所需加热的时长,以此避免钢管的传热部因长时间的火焰加热而导致钢管的传热部表面出现氧化膜。
30.一种气管与储液罐体的焊接方法,气管包括钢直管和铜弯管;将铜弯管、钢直管及储液罐体安装至上述的火焰焊机上进行加工;包括如下操作步骤:
31.s1、将铜弯管、钢直管及储液罐体进行清洗,去除表面油污、生锈等缺陷,并干燥;
32.s2、将铜弯管固定至升降座上,将钢直管安装至储液罐体内,并将储液罐体固定至固定座上,且铜弯管与储液罐体对中配合;
33.s3、由分割器带动工位盘旋转,使装有铜弯管、钢直管及储液罐体的定位工装移动至第一钎焊装置的加工区;
34.s4、由升降控制件控制升降座向上活动20mm-60mm,并由第一钎焊装置对钢直管及储液罐体的连接处进行预热;
35.s5、完成预热工作后,升降控制件撤去对升降座的控制,使升降座复位,再由分割器带动工位盘旋转,使原位于第一钎焊装置加工区的定位工装移动至第二钎焊装置的加工区;
36.s6、由焊料放置装置将焊料填充于钢直管和储液罐体的间隙处以及钢直管与铜弯管的间隙处,并由第二钎焊装置对钢直管和铜弯管间的焊料及钢直管与储液罐体间的焊料进行加热熔融;
37.s7、焊料完全熔化后,由分割器带动工位盘旋转,使原位于第二钎焊装置加工区的定位工装进入下一工位,等待焊料冷却凝固后,钢直管与储液罐体固定相连形成组合件;
38.s8、将组合件取出。
39.更为具体的,步骤s4中所述第一钎焊装置对钢直管及储液罐体的连接处的预热时间为12s-16s;步骤s6中所述第二钎焊装置对钢直管和铜弯管间的焊料及钢直管与储液罐体间的焊料进行加热熔融的时间为12s-16s。
40.本发明所涉及的一种气管与储液罐体的焊接方法的技术效果为:
41.本技术中夹持有铜弯管及储液罐体的定位工装在第一钎焊装置的加工区,通过升降控制件带动铜弯管向上抬升30mm-50mm,即使铜弯管远离储液罐体和钢直管,使第一钎焊装置可对储液罐体和钢直管先进行预热,如此,在第二钎焊装置进行加热焊接工作时,可有效提高钢直管的热量传导速度,降低热量的散热,缩短了铜弯管所需加热的时长,以此避免铜弯管因长时间的火焰加热而导致结晶粒度发生变化,使铜管保持结构稳定,提高了其使
用寿命。
42.一种压缩机,包括储液器,所述储液器包括由上述气管与储液罐体的焊接方法加工而成的组合件。
附图说明
43.图1为现有技术中钢气管与储液罐体的连接结构图;
44.图2为现有技术中钢直管、铜弯管和储液罐体的连接结构图;
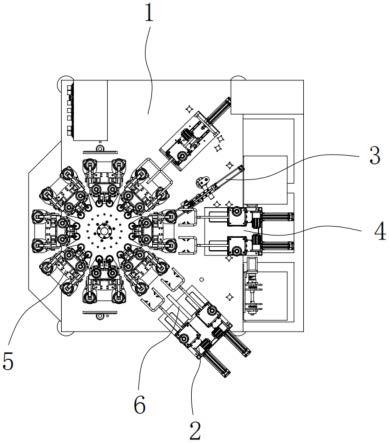
45.图3为本发明所涉及的一种火焰焊机的俯视图;
46.图4为本发明所涉及的一种火焰焊机的结构示意图;
47.图5为本发明所涉及的一种火焰焊机中第一钎焊装置的结构示意图;
48.图6为本发明所涉及的一种火焰焊机中焊料放置装置的结构示意图;
49.图7为本发明所涉及的一种火焰焊机中定位工装的结构示意图;
50.图8为图7中a处的放大示意图。
51.图中标记:
52.1—机架;2—第一钎焊装置;3—焊料放置装置;4—第二钎焊装置;5—定位工装;6—升降控制件;
53.11—气缸;
54.21—活动架;22—焊枪;23—第一驱动件;24—升降调节机构;241—导柱;242—固定板;243—调节板;244—螺杆;
55.31—安装柱;32—升降调节座;33—旋转调节座;34—移动座;35—第二驱动件;36—进料管;37—调节块;
56.51—支架;511—底板;512—顶板;513—支柱;514—转动轮;515—配重块;516—滑动板;517—抵柱;52—固定座;521—容置槽;522—抬升板;523—连接柱;53—升降座;531—滑块;532—限位杆;533—定位柱;534—夹块;535—杠杆;
57.61—三角顶板。
具体实施方式
58.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
59.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者可能同时存在居中元件;当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
60.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
61.在本发明实施例的描述中,需要理解的是,“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为
了便于描述本发明实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
62.为了更清楚地说明本发明的技术方案,以下提供如下优选实施例。
63.实施例一
64.一种火焰焊机,包括机架1、第一钎焊装置2、焊料放置装置3、第二钎焊装置4和若干定位工装5;其中:
65.所述机架1上安装有工位盘以及驱动所述工位盘旋转的分割器;
66.若干所述定位工装5呈圆周阵列排布在所述工位盘上;所述定位工装5包括支架51、固定座52和升降座53;所述支架51和所述固定座52均安装在所述工位盘上;所述升降座53设于所述固定座52上方,并与所述支架51滑动连接;
67.所述第一钎焊装置2和所述第二钎焊装置4均设于所述工位盘外侧,且依次沿所述工位盘旋转方向排布,所述第一钎焊装置2和所述第二钎焊装置4分别与两相邻的所述定位工装5的位置相对应;所述第一钎焊装置2上安装有驱动所述升降座53升降活动的升降控制件6;
68.所述焊料放置装置3设于所述第二钎焊装置4的外侧,并安装在所述机架1上。
69.本实施例所涉及的火焰焊机相对现有的八工位翻转火焰钎焊焊接设备而言,增设了升降控制件6,当第一钎焊装置2进行预热工作时,由升降控制件6带动升降座53向上抬升,且通过对升降控制件6的调整可使升降座53抬升不同的高度,进而使第一钎焊装置2对钢管的接触部200或对钢直管及储液罐体进行预热,以此大幅降低第二钎焊装置4进行加热焊接时热量的散失。如此,可使钢管与储液罐体焊接时,钢管表面不易出现氧化膜,提高漆层与钢管的连接紧固性,亦可使钢直管、铜弯管和储液罐体焊接时,铜管的结晶粒度不易产生变化,确保铜管的强韧度,提高其使用寿命。
70.作为本实施例的优选方案,所述支架51包括底板511、顶板512和若干支柱513;所述若干所述支柱513设于所述底板511和所述顶板512之间,且其两端分别与所述底板511和所述顶板512固定连接;
71.所述升降座53包括滑块531、限位杆532、定位柱533、夹块534和杠杆535;所述滑块531滑动连接在所述支柱513上;所述限位杆532安装在所述滑块531底部;所述定位柱533安装在所述滑块531上;所述夹块534设于所述定位柱533的上方,并与所述滑块531滑动连接,其可进行升降滑动,所述夹块534底部设有夹槽;所述杠杆535设于所述夹块534上方,并与所述滑块531转动连接,其通过连接片与所述夹块534连接;所述顶板512上安装有转动轮514,所述支柱513上滑动连接有配重块515,所述配重块515连接有传动绳,所述传动绳由所述转动轮514上绕过,并与所述滑块531连接;
72.所述固定座52中部开设有容置槽521。
73.具体的,储液器的气管套设于所述定位柱533的外侧,随后由工作人员将带动所述杠杆535下压,使所述夹块534下行以夹紧气管;接着工作人员带动所述滑块531抬升,使储液罐体放置至所述容置槽521内,再控制滑块531下行,让气管插设至储液罐体内以完成组装;在重力作用下,限位杆532与底板511抵靠,进而气管与储液罐体稳定连接。需要说明的是,所述升降座53的重量过大,故设置所述配重块515降低工作人员抬升所述升降座53的难度。
74.优选的,所述支柱513上滑动连接有滑动板516,所述滑动板516底部设有贯穿所述底板511的抵柱517;所述滑块531不受外力驱使时,所述限位杆532与所述滑动板516相贴触;而所述固定座52的容置槽521内设有抬升板522,所述抬升板522底部设有贯穿所述固定座52的连接柱523,所述连接柱523与所述滑动板516固定连接;所述火焰焊机的储液器取出工位处设有气缸11,所述气缸11设于所述工位盘下方,并安装在所述机架1上,其输出端安装有推板。需要说明的是,储液罐体与气管焊接加工后,其顶部温度过高,而无法确保移动至取出工位的储液器顶部的温度可达到室温,故在本实施例中,采用所述气缸11将移动至取出工位处的定位工装5上的滑动板516顶起,使储液罐体顶至所述固定座52的容置槽521外,便于工作人员抓取储物罐体的底部,进而确保工作人员不会被烫伤,消除安全隐患。
75.作为本实施例的优选方案,所述第一钎焊装置2与所述第二钎焊装置4结构相同,均包括活动架21、焊枪22和第一驱动件23;所述活动架21滑动连接在所述机架1上;所述焊枪22安装在所述活动架21靠近所述工位盘的一侧;所述第一驱动件23安装在所述机架1上,其用以驱动所述活动架21做出靠近或远离所述工位盘的活动;所述升降控制件6安装在所述第一钎焊装置2的活动架21上,其用以在所述活动架21活动至靠近所述工位盘一侧时,带动所述升降座53向上抬升。具体的,所述第一钎焊装置2进行预热工作或所述第二钎焊装置4进行加热焊接工作时,所述第一驱动件23则驱动所述活动架21向靠近所述工位盘的一侧活动,直至焊枪22分布至储液器对应的焊接处外;而所述第一钎焊装置2进行预热工作时,所述升降控制件6则带动所述升降座53向上抬升,以控制所述第一钎焊装置2对特定的位置进行预热。
76.作为本实施例的优选方案,所述升降控制件6包括三角顶板61;所述三角顶板61固定连接在所述活动架21靠近所述工位盘的一侧。所述活动架21向靠近所述工位盘的一侧活动时,所述三角顶板61则随之向靠近所述工位盘的一侧滑动,而在所述三角顶板61的坡面的支撑下,所述升降座53则被向上顶起,以带动气管向上抬升。需要说明的是,根据对三角顶板61的位置调整可改变其对所述升降座53顶起的高度。
77.优选的,所述升降座53上安装有滑轮。通过所述滑轮与所述三角顶板61配合提高所述三角顶板61对所述升降座53控制的流畅度,且减小摩擦阻力和磨损。
78.作为本实施例的优选方案,所述固定座52中部安装有导气管,所述导气管与氮气分配机连接。所述氮气分配机用以将氮气沿导气管输入至储液罐体内部,以此排出所述储液罐体内部的氧气,避免因温度而导致储液罐体或气管的内表面发生氧化。具体的,该火焰焊机工作时,所消耗的氮气为1000m3/h-2000m3/h。
79.作为本实施例的优选方案,所述焊料放置装置3包括安装柱31、升降调节座32、旋转调节座33、移动座34、第二驱动件35和进料管36;所述安装柱31安装在所述机架1上;所述升降调节座32安装在所述安装柱31上;所述旋转调节座33安装在所述升降调节座32上;所述移动座34与所述旋转调节座33滑动连接;所述第二驱动件35安装在所述旋转调节座33上,其用以驱动所述移动座34滑动;所述进料管36安装在所述移动座34上。所述进料管36与外部的焊料供应设备相连通,以使焊料可得到持续填充。具体的,根据不同规格的储液器安装至所述定位工装5上其焊接位置亦存在差异,因此,故在本实施例中,增设所述升降调节座32和旋转调节座33,通过升降调节座32可调节进料管36的高度,而通过旋转调节座33可调节进料管36的进料角度,进而使该焊料放置装置3可为不同规格的储液器进行焊料供应。
80.优选的,所述移动座34上设有调节块37,所述调节块37上开设有弧形孔,通过螺栓与所述弧形孔配合将该调节块37固定于所述移动座34上;所述进料管36固定连接在所述调节块37上。具体的,通过调节弧形孔与螺栓的相对位置即可改变进料管36在水平方向的进料位置,以满足不同宽度的储液器的进料需求。
81.优选的,所述活动架21上安装有升降调节机构24;所述升降调节机构24包括若干导柱241、固定板242、调节板243和螺杆244;若干所述导柱241呈竖直设置,并固定连接在所述活动架21上,所述固定板242固定连接在若干所述导柱241顶部;所述调节板243与所述导柱241滑动连接;所述螺杆244与所述导柱241平行,其两端分别与所述固定板242和所述活动架21转动连接,所述调节板243与所述螺杆244螺纹连接;所述固定板242上方设有调节手轮,所述调节手轮与所述螺杆244固定连接;所述焊枪22安装在所述调节板243上。具体的,通过所述升降调节机构24可调节所述焊枪22的高度,以此满足对不同规格的储液器的焊接。
82.作为本实施例的优选方案,所述工位盘的外侧还设有冷却装置;所述冷却装置设于所述第二钎焊装置4远离所述第一钎焊装置2的一侧,并安装在所述机架1上。具体的,经所述第二钎焊装置4加热焊接形成的储液器由分割器带动至冷却装置的加工区,由冷却装置送出冷风对储液器进行冷却,缩短了冷却的时间,便于后续工作人员将储液器取出。
83.实施例二
84.一种气管与储液罐体的焊接方法,气管为钢管,将钢管及储液罐体安装至实施例一所记载的火焰焊机上进行加工;包括如下操作步骤:
85.s1、将钢管及储液罐体进行清洗,去除表面油污、生锈等缺陷,并干燥;
86.s2、将钢管固定至升降座53上,将储液罐体固定至固定座52上,且钢管与储液罐体对中配合;
87.s3、由分割器带动工位盘旋转,使夹持有钢管及储液罐体的定位工装5移动至第一钎焊装置2的加工区;
88.s4、由升降控制件6控制升降座53向上活动5-8mm,并由第一钎焊装置2对钢管进行预热;
89.s5、完成预热工作后,升降控制件6撤去对升降座52的控制,使升降座52复位,再由分割器带动工位盘旋转,使原位于第一钎焊装置2加工区的定位工装移动至第二钎焊装置4的加工区;
90.s6、由焊料放置装置3将焊料填充于钢管和储液罐体的间隙处,并由第二钎焊装置在钢管和储液罐体的连接处进行加热;
91.s7、焊料完全熔化后,由分割器带动工位盘旋转,使原位于第一钎焊装置2加工区的定位工装5进入下一工位,等待焊料冷却凝固后,钢管与储液罐体固定相连形成组合件;
92.s8、将组合件取出。
93.在本实施例中,夹持有钢管及储液罐体的定位工装在第一钎焊装置2的加工区,通过升降控制件6带动钢管向上抬升5mm-8mm,即使钢管与储液罐体的接触部200伸至储液罐体的外侧,使第一钎焊装置2可对接触部200先进行预热,如此,在第二钎焊装置4进行加热焊接工作时,可有效提高钢管的热量传导速度,减少热量的散失,缩短了传热部100所需加热的时长,以此避免钢管的传热部100因长时间的火焰加热而导致钢管的传热部100表面出
现氧化膜。需要说明的是,钢管抬升高度在5mm-8mm的范围内时,即可保证第一钎焊装置2可准确对钢管的接触部200进行预热,若干钢管抬升的高度在上述范围外,钢管的接触部200则无法全面预热,进而后续焊接过程中,仍可能出现钢管的传热部100加热至出现氧化膜时,钢管的接触部200才可达到预定温度,实现焊料完全下渗。
94.进一步的,在本实施例中,步骤s4中的预热与步骤s6中的加热焊接之间具有2s-5s的间隔时间。
95.进一步的,在本实施例中,所述第一钎焊装置2对钢管进行预热时,焊枪22与储液罐体的中心轴间呈30
°‑
50
°
;所述第二钎焊装置4进行加热焊接时,焊枪22与储液罐体的中心轴间呈30
°‑
50
°
。需要说明的是,所述焊枪22呈上述角度设置,可使所述焊枪22喷射处的火焰位于钢管与储液罐体的间隙处,以对焊料加热熔融,若焊枪22与储液罐体的中心轴间形成的角度超出上述范围时,焊枪22喷射出的火焰易被储液罐体或气管阻挡,造成焊料无法完全热熔,影响焊接质量。
96.进一步的,在本实施例中,步骤s6中的第二钎焊装置4将钢管加热至780℃-850℃。需要说明的是,钢管温度过低会造成焊料无法完全热熔下渗,影响焊接质量,而钢管温度过高时,则容易出现钢管表面熔化,甚至穿孔的情况出现。
97.作为本实施例的优选方案,步骤s4中所述第一钎焊装置2对钢管的预热时间为12s-16s;需要说明的是,第一钎焊装置2对钢管的预热时间过短时,钢管无法预热到预定的温度,导致后续第二钎焊装置4对钢管的传热部100加热时,接触部200无法达到焊接温度,焊料则不能很好的热熔下渗,影响焊接质量,反之,第一钎焊装置2对钢管的预热时间过长时,则易造成钢管表面熔化。步骤s6中所述第二钎焊装置4在钢管和储液罐体的连接处加热的时间为12s-16s。需要说明的是,第二钎焊装置4对钢管的加热时间过短时,钢管无法加热到上述温度标准,反之,若加热时间过长时,则会导致钢管温度过高,进而出现钢管表面熔化的情况。
98.进一步说明,所述第二钎焊装置4将焊丝加热熔化所需的时间为5s-8s。需要说明的是,第二钎焊装置4的加热时间过短时,焊料无法完全热熔下渗,而焊接时间过长时容易出现焊料过度下渗的情况。
99.作为本实施例的优选方案,所述第一钎焊装置2所用的焊接气体为天然气及氧气,其中,天然气为8kpa-16kpa,氧气为20kpa-40kpa。
100.作为本实施例的优选方案,所述第二钎焊装置4所用的焊接气体为天然气及氧气,其中,天然气为8kpa-16kpa,氧气为25kpa-45kpa。
101.作为本实施例的优选方案,所述焊料放置装置3输入焊料的时长为4s-7s。
102.实施例三
103.一种气管与储液罐体的焊接方法,气管包括钢直管和铜弯管;将铜弯管、钢直管及储液罐体安装至上述的火焰焊机上进行加工;包括如下操作步骤:
104.s1、将铜弯管、钢直管及储液罐体进行清洗,去除表面油污、生锈等缺陷,并干燥;
105.s2、将铜弯管固定至升降座53上,将钢直管安装至储液罐体内,并将储液罐体固定至固定座52上,且铜弯管与储液罐体对中配合;
106.s3、由分割器带动工位盘旋转,使装有铜弯管、钢直管及储液罐体的定位工装移动至第一钎焊装置2的加工区;
107.s4、由升降控制件6控制升降座53向上活动20mm-60mm,并由第一钎焊装置2对钢直管及储液罐体的连接处进行预热;
108.s5、完成预热工作后,升降控制件6撤去对升降座的控制,使升降座53复位,再由分割器带动工位盘旋转,使原位于第一钎焊装置2加工区的定位工装移动至第二钎焊装置4的加工区;
109.s6、由焊料放置装置3将焊料填充于钢直管和储液罐体的间隙处以及钢直管与铜弯管的间隙处,并由第二钎焊装置4对钢直管和铜弯管间的焊料及钢直管与储液罐体间的焊料进行加热熔融;
110.s7、焊料完全熔化后,由分割器带动工位盘旋转,使原位于第二钎焊装置4加工区的定位工装进入下一工位,等待焊料冷却凝固后,钢直管与储液罐体固定相连形成组合件;
111.s8、将组合件取出。
112.在本实施例中,夹持有铜弯管及储液罐体的定位工装5在第一钎焊装置2的加工区,通过升降控制件6带动铜弯管向上抬升20mm-60mm,即使铜弯管远离储液罐体和钢直管,使第一钎焊装置2可对储液罐体和钢直管先进行预热,如此,在第二钎焊装置4进行加热焊接工作时,可有效提高钢直管的热量传导速度,减少热量的散失,缩短了铜弯管所需加热的时长,以此使铜管保持结构稳定,避免铜弯管因长时间的火焰加热而导致结晶粒度发生变化,进而提高了铜弯管的使用寿命。需要说明的是,所述铜弯管抬升高度过低时,易受焊枪喷射出的火焰影响而产生温度变化,进而影响后续的正常焊接工作,而所述铜弯管抬升高度过高时,则对升降控制件6的要求过高,提高了升降控制件6的加工难度。
113.作为本实施例的优选方案,步骤s4中所述第一钎焊装置2对钢直管及储液罐体的连接处的预热时间为12s-16s;需要说明的是,第一钎焊装置2对钢直管及储液罐体的连接处的预热时间过短时,钢直管及储液罐体的连接处无法预热到预定的温度,导致后续第二钎焊装置4无法对钢直管及储液罐体加热至焊接温度,焊料则不能很好的热熔下渗,影响焊接质量,反之,第一钎焊装置2对钢直管及储液罐体的连接处的预热时间过长时,则易造成钢直管或储液罐体的表面熔化。步骤s6中所述第二钎焊装置4对钢直管和铜弯管间的焊料及钢直管与储液罐体间的焊料进行加热熔融的时间为12s-16s。需要说明的是,第二钎焊装置4对钢直管及储液罐体的连接处的加热时间过短时,钢直管及储液罐体均无法加热到焊接温度,反之,若加热时间过长时,钢直管及储液罐体则温度过高,易出现钢直管或储液罐体表面熔化的情况。
114.进一步说明,所述第二钎焊装置4将焊丝加热熔化所需的时间为5s-8s。需要说明的是,第二钎焊装置4的加热时间过短时,焊料无法完全热熔下渗,而焊接时间过长时容易出现焊料过度下渗的情况。
115.进一步的,在本实施例中,步骤s4中的预热与步骤s6中的加热焊接之间具有2s-5s的间隔时间。
116.进一步的,在本实施例中,所述第一钎焊装置2对钢管进行预热时,焊枪22与储液罐体的中心轴间呈30
°‑
50
°
;与所述第二钎焊装置4进行加热焊接时,焊枪22与储液罐体的中心轴间呈30
°‑
50
°
需要说明的是,需要说明的是,所述焊枪22呈上述角度设置,可使所述焊枪22喷射处的火焰位于钢管与储液罐体的间隙处,以对焊料加热熔融,若焊枪22与储液罐体的中心轴间形成的角度超出上述范围时,焊枪22喷射出的火焰易被储液罐体或气管阻
挡,造成焊料无法完全热熔,影响焊接质量。
117.进一步的,在本实施例中,步骤s6中的第二钎焊装置4将铜弯管加热至730℃-780℃。需要说明的是,铜管温度过低会造成焊料无法完全热熔下渗,影响焊接质量,而铜管温度过高时,则容易出现铜管表面熔化,甚至穿孔的情况出现。
118.作为本实施例的优选方案,所述第一钎焊装置2所用的焊接气体为天然气及氧气,其中,天然气为8kpa-16kpa,氧气为20kpa-40kpa。
119.作为本实施例的优选方案,所述第二钎焊装置4所用的焊接气体为天然气及氧气,其中,天然气为8kpa-16kpa,氧气为25kpa-45kpa。
120.作为本实施例的优选方案,所述焊料放置装置3输入焊料的时长为4s-7s。
121.作为本实施例的优选方案,所述第一钎焊装置2中可采用加热棒代替焊枪22对钢直管及储液罐体的连接处进行预热。具体的,加热棒耗能低,更为环保,且相对喷射火焰的焊枪而言,加热棒的安全性更高。
122.实施例四
123.一种压缩机,包括储液器,所述储液器包括由上述实施例二或实施例三中气管与储液罐体的焊接方法加工而成的组合件。
124.本发明所涉及的一种火焰焊机、气管与储液罐体的焊接方法及压缩机,通过合理的结构设置,解决了现有的钢管与储液罐体焊接时,钢气管表面易出现氧化膜,而钢直管、铜弯管和储液罐体焊接时,铜管的结晶粒度易产生变化,进而导致铜管易断裂,缩短了使用寿命的问题。
125.以上所述仅为本发明较佳的实施例而已,其结构并不限于上述列举的形状,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1