自动化模锻生产线机器人夹钳的制作方法
本发明涉及汽车转向活塞自动化模锻生产线,具体属于一种自动化模锻生产线机器人夹钳。
背景技术:
1、活塞是汽车转向机构的关键零部件,其毛坯锻件通过热模锻工艺技术获得。现行锻件大多是人工操控锻制,工艺技术稳定性差;部分厂家初步实现了模锻机械化,但对活塞锻件夹持方面,始终存在夹持不稳定、定位不准、锻件热损失大等多方面的技术问题,影响生产效率和生产质量。目前的自动化模锻生产线机器人夹钳主要由钳口座和钳口块组成,钳口座固定在自动化模锻生产线机器人的钳架上,钳口块通过螺栓固定在钳口座上。首先,在夹持锻件时,由于锻件从模具下模模膛中顶出时受顶料销局部受热变形、磨损或顶料孔积累灰尘、氧化皮层等因素的影响,导致每个锻件出模时的相对位置有差异,而夹钳的连接是全固定式的,故夹持时存在定位不准的问题。其次,由于锻件夹持面存在3°~7°的拔模斜度;锻件温度较高可达800-1250摄氏度,夹钳因热传递温度升高,造成钳块和钳座之间的螺栓连接松动;钳块因高温存在易磨损、易变形等问题,使夹钳存在加持不稳定、夹持滑动等现象,直接影响自动化进程、进而影响生产效率。此外夹钳与锻件接触,因热传递造成锻件接触位置热量损失,影响锻件质量。
技术实现思路
1、本发明的目的在于提供一种自动化模锻生产线机器人夹钳,以达到提高自动化模锻生产线机器人夹钳对活塞锻件的夹持稳定性和定位准确性的目的;同时减少锻件热量损失,保证锻件质量。
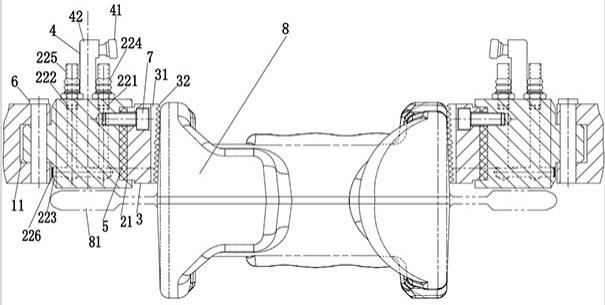
2、本发明提供的一种自动化模锻生产线机器人夹钳,包括对称布置的钳架、钳座和钳块,所述钳架上开设有钳架槽,所述钳座一端深入钳架槽,并与钳架槽通过销轴连接,钳座与钳架之间存在间隙,钳座能够在间隙允许范围内转动;所述钳座另一端设置有钳座槽,钳块一端通过紧固螺栓固定于钳座槽内,钳块与钳座槽底壁之间设置有隔热板,钳块另一端设置有夹持面,夹持面上设置有防滑齿;所述钳座内设置有水冷流道,钳座上设置有喷雾组件。
3、进一步的,水冷流道包括进水口、出水口和排水口,所述排水口上设置有封堵,进水口上设置有进水嘴,出水口上设置有出水嘴,所述进出水嘴分别接有水管,水管外套设有放热辐射套。
4、进一步的,所述喷雾组件包括喷头、喷头座、高压水管和防热辐射护套,所述喷头安装于喷头座上,喷头座安装于钳座上,高压水管连接到喷头座上,防热辐射护套套设在高压水管外。
5、进一步的,所述喷头为高压雾化喷头。
6、进一步的,所述钳座与钳架之间的间隙设计为1 mm~3mm。
7、进一步的,所述防滑齿设置在夹持面两侧或中间。
8、进一步的,所述防滑齿齿形设置为条形、正方形或菱形。
9、进一步的,所述钳块采用耐高温合金材料制作,热处理硬度hrc55~65。
10、进一步的,所述隔热板选用耐1250摄氏度以上柔性材料或云母片。
11、进一步的,所述紧固螺栓为耐热高强度不锈钢材料制作。
12、本发明提供的一种自动化模锻生产线机器人夹钳,其积极效果主要体现在:
13、1、钳座与钳架槽通过销轴连接且钳座与钳架之间存在间隙,使钳座能够在较小范围内转动,如果锻件因出模时的相对位置有差异,则可通过钳座的小范围转动,自动调整,准确地定位锻件。
14、2、钳块与钳座槽底壁之间设置有隔热板并用传热率较低的耐热高强度不锈钢螺栓固定,可以有效减少钳块与钳座之间的热传递,同时钳座通过内部的水冷流道进行持续水冷,可以降低钳座的温度,既有效的避免了因钳座高温使其上各螺栓连接松动造成的夹持不稳,又有效的阻止了锻件热量通过钳块向钳座的大量传递,降低了锻件热量的损失,保证了锻件质量。
15、综上所述,本发明具有提高自动化模锻生产线机器人夹钳对活塞锻件的夹持稳定性和定位准确性的有益效果;同时也减少了锻件热量损失,保证锻件了质量。
技术特征:
1.一种自动化模锻生产线机器人夹钳,包括对称设计的钳架(1)、钳座(2)和钳块(3),其特征在于,所述钳架上开设有钳架槽(11),所述钳座一端深入钳架槽,并与钳架槽通过销轴(6)连接,钳座与钳架之间存在间隙,钳座能够在间隙允许范围内转动;所述钳座另一端设置有钳座槽(21),钳块一端通过紧固螺栓(7)固定于钳座槽内,钳块与钳座槽底壁之间设置有隔热板(6),钳块另一端设置有夹持面(31),夹持面上设置有防滑齿(32);所述钳座内设置有水冷流道(22),钳座上设置有喷雾组件(4)。
2.根据权利要求1所述的一种自动化模锻生产线机器人夹钳,其特征在于,水冷流道包括进水口(221)、出水口(222)和排水口(223),所述排水口上设置有封堵(226),进水口上设置有进水嘴(224),出水口上设置有出水嘴(225),所述进出水嘴分别接有水管,水管外套设有防热辐射护套。
3.根据权利要求1所述的一种自动化模锻生产线机器人夹钳,其特征在于,所述喷雾组件包括喷头(41)、喷头座(42)、高压水管和防热辐射护套,所述喷头安装于喷头座上,喷头座安装于钳座上,高压水管连接到喷头座上,防热辐射护套套设在高压水管外。
4.根据权利要求3所述的一种自动化模锻生产线机器人夹钳,其特征在于,所述喷头为高压雾化喷头。
5.根据权利要求1所述的一种自动化模锻生产线机器人夹钳,其特征在于,所述钳座与钳架之间的间隙设计为1 mm~3mm。
6.根据权利要求1所述的一种自动化模锻生产线机器人夹钳,其特征在于,所述防滑齿设置在夹持面两侧或中间。
7.根据权利要求1所述的一种自动化模锻生产线机器人夹钳,其特征在于,所述防滑齿齿形设置为条形、正方形或菱形。
8.根据权利要求1所述的一种自动化模锻生产线机器人夹钳,其特征在于,进一步的,所述钳块采用耐高温合金材料制作,热处理硬度hrc55~65。
9.根据权利要求1所述的一种自动化模锻生产线机器人夹钳,其特征在于,所述隔热板选用耐1250摄氏度以上柔性材料或云母片。
10.根据权利要求1所述的一种自动化模锻生产线机器人夹钳,其特征在于,所述紧固螺栓为耐热高强度不锈钢材料制作。
技术总结
自动化模锻生产线机器人夹钳,涉及汽车转向活塞自动化模锻生产线技术领域,具体属于一种自动化模锻生产线机器人夹钳。包括对称布置的钳架、钳座和钳块,所述钳架上开设有钳架槽,所述钳座一端深入钳架槽,并与钳架槽通过销轴连接,钳座与钳架之间存在间隙,钳座能够在间隙允许范围内转动;所述钳座另一端设置有钳座槽,钳块一端通过紧固螺栓固定于钳座槽内,钳块与钳座槽底壁之间设置有隔热板,钳块另一端设置有夹持面,夹持面上设置有防滑齿;所述钳座内设置有水冷流道,钳座上设置有喷雾组件。本发明具有提高自动化模锻生产线机器人夹钳对活塞锻件的夹持稳定性和定位准确性的有益效果;同时也减少了锻件热量损失,保证锻件了质量。
技术研发人员:赵昌德,田洪芳,徐春国,郭永强,郑富元,厉建启,郑世念
受保护的技术使用者:金马工业集团股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!