一种锂电池极耳焊接设备的制作方法
1.本发明涉及极耳焊接设备技术领域,具体为一种锂电池极耳焊接设备。
背景技术:
2.锂电池在与极耳进行焊接处理时,且极耳分为板式和载带式两种,为了提高极耳的焊接精度,载带式极耳在与锂电池焊接前,通常需要对锂电池进行人工校对处理,造成焊接的效率降低,并且,目前的焊接设备在焊接时,多是对一个极耳进行焊接后,才能对另一个极耳进行焊接处理,造成无法同时实现锂电池正负极同步焊接操作,焊接的效率有待提高,针对上述问题,发明人提出一种锂电池极耳焊接设备用于解决上述问题。
技术实现要素:
3.为了解决通常需要对锂电池进行人工校对处理,造成焊接的效率降低,并且,目前的焊接设备在焊接时,多是对一个极耳进行焊接后,才能对另一个极耳进行焊接处理,造成无法同时实现锂电池正负极同步焊接操作,焊接的效率有待提高问题;本发明的目的在于提供一种锂电池极耳焊接设备。
4.为解决上述技术问题,本发明采用如下技术方案:一种锂电池极耳焊接设备,包括底盘和输送带机构,所述底盘上表面固定连接有间歇组件、预压组件及焊接装置,所述间歇组件传动连接有安装盘,所述输送带机构上设置有多个板式锂电池,所述输送带机构上固定设有支架,所述支架上固定安装有送料组件,所述送料组件与板式锂电池传动连接,所述安装盘上滑动安装有四个校正组件,所述校正组件内夹设安装板式锂电池,所述预压组件上安装有载带装置,所述间歇组件与载带装置传动连接,所述间歇组件传动连接有升降组件,所述升降组件与预压组件、焊接装置传动连接。
5.优选地,所述间歇组件包括有第一电机,所述第一电机固定设于底盘上表面,所述第一电机的输出端传动连接有第一皮带机构、转盘及拨杆,所述拨杆传动连接有间歇盘,所述间歇盘内固定设有第一转轴,所述第一转轴与底盘转动连接,所述第一转轴与安装盘固定连接,所述第一转轴上端固定设有第一锥形齿轮,所述第一锥形齿轮与载带装置传动连接,所述安装盘上开设有多个凸形槽,所述凸形槽内滑动连接校正组件,所述第一皮带机构的一端的轴与升降组件传动连接。
6.优选地,所述转盘上开设有第一弧形槽,所述间歇盘上开设有多个第二弧形槽和第一滑槽,所述转盘外表面与第二弧形槽内弧面贴合连接。
7.优选地,任一所述校正组件包括有两个凹形夹块,所述凹形夹块底端固定设有两个凸形块,所述凸形块滑动设于凸形槽内,所述凸形块内滑动设有固定杆,所述固定杆固定设于凸形槽内,所述固定杆外套设有弹簧,所述凹形夹块的一端开设有斜边。
8.优选地,所述送料组件包括有第一气缸,所述第一气缸固定设有底座,所述底座固定设于支架上表面,所述第一气缸的活塞杆固定连接有l形板,所述l形板与板式锂电池传动连接。
9.优选地,所述升降组件包括有导框,所述导框的两侧均开设有第二滑槽,所述导框内转动设有转柱,所述转柱与第一皮带机构一端的轴固定连接,所述转柱表面开设有回旋槽,所述回旋槽内滑动设有第一滑架、第二滑架,所述第一滑架与预压组件传动连接,所述第二滑架与焊接装置传动连接。
10.优选地,所述预压组件包括有l形架,所述l形架与导框固定连接,所述l形架固定连接有导板,所述导板内滑动设有第一滑杆和滑座,所述第一滑杆和滑座固定连接,所述第一滑杆与第一滑架固定连接,所述滑座底端固定设有两个压条,所述导板底端固定设有导座,所述导座上开设有两个导槽,所述导座底面固定设有挡块,所述导座上表面与载带装置贴合连接。
11.优选地,所述焊接装置包括有l形导轨,所述l形导轨与底盘固定连接,所述l形导轨内滑动设有横轨和第二滑杆,所述第二滑杆与第二滑架固定连接,所述横轨上表面固定设有第一l形座,所述横轨上表面滑动设有第二l形座,所述第二l形座侧面固定设有第二气缸,所述第二气缸的活塞杆与第二l形座固定连接,所述第二l形座上表面固定设有第二电机,所述第二电机的输出端固定设有动力齿轮,所述第二l形座固定连接有第二导轨,所述动力齿轮啮合连接有两个齿条,所述齿条分别固定连接有一个导向座,所述导向座滑动设于第二导轨内,所述导向座的一端分别固定设有激光焊接机,所述激光焊接机上固定设有焊接头。
12.优选地,所述载带装置包括有载带放卷盘和载带收卷盘,所述载带放卷盘和载带收卷盘转动连接有矩形板,所述矩形板与导板固定连接,所述载带放卷盘和载带收卷盘内的轴分别传动连接有一个第二皮带机构,所述第二皮带机构的一端传动连接有第二转轴,所述第二转轴与矩形板转动连接,所述第二转轴的一端固定设有第二锥形齿轮,所述第二锥形齿轮与第一锥形齿轮啮合连接,所述载带放卷盘和载带收卷盘上缠绕有载带卷。
13.优选地,所述载带卷包括有多个极耳本体,所述极耳本体固定连接有垫板,所述极耳本体的两端均固定设有连接块,所述连接块固定连接有连接条。
14.与现有技术相比,本发明的有益效果在于:
15.1、由输送带传递的板式锂电池被逐个推动至两个凹形夹块之间,通过弹簧作用,使板式锂电池被校正和夹持固定,且安装盘上的多个板式锂电池与载带放卷盘及载带收卷盘实现同步性的间歇性运动,使板式锂电池的正、负极能准确的与极耳本体实现预压固定处理;
16.2、第二滑杆使横轨垂向反复移动,且两个焊接头的间距能实现改变,而第二气缸的活塞杆传动第二l形座沿横轨滑动,使焊接头能实现极耳进行多排、多个焊点,使极耳本体与板式锂电池的焊接更加牢固。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
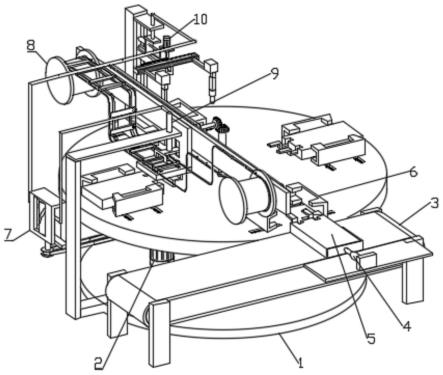
18.图1为本发明整体示意图。
19.图2为本发明结构间歇组件示意图。
20.图3为本发明结构图2中a处放大示意图。
21.图4为本发明结构校正组件示意图。
22.图5为本发明结构焊接装置示意图。
23.图6为本发明结构图5中b处放大示意图。
24.图7为本发明结构载带装置示意图。
25.图8为本发明结构图7中c处放大示意图。
26.图中:1、底盘;2、间歇组件;21、第一电机;22、第一皮带机构;23、转盘;231、第一弧形槽;24、间歇盘;241、第二弧形槽;242、第一滑槽;25、第一转轴;26、安装盘;261、凸形槽;27、第一锥形齿轮;28、拨杆;3、输送带机构;31、支架;4、送料组件;41、第一气缸;42、底座;43、l形板;5、板式锂电池;6、校正组件;61、凹形夹块;611、斜边;62、凸形块;63、固定杆;64、弹簧;7、升降组件;71、导框;711、第二滑槽;72、转柱;721、回旋槽;73、第一滑架;74、第二滑架;8、载带装置;81、载带放卷盘;82、载带收卷盘;83、矩形板;84、第二皮带机构;85、第二转轴;851、第二锥形齿轮;86、载带卷;861、极耳本体;862、垫板;863、连接条;864、连接块;9、预压组件;91、l形架;92、导板;93、第一滑杆;94、滑座;95、压条;96、导座;961、挡块;962、导槽;10、焊接装置;101、l形导轨;102、横轨;103、第二滑杆;104、第一l形座;105、第二气缸;106、第二l形座;107、第二电机;108、动力齿轮;109、齿条;110、第二导轨;111、导向座;112、激光焊接机;113、焊接头。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.如图1-8所示,本发明提供了一种锂电池极耳焊接设备,包括底盘1和输送带机构3,所述底盘1上表面固定连接有间歇组件2、预压组件9及焊接装置10,所述间歇组件2传动连接有安装盘26,所述输送带机构3上设置有多个板式锂电池5,所述输送带机构3上固定设有支架31,所述支架31上固定安装有送料组件4,所述送料组件4与板式锂电池5传动连接,所述安装盘26上滑动安装有四个校正组件6,所述校正组件6内夹设安装板式锂电池5,所述预压组件9上安装有载带装置8,所述间歇组件2与载带装置8传动连接,所述间歇组件2传动连接有升降组件7,所述升降组件7与预压组件9、焊接装置10传动连接。
29.通过采用上述技术方案,送料组件4追个的将输送带机构3上的板式锂电池5移动至校正组件6内,通过间歇组件2传动安装盘26和载带装置8间歇性转动,使板式锂电池5在安装盘26上间歇性转动至不同的工位处,通过间歇组件2传动升降组件7工作,而升降组件7传动预压组件9、焊接装置10,使载带装置8上的极耳能实现预压和焊接处理。
30.所述间歇组件2包括有第一电机21,所述第一电机21固定设于底盘1上表面,所述第一电机21的输出端传动连接有第一皮带机构22、转盘23及拨杆28,所述拨杆28传动连接有间歇盘24,所述间歇盘24内固定设有第一转轴25,所述第一转轴25与底盘1转动连接,所述第一转轴25与安装盘26固定连接,所述第一转轴25上端固定设有第一锥形齿轮27,所述
第一锥形齿轮27与载带装置8传动连接,所述安装盘26上开设有多个凸形槽261,所述凸形槽261内滑动连接校正组件6,所述第一皮带机构22的一端的轴与升降组件7传动连接。
31.通过采用上述技术方案,第一电机21的输出端传动第一皮带机构22、转盘23及拨杆28转动,通过拨杆28传动间歇盘24转动,间歇盘24通过第一转轴25传动第一锥形齿轮27转动,并使载带装置8间歇性转动。
32.所述转盘23上开设有第一弧形槽231,所述间歇盘24上开设有多个第二弧形槽241和第一滑槽242,所述转盘23外表面与第二弧形槽241内弧面贴合连接。
33.通过采用上述技术方案,拨杆28转动脱离第一滑槽242时,转盘23外表面与第二弧形槽241内弧面贴合连接,使间歇盘24不会随惯性继续转动,继而使安装盘26间歇性转动。
34.任一所述校正组件6包括有两个凹形夹块61,所述凹形夹块61底端固定设有两个凸形块62,所述凸形块62滑动设于凸形槽261内,所述凸形块62内滑动设有固定杆63,所述固定杆63固定设于凸形槽261内,所述固定杆63外套设有弹簧64,所述凹形夹块61的一端开设有斜边611。
35.通过采用上述技术方案,板式锂电池5被推动至设置斜边611的两个凹形夹块61之间,通过凸形块62沿凸形槽261滑动,并使弹簧64形变,继而能使被输送的板式锂电池5被校正和夹持固定。
36.所述送料组件4包括有第一气缸41,所述第一气缸41固定设有底座42,所述底座42固定设于支架31上表面,所述第一气缸41的活塞杆固定连接有l形板43,所述l形板43与板式锂电池5传动连接。
37.通过采用上述技术方案,第一气缸41的活塞杆传动l形板43移动,使板式锂电池5移动。
38.所述升降组件7包括有导框71,所述导框71的两侧均开设有第二滑槽711,所述导框71内转动设有转柱72,所述转柱72与第一皮带机构22一端的轴固定连接,所述转柱72表面开设有回旋槽721,所述回旋槽721内滑动设有第一滑架73、第二滑架74,所述第一滑架73与预压组件9传动连接,所述第二滑架74与焊接装置10传动连接。
39.通过采用上述技术方案,第一皮带机构22一端的轴传动转柱72转动,通过回旋槽721使第一滑架73、第二滑架74分别沿一个第二滑槽711反复滑动。
40.所述预压组件9包括有l形架91,所述l形架91与导框71固定连接,所述l形架91固定连接有导板92,所述导板92内滑动设有第一滑杆93和滑座94,所述第一滑杆93和滑座94固定连接,所述第一滑杆93与第一滑架73固定连接,所述滑座94底端固定设有两个压条95,所述导板92底端固定设有导座96,所述导座96上开设有两个导槽962,所述导座96底面固定设有挡块961,所述导座96上表面与载带装置8贴合连接。
41.通过采用上述技术方案,第一滑架73使第一滑杆93上下反复滑动,继而通过滑座94沿导板92滑动,使两个压条95压持载带装置8,并配合导座96上开设的两个导槽962,使极耳能与板式锂电池5的进行预压固定。
42.所述焊接装置10包括有l形导轨101,所述l形导轨101与底盘1固定连接,所述l形导轨101内滑动设有横轨102和第二滑杆103,所述第二滑杆103与第二滑架74固定连接,所述横轨102上表面固定设有第一l形座104,所述横轨102上表面滑动设有第二l形座106,所述第二l形座106侧面固定设有第二气缸105,所述第二气缸105的活塞杆与第二l形座106固
定连接,所述第二l形座106上表面固定设有第二电机107,所述第二电机107的输出端固定设有动力齿轮108,所述第二l形座106固定连接有第二导轨110,所述动力齿轮108啮合连接有两个齿条109,所述齿条109分别固定连接有一个导向座111,所述导向座111滑动设于第二导轨110内,所述导向座111的一端分别固定设有激光焊接机112,所述激光焊接机112上固定设有焊接头113。
43.通过采用上述技术方案,第二滑架74使第二滑杆103及横轨102上下反复移动,使激光焊接机112底端的焊接头113对极耳进行焊接处理,并且通过第二电机107的输出端传动动力齿轮108转动,使两个齿条109逆向滑动,继而使两个焊接头113的间距进行改变,且第二气缸105的活塞杆传动第二l形座106沿横轨102滑动,能实现极耳进行多排、多个焊点。
44.所述载带装置8包括有载带放卷盘81和载带收卷盘82,所述载带放卷盘81和载带收卷盘82转动连接有矩形板83,所述矩形板83与导板92固定连接,所述载带放卷盘81和载带收卷盘82内的轴分别传动连接有一个第二皮带机构84,所述第二皮带机构84的一端传动连接有第二转轴85,所述第二转轴85与矩形板83转动连接,所述第二转轴85的一端固定设有第二锥形齿轮851,所述第二锥形齿轮851与第一锥形齿轮27啮合连接,所述载带放卷盘81和载带收卷盘82上缠绕有载带卷86。
45.通过采用上述技术方案,载带放卷盘81放卷,然后通过载带收卷盘82回收残料,且通过第一锥形齿轮27传动第二锥形齿轮851转动,使两个第二皮带机构84同步转动,继而使载带放卷盘81和载带收卷盘82同步实现间歇性转动。
46.所述载带卷86包括有多个极耳本体861,所述极耳本体861固定连接有垫板862,所述极耳本体861的两端均固定设有连接块864,所述连接块864固定连接有连接条863。
47.通过采用上述技术方案,两个压条95能同时截取两个极耳本体861,并通过导槽962使设置有垫板862的极耳本体861一端压持在板式锂电池5上,而残料则由连接条863和连接块864组成,并被载带收卷盘82回收。
48.工作原理:首先通过输送带机构3传送多个板式锂电池5移动,然后通过第一气缸41的活塞杆传动l形板43移动,使板式锂电池5逐一的移动至设置斜边611的两个凹形夹块61之间,通过弹簧64的作用力,使凸形块62沿凸形槽261滑动,使板式锂电池5被校正和夹持固定,第一电机21的输出端传动第一皮带机构22、转盘23及拨杆28转动,通过拨杆28传动间歇盘24和第一转轴25间歇性转动,第一转轴25通过第一锥形齿轮27传动第二锥形齿轮851转动,并通过第二皮带机构84使载带放卷盘81和载带收卷盘82同步间歇性转动,使两个极耳本体861移动至两个压条95底端处,第一皮带机构22的一端的轴传动转柱72转动,使第一滑架73、第二滑架74分别沿一个第二滑槽711反复滑动,其中的第一滑架73能通过第一滑杆93使滑座94沿导板92滑动,并使两个压条95能同时截取两个极耳本体861,并使设置有垫板862的极耳本体861一端压持在板式锂电池5上,且通过挡块961使极耳本体861被压制成z形状,而残料则由连接条863和连接块864组成,并被载带收卷盘82同步回收处理,第二滑架74使第二滑杆103及横轨102上下反复移动,使激光焊接机112底端的焊接头113对极耳进行焊接处理,并且通过第二电机107的输出端传动动力齿轮108转动,使两个齿条109逆向滑动,继而使两个焊接头113的间距进行改变,且第二气缸105的活塞杆传动第二l形座106沿横轨102滑动,继而能实现极耳本体861上进行多排、多个焊点处理。
49.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精
神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1