一种TC4钛合金板材表层高熵合金改性方法
一种tc4钛合金板材表层高熵合金改性方法
技术领域
1.本发明涉及金属材料焊接与表面处理技术领域,具体地为一种tc4钛合金板材表层高熵合金改性方法。
背景技术:
2.tc4钛合金材料具有高的强度、良好的抗疲劳性能,在交通运输、航空航天等领域应用广泛,这对实现轻量化生产和环境友好的目标有巨大推进作用。然而,为了满足那些高端领域对合金性能日益增长的需求,研究新的工艺以进一步提高tc4钛合金材料的表面性能,一直以来是工程师和科研人员发展的方向。
3.高熵合金材料具有优异的力学性能,近年来吸引了广大科技工作者的关注。将高熵合金颗粒通过激光熔覆的方法可以增加到tc4钛合金板材的表面,进而可以改善tc4钛合金板材的表面抗摩擦磨损能力。然而,传统方法中,人们主要通过颗粒材料进行处理。这样获得的材料,容易存在表面粗糙度过大的问题。
技术实现要素:
4.本发明所要解决的技术问题是,提供一种tc4钛合金板材表层高熵合金改性方法。
5.本发明所要解决其技术问题所采用的技术方案是:一种tc4钛合金板材表层高熵合金改性方法,包括以下步骤;步骤一,取厚度为1mm~15mm的tc4钛合金板材和厚度为5μm~60μm的高熵合金箔材;步骤二,采用表面清洗装置,对tc4钛合金板材的表面进行表面处理,除去表面脏污和氧化层;步骤三,将高熵合金箔材放入tc4钛合金板材上方;步骤四,将高熵合金箔材与tc4钛合金板材对齐,并将高熵合金箔材与tc4钛合金板材一端采用点焊工艺进行焊合,电焊数量为2~10个;步骤五,将焊合一端的高熵合金箔材与tc4钛合金板材通过压辊压合;步骤六,采用电磁加热装置,电磁加热装置对tc4钛合金板材表层进行加热;步骤七,采用激光加热器,激光加热器对高熵合金箔材表面进行快速加热;步骤八,采用轧机,轧机将激光加热器加热的高熵合金箔材和电磁加热装置加热的tc4钛合金板材慢速通过轧辊,实现tc4钛合金板材与高熵合金箔材焊合。
6.在一个实施方式中,所述tc4钛合金板材与所述高熵合金箔材的宽度相同。
7.在一个实施方式中,所述步骤五中的压辊的压下率为0.5~1%。
8.在一个实施方式中,所述步骤六中电磁加热装置加热温度为430~480℃。
9.在一个实施方式中,所述步骤七中激光加热器的加热温度为高熵合金箔材熔点的85~95%。
10.在一个实施方式中,所述步骤八中轧机的轧制速度为0.5~3m/min。
11.在一个实施方式中,所述步骤八中的高熵合金箔材表层的粗糙度在1.25~1.75μm。
12.与现有技术相比,本发明的有益效果如下:1.通过本发明的tc4钛合金板材表层高熵合金改性方法,可以快速实现tc4钛合金板材表层增加高熵合金涂层材料,降低表面粗糙度,提高材料的服役性能。
13.2.通过本发明的tc4钛合金板材表层高熵合金改性方法,制备的tc4钛合金板材表层高熵合金涂层具有良好的表面质量,实现粗糙度降低,具有在航空航天等行业具有工业应用前景。
附图说明
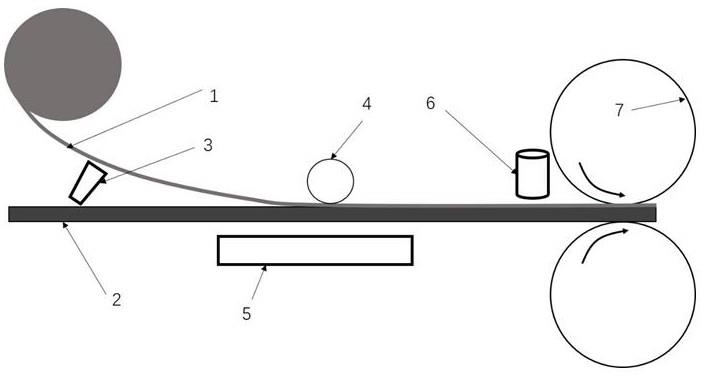
14.图1为本发明实施例1的tc4钛合金板材表层高熵合金涂层处理流程图。
15.图中:1-高熵合金箔材;2-tc4钛合金板材;3-表面清洗装置;4-压辊;5-电磁加热装置;6-激光加热器;7-轧辊。
具体实施方式
16.以下结合附图及实施例对本发明作进一步说明。
17.实施例1如图1所示,本实施例包括以下步骤;步骤一,取厚度为1.5 mm的tc4钛合金板材2和厚度为20μm的高熵合金箔材1;其中,tc4钛合金板材2与高熵合金箔材1的宽度相同;在本实施例中,高熵合金箔材1采用tivcralsi高熵合金箔材,且tc4钛合金板材2与tivcralsi高熵合金箔材1的宽度均为60 mm;步骤二,采用表面清洗装置3,对tc4钛合金板材2的表面进行表面处理,除去表面脏污和氧化层;步骤三,将高熵合金箔材1放入tc4钛合金板材2上方;步骤四,将高熵合金箔材1与tc4钛合金板材2对齐,并将高熵合金箔材1与tc4钛合金板材2一端采用点焊工艺进行焊合,电焊数量为2~10个;步骤五,将焊合一端的高熵合金箔材1与tc4钛合金板材2通过压辊4压合,其中,压辊4压下率为0.75%;步骤六,采用电磁加热装置5,电磁加热装置5对tc4钛合金板材2表层进行加热,加热温度为450℃;步骤七,采用激光加热器6,激光加热器6对高熵合金箔材1表面进行快速加热,加热温度为高熵合金箔材1熔点的90%;步骤八,采用轧机,轧机将激光加热器6加热的高熵合金箔材1和电磁加热装置5加热的tc4钛合金板材2慢速通过轧辊7,轧机的轧制速度为0.8 m/min,实现tc4钛合金板材2与高熵合金箔材1焊合;通过轧制后,tc4钛合金板材与tivcralsi高熵合金箔材高质量焊合,与此同时,焊合后,tivcralsi高熵合金箔材1表层的粗糙度在1.5μm。
18.实施例2本实施例包括以下步骤;步骤一,取厚度为3mm的tc4钛合金板材2和厚度为40μm的高熵合金箔材1;其中,tc4钛合金板材2与高熵合金箔材1的宽度相同;在本实施例中,高熵合金箔材1采用
tivcralsi高熵合金箔材,且tc4钛合金板材2与tivcralsi高熵合金箔材1的宽度均为60 mm;步骤二,采用表面清洗装置3,对tc4钛合金板材2的表面进行表面处理,除去表面脏污和氧化层;步骤三,将高熵合金箔材1放入tc4钛合金板材2上方;步骤四,将高熵合金箔材1与tc4钛合金板材2对齐,并将高熵合金箔材1与tc4钛合金板材2一端采用点焊工艺进行焊合,电焊数量为2~10个;步骤五,将焊合一端的高熵合金箔材1与tc4钛合金板材2通过压辊4压合,其中,压辊4压下率为0.85%;步骤六,采用电磁加热装置5,电磁加热装置5对tc4钛合金板材2表层进行加热,加热温度为470℃;步骤七,采用激光加热器6,激光加热器6对高熵合金箔材1表面进行快速加热,加热温度为高熵合金箔材1熔点的92%;步骤八,采用轧机,轧机将激光加热器6加热的高熵合金箔材1和电磁加热装置5加热的tc4钛合金板材2慢速通过轧辊7,轧机的轧制速度为1.5m/min,实现tc4钛合金板材2与高熵合金箔材1焊合;通过轧制后,tc4钛合金板材与tivcralsi高熵合金箔材高质量焊合,与此同时,焊合后,tivcralsi高熵合金箔材1表层的粗糙度在1.65μm。
19.实施例3本实施例包括以下步骤;步骤一,取厚度为7 mm的tc4钛合金板材2和厚度为60μm的高熵合金箔材1;其中,tc4钛合金板材2与高熵合金箔材1的宽度相同;在本实施例中,高熵合金箔材1采用tivcralsi高熵合金箔材,且tc4钛合金板材2与tivcralsi高熵合金箔材1的宽度均为60 mm;步骤二,采用表面清洗装置3,对tc4钛合金板材2的表面进行表面处理,除去表面脏污和氧化层;步骤三,将高熵合金箔材1放入tc4钛合金板材2上方;步骤四,将高熵合金箔材1与tc4钛合金板材2对齐,并将高熵合金箔材1与tc4钛合金板材2一端采用点焊工艺进行焊合,电焊数量为2~10个;步骤五,将焊合一端的高熵合金箔材1与tc4钛合金板材2通过压辊4压合,其中,压辊4压下率为0.9%;步骤六,采用电磁加热装置5,电磁加热装置5对tc4钛合金板材2表层进行加热,加热温度为480℃;步骤七,采用激光加热器6,激光加热器6对高熵合金箔材1表面进行快速加热,加热温度为高熵合金箔材1熔点的94%;步骤八,采用轧机,轧机将激光加热器6加热的高熵合金箔材1和电磁加热装置5加热的tc4钛合金板材2慢速通过轧辊7,轧机的轧制速度为0.8 m/min,实现tc4钛合金板材2与高熵合金箔材1焊合;通过轧制后,tc4钛合金板材与tivcralsi高熵合金箔材高质量焊合,与此同时,焊合后,tivcralsi高熵合金箔材1表层的粗糙度在1.6μm。
20.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管
参照前述实施例对本发明技术方案进行了详细的说明,本领域的技术人员应当理解,其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行同等替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神与范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1