一种新型偏心轴驱动的精锻机的制作方法
本发明涉及精锻机,具体为一种新型偏心轴驱动的精锻机。
背景技术:
1、目前,锻压行业使用的精锻机的锻造频次≤600次/分钟,锻造尺寸精≤1mm,应用于热锻工艺要求,传统的热锻精锻机由于采用双偏心或液压驱动的结构,锻造锻件的精度一般会超过1mm。在冷锻工艺和温锻工艺领域,精锻机的锻造频次≥600次/分钟,锻造尺寸精度在0.1mm-0.02mm,针对冷锻工艺和温锻工艺领域,原有精锻机无法满足工艺要求。
2、因此,需要一种新型偏心轴驱动的精锻机来解决上述问题。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种新型偏心轴驱动的精锻机,解决了上述背景中提出的问题。
3、(二)技术方案
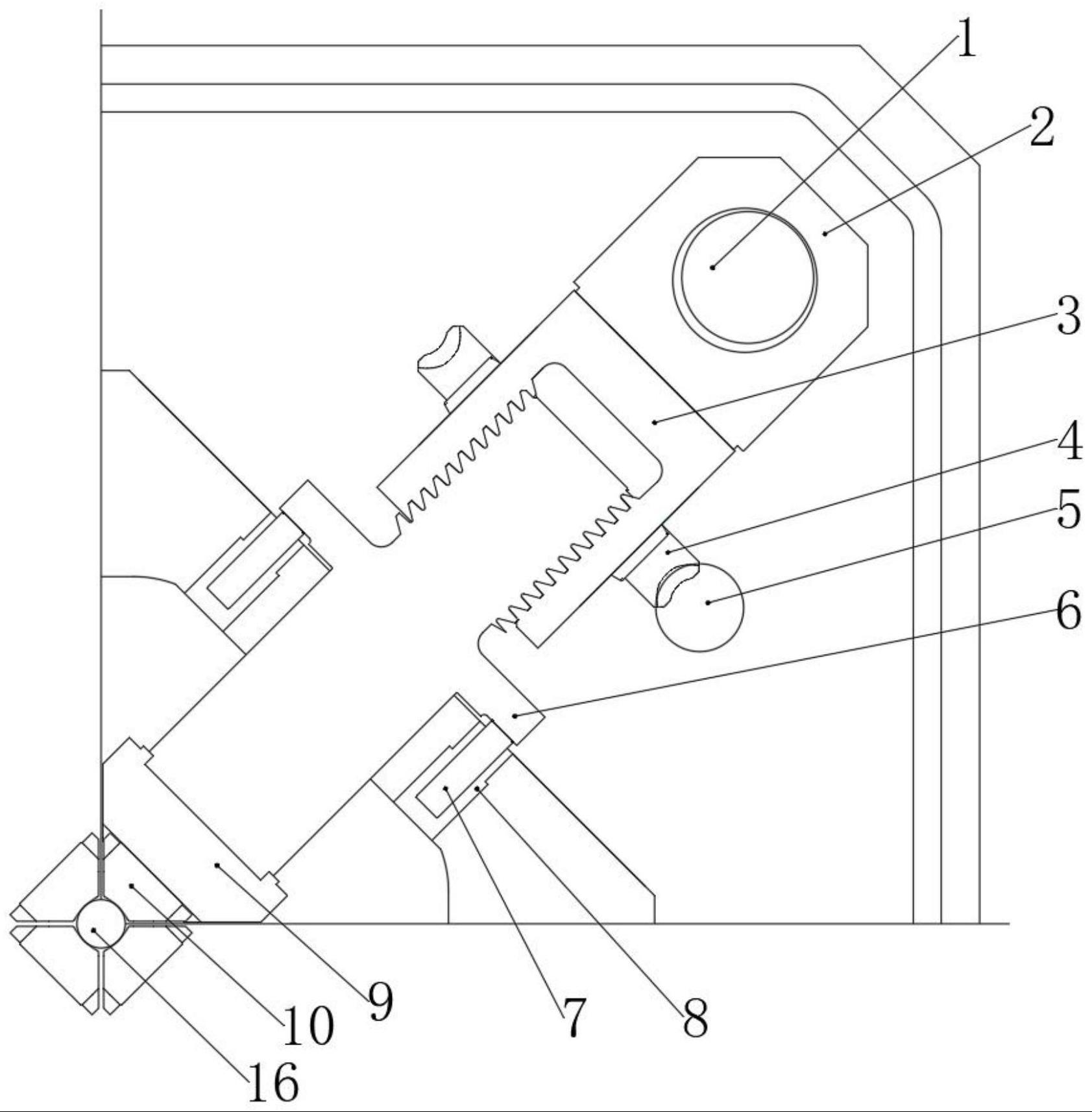
4、为达到以上目的,本发明采取的技术方案是:一种新型偏心轴驱动的精锻机,包括由固定箱组件、锻造打击组件和调节组件组成,且锻造打击组件和调节组件均安装到固定箱组件中,所述固定箱组件由下安装板、支撑板、上安装板、中心块组成,所述锻造打击组件由偏心轴、滑块、缸头、锤杆、回程缸柱塞、回程缸缸体、锤头基板和锤头组成,所述调节组件由涡轮和蜗杆组成;
5、所述偏心轴安装在下安装板和上安装板上,且偏心轴外圆与下安装板和上安装板之间设置有滑动轴承,所述滑块安装在下安装板和上安装板之间,且偏心轴的偏心部分安装在滑块内部,且缸头一端与滑块相接触,且缸头与锤杆连接,所述锤杆的另一端使用螺栓安装有锤头基板,所述锤头使用螺栓或卡板安装在锤头基板上,所述回程缸缸体安装在固定的中心块内,且回程缸缸体的回程缸柱塞与锤杆连接。
6、优选的,所述缸头背向滑块一端设置有内螺纹,并在外侧设置有外花键与调节组件连接,所述锤杆一端设置有外螺纹与缸头一端的内螺纹配合安装在一起。
7、优选的,所述蜗杆由电机或液压马达驱动,且蜗杆转动驱动涡轮转动,且涡轮内部设有内花键,且内花键与缸头的外花键适配,且涡轮转动时与缸头通过内外花键驱动旋转,且缸头通过内部设置的螺纹驱动锤杆移动带动锤头往复运动。
8、优选的,所述偏心轴由驱动装置驱动高速旋转。
9、优选的,所述支撑板连接于下安装板与上安装板之间。
10、优选的,所述锤头对应设置有锻造工件。
11、优选的,该偏心轴驱动的精锻机的锻造打击组件和调节组件可以设计安装2-6组,且锻造打击组件和调节组件可以同时动作也可以分开动作。
12、(三)有益效果
13、本发明的有益效果在于:
14、1、该新型偏心轴驱动的精锻机,通过设置的锻造打击组件和调节组件之间的配合,锤头可达到锻造频次在600-2000次/分钟,由于锻造频次高,可大量节约锻造时间;
15、2、由于该新型偏心轴驱动的精锻机,通过设置的回程缸柱塞和回程缸缸体组成的回程系统,能够保证滑块和缸头之间稳定的连接,减少设备震动,同时消除偏心轴、滑块、缸头、锤杆之间的间隙,保证该型精锻机的尺寸控制精度可达0.01mm,从而保证锻件的尺寸精度。
技术特征:
1.一种新型偏心轴驱动的精锻机,其特征在于:包括由固定箱组件、锻造打击组件和调节组件组成,且锻造打击组件和调节组件均安装到固定箱组件中,所述固定箱组件由下安装板(14)、支撑板(13)、上安装板(12)、中心块(15)组成,所述锻造打击组件由偏心轴(1)、滑块(2)、缸头(3)、锤杆(6)、回程缸柱塞(7)、回程缸缸体(8)、锤头基板(9)和锤头(10)组成,所述调节组件由涡轮(4)和蜗杆(5)组成;
2.根据权利要求1所述的一种新型偏心轴驱动的精锻机,其特征在于:所述缸头(3)背向滑块(2)一端设置有内螺纹,并在外侧设置有外花键与调节组件连接,所述锤杆(6)一端设置有外螺纹与缸头(3)一端的内螺纹配合安装在一起。
3.根据权利要求2所述的一种新型偏心轴驱动的精锻机,其特征在于:所述蜗杆(5)由电机或液压马达驱动,且蜗杆(5)转动驱动涡轮(4)转动,且涡轮(4)内部设有内花键,且内花键与缸头(3)的外花键适配,且涡轮(4)转动时与缸头(3)通过内外花键驱动旋转,且缸头(3)通过内部设置的螺纹驱动锤杆(6)移动带动锤头(10)往复运动。
4.根据权利要求1所述的一种新型偏心轴驱动的精锻机,其特征在于:所述偏心轴(1)由驱动装置(11)驱动高速旋转。
5.根据权利要求1所述的一种新型偏心轴驱动的精锻机,其特征在于:所述支撑板(13)连接于下安装板(14)与上安装板(12)之间。
6.根据权利要求1所述的一种新型偏心轴驱动的精锻机,其特征在于:所述锤头(10)对应设置有锻造工件(16)。
7.根据权利要求1所述的一种新型偏心轴驱动的精锻机,其特征在于:该偏心轴驱动的精锻机的锻造打击组件和调节组件可以设计安装2-6组,且锻造打击组件和调节组件可以同时动作也可以分开动作。
技术总结
本发明公开了一种新型偏心轴驱动的精锻机,涉及精锻机技术领域,其包括由固定箱组件、锻造打击组件和调节组件组成,且锻造打击组件和调节组件均安装到固定箱组件中。通过设置的锻造打击组件和调节组件之间的配合,锤头可达到锻造频次在600‑2000次/分钟,由于锻造频次高,可大量节约锻造时间;该新型偏心轴驱动的精锻机,锻造工件尺寸精度高,最高可达0.02mm,优选工件尺寸精度:0.02‑0.05mm;由于锻造工件尺寸精度高,可节省锻件材料。
技术研发人员:葛鹏,戚敬佳
受保护的技术使用者:西安沐程重工科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!