一种薄壁铝合金零件侧向周圈切割校形一体化方法与流程
本发明涉及一种薄壁铝合金零件侧向周圈切割校形一体化方法,属于铝合5金蒙皮加工制造。
背景技术:
1、形状复杂的薄壁铝合金蒙皮,通常采用冷成形的方法进行成形,成形后存在较大回弹,影响后续加工,为了去除成形的工艺余量,通常需要将回弹部分
2、消除,然后再进行切割加工,切割的方法也有很多,比如三维激光切割,该方0法再切割过程中有较大的热输入,切割过程会导致零件变形,从而影响切割精度;手工划线切割,方法受操作者的影响,切割精度低,效率低、一致性差。
技术实现思路
1、本发明解决的技术问题是:克服现有技术的不足,提出一种薄壁铝合金零件侧向周圈切割校形一体化方法,通过楔形往复机构,将压力机的竖直上下往5复运动转换为水平往复运动,并用两套模块化设计的切割模具,实现铝合金薄壁零件的周圈侧向切割。该切割方法切割过程速度快,形状耦合模能起到定位和校形的作用,解决了铝合金毛坯在尺寸精度较差,存在回弹的情况下的高精度去余量问题。
2、本发明解决技术的方案是:0一种薄壁铝合金零件侧向周圈切割校形一体化方法,包括:
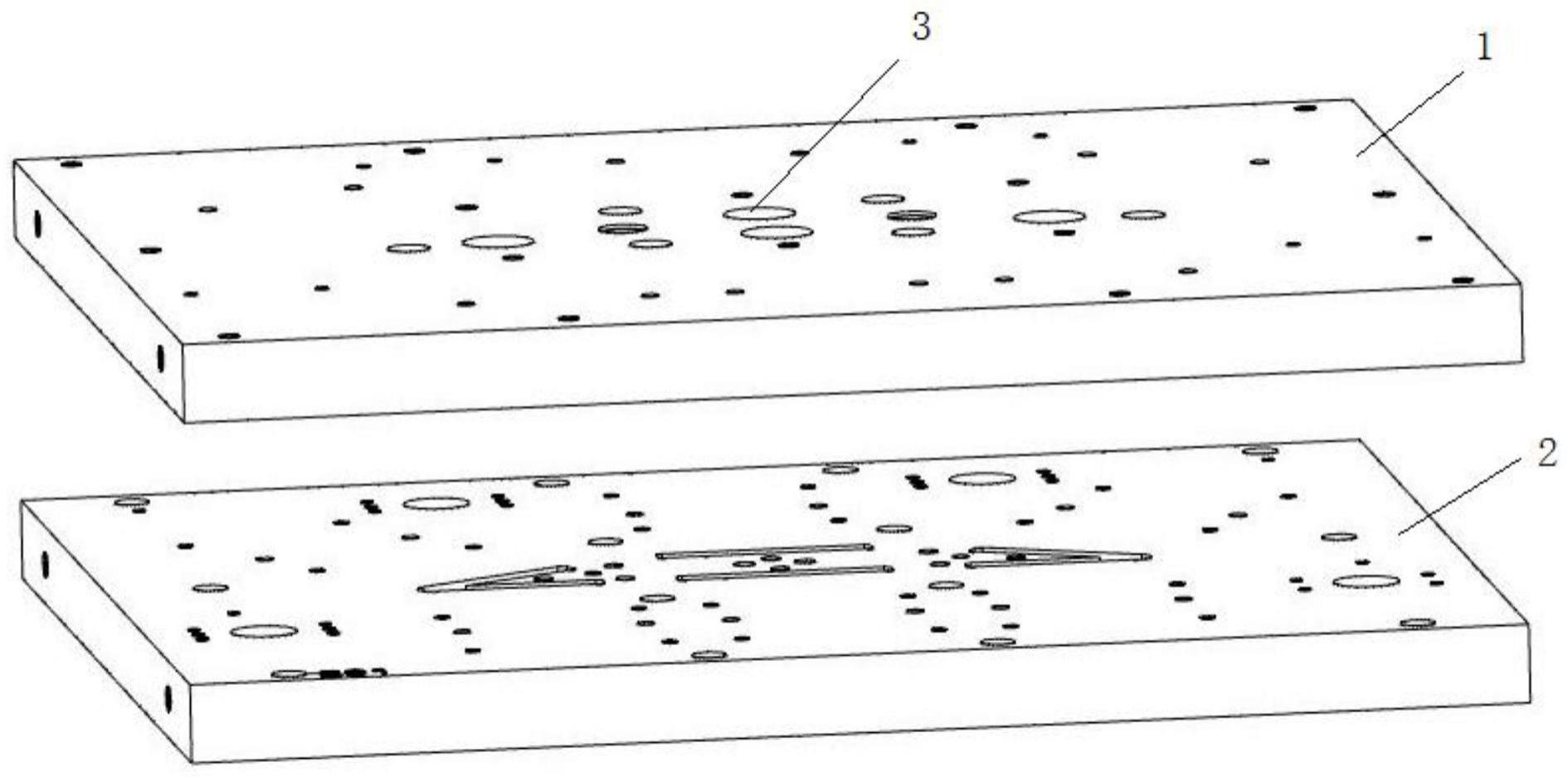
3、设计制造切割校形模具,切割校形过程由两套模具分步切割,模具包括固定底板、固定顶板、楔形往复机构、切割刀头和形状耦合模;
4、在固定板上根据需要加工若干固定孔,用于连接楔形往复机构和形状耦合模;
5、5楔形往复机构包括冲头、压块、底座和强制复位快,楔形往复机构可以将应力机的上下运动,转换为冲头的水平运动;
6、形状耦合模包括上模和下模;
7、将楔形往复机构的冲头、底座和形状耦合模下模三个部分安装在固定底板上,形状耦合模下模位于中间位置,楔形往复机构位于耦合模的周围;将压块、形状耦合模上模固定在固定顶板上,形状耦合模上模和下模为上下耦合关系,底座、冲头、压块为配合关系,将切割刀头固定在冲头上;固定好的模具分为两个部分,切割上模、切割下模;
8、将切割上模和切割下模分别安装在压力机的上、下平台上;
9、将铝合金零件毛坯放入第一套切割模具中,压力机上平台下行,实现毛坯的部分切割及定位孔的冲制;
10、将冲制的半成品零件放入第二套模具中,切割剩余部分,两套模具切割刀头交替分布,最终实现零件的最终切割,以及两次切割过程中形状耦合模的校形。
11、进一步的,转换角度为1°~90°。
12、进一步的,切割位置大于等于2个。
13、进一步的,形状耦合模间隙小于零件毛坯厚度。
14、进一步的,毛坯为铝合金或钛合金或高温合金或铜材料。
15、进一步的,毛坯厚度为0.5~5mm。
16、进一步的,耦合模在切割过程中对零件毛坯进行校形。
17、进一步的,切割模具实现零件的周圈侧向切割,切割模具大于等于2套。
18、进一步的,固定底板和固定顶板由厚度为40~50mm的板材制造而成。
19、进一步的形状耦合模上模和下模之间的间隙为0.7-0.8mm,小于零件毛坯厚度0.03-0.05mm。
20、本发明与现有技术相比的有益效果是:
21、(1)本发明与激光切割相比,该方法为冷加工,没有热输入,不会导致零件因热输入变形,切割效率高于激光切割2~3倍;
22、(2)本发明实现了校形切割同时进行,成功消除了回弹对零件切割精度的影响,同时实现了零件的校形;
23、(3)本发明通过设计随形刀具进行分步切割,通过合理设置切割路径和次数解决了周圈切割导致的刀具干涉问题,实现了周圈的侧向切割;
24、(4)本发明楔形往复机构的模块化设计,使得模具加工方便,成本较低,5更换其他刀头可应用于其他产品上,有效降低模具成本。
技术特征:
1.一种薄壁铝合金零件侧向周圈切割校形一体化方法,其特征在于,包括:
2.根据权利要求1所述的一种薄壁铝合金零件侧向周圈切割校形一体化方法,其特征在于,转换角度为1°~90°。
3.根据权利要求1所述的一种薄壁铝合金零件侧向周圈切割校形一体化方法,其特征在于,切割位置大于等于2个。
4.根据权利要求1所述的一种薄壁铝合金零件侧向周圈切割校形一体化方法,其特征在于,形状耦合模间隙小于零件毛坯厚度。
5.根据权利要求1所述的一种薄壁铝合金零件侧向周圈切割校形一体化方法,其特征在于,毛坯为铝合金或钛合金或高温合金或铜材料。
6.根据权利要求1或5所述的一种薄壁铝合金零件侧向周圈切割校形一体化方法,其特征在于,毛坯厚度为0.5~5mm。
7.根据权利要求1所述的一种薄壁铝合金零件侧向周圈切割校形一体化方法,其特征在于,耦合模在切割过程中对零件毛坯进行校形。
8.根据权利要求1所述的一种薄壁铝合金零件侧向周圈切割校形一体化方法,其特征在于,切割模具实现零件的周圈侧向切割,切割模具大于等于2套。
9.根据权利要求1所述的一种薄壁铝合金零件侧向周圈切割校形一体化方法,其特征在于,固定底板和固定顶板由厚度为40~50mm的板材制造而成。
10.根据权利要求1所述的一种薄壁铝合金零件侧向周圈切割校形一体化方法,其特征在于,形状耦合模上模和下模之间的间隙为0.7-0.8mm,小于零件毛坯厚度0.03-0.05mm。
技术总结
本发明涉及一种薄壁铝合金零件侧向周圈切割校形一体化方法,包括设计制造切割校形模具,楔形往复机构包括冲头、压块、底座和强制复位快,楔形往复机构可以将应力机的上下运动,转换为冲头的水平运动;形状耦合模包括上模和下模;将切割上模和切割下模分别安装在压力机的上、下平台上;将铝合金零件毛坯放入第一套切割模具中,压力机上平台下行,实现毛坯的部分切割及定位孔的冲制;将冲制的半成品零件放入第二套模具中,切割剩余部分,两套模具切割刀头交替分布,最终实现零件的最终切割,以及两次切割过程中形状耦合模的校形。本发明解决了铝合金毛坯在尺寸精度较差,存在回弹的情况下的高精度去余量问题。
技术研发人员:丁科迪,李保永,秦中环,刘奇,刘伟,李妍华,侯超,何慧敏,韩维群,姚为
受保护的技术使用者:北京航星机器制造有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!