一种多元无硼高温钎料及封焊应用方法与流程
本发明属于材料工程,具体为一种多元无硼高温钎料及封焊应用方法。
背景技术:
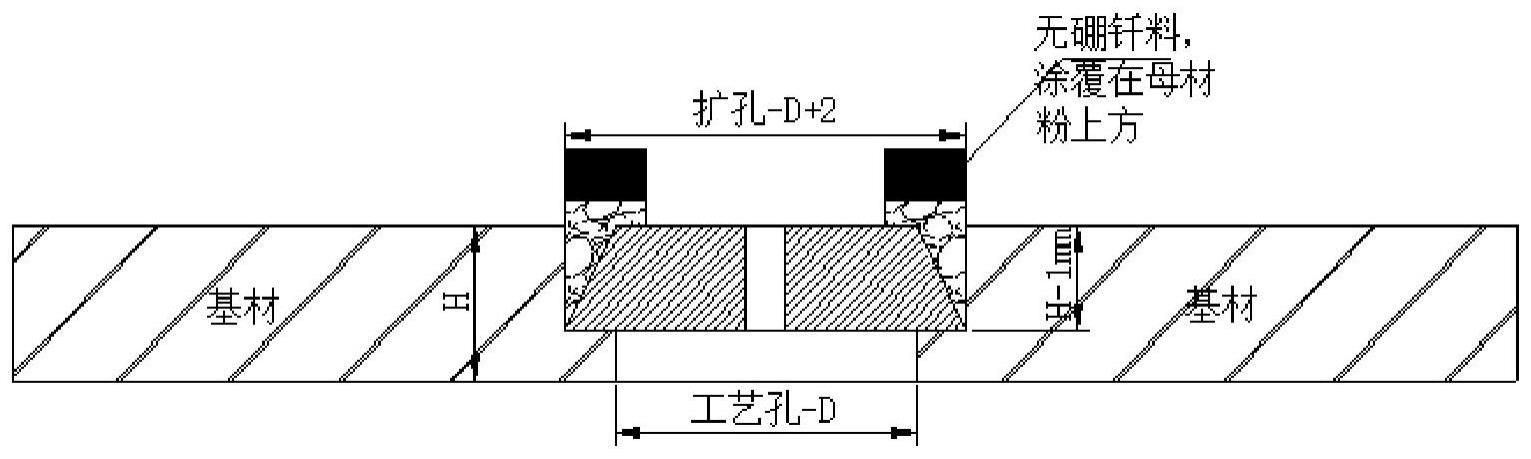
1、空心叶片的核心是陶瓷型芯,是叶片成型的关键,精铸后要进行脱芯,因此设计之初精铸出的空心叶片叶顶预留有工艺孔,作为脱芯出口,是铸造工艺必须的存在,但在叶片的使用过程中,这个大尺寸的工艺孔会影响叶片的功能,传统的钎焊工艺分三步;第一步为孔型加工,第二步为钎焊封孔,第三步为气膜孔加工。具体的是扩孔径+2mm,深度为厚度的三分之二,见附图1,按照扩孔尺寸加工对应的填充块,将填充块放入孔内,涂抹钎料,真空钎焊过程中钎料熔化,在毛细管理的作用下进入装配间隙,完成填充块与工艺孔的焊接,通过打磨/加工修型,在填充块中心加工气膜孔。但现有封焊工艺存在的主要问题表现为以下几点:
2、1、钎焊温度略低于固溶温度,与固溶处理相比冷却方式不同。固溶处理是充气冷却,要求900℃以上冷却速不低于60℃/min;钎焊不接受充气冷却,采用随炉冷却。目前已知的传统钎焊方法均无法有效兼顾钎焊和固溶处理,如:
3、a、先固溶后钎焊:固溶处理后,由于快速通过强化相的析出温度,材料组织有大量的细小强化相析出,强化相的数量、尺寸是叶片高温性能的保证;再进行钎焊处理时,由于钎焊温度与固溶温度相近,会有部分组织固溶,随炉冷却没有,特意控制降温速度,导致发生固溶的部分组织在冷却过程中析出强化相并长大,叶片组织中的强化相数量减少,强化相颗粒尺寸粗大,严重影响叶片性能。
4、b、先钎焊后固溶:先在较低温度完成钎焊,再在较高温度完成固溶处理,由于钎焊区域存在严重的成分组织偏析,固溶温度高于钎焊温度时焊缝共晶组织存在熔化风险,在固溶后快速冷却过程中液相收缩导致裂纹产生。
5、c、钎焊固溶同时进行:钎焊区域在冷却凝固前有一定的液相存在,快速凝固引起快速收缩,钎焊区域容易产生裂纹等严重缺陷,一般不接受充气快速冷却。
6、2、传统钎焊过程一般使用硼硅系钎料,具有良好的流动性、熔点抑制作用以及较低的熔点,但钎焊区域保留了大量脆性共晶相。
7、3、适合钎焊的间隙,填充块与扩孔的尺寸匹配精度要求高,加工难度大。
8、4、传统钎焊结合强度有限,一般约为200mpa。
技术实现思路
1、本发明的目的正是针对现有技术存在的问题,提供一种多元无硼高温钎料及封焊应用方法。采用该含硼钎料,降低了装配间隙的要求精度,解决了封焊工艺与固溶处理工艺的不匹配。相比于传统钎焊更稳定,焊区及影响区组织优良,减少或避免了有害相的形成,在后续的处理中不会导致基体的性能退化,满足叶片整体性能要求或所期望的性能特征。
2、为了实现以上发明目的,本发明的具体技术方案为:
3、一种无硼钎料,包括无硼钎料粉末,以质量百分含量计,该粉末中含5.5~7.5%的al、5.0~7.0%的ti、12.0~16.0%的cr、4.0~8.0%的co、4.0~7.0%的nb、2.0~6.0%的mo、7.0~10.0%的ta、0.05~0.1%的w、0.01~0.03%的b、0.07~0.2%的zr、0.001~0.004%的la,余量为ni和不可避免的杂质,总质量百分含量之和为100%。
4、本发明的多元无硼高温钎料成分不含硼、硅、锆、铪等传统熔点抑制元素,均为高温合金中的强化元素,不产生异质弱化相;合金熔点抑制作用良好;焊区在经热处理、服役过程,材料恶化的趋势优于含硼钎料的钎焊。
5、作为本技术中一种较好的实施方式,所述的无硼钎料粉末用于冶金封焊工艺孔、或钎焊、或以磨片、夹片、箔带形式用于焊接、修复、封焊工艺。
6、作为本技术中一种较好的实施方式,无硼钎料粉末用于冶金封焊工艺孔时,锥形填充块作为填充主体,无硼钎料粉末封焊间隙。
7、利用前述无硼钎料对冶金的空心叶片工艺孔进行封焊的方法,包括以下步骤:
8、步骤一制备无硼钎料粉:
9、选择纯度不低于99.99%的ni、co、ta、w、cr、ti、al、nb、mo、b、zr、la,按比例进行配料,通过真空感应熔炼炉将上述原料熔炼成合金锭;通过旋转电极或真空雾化制备粉末,备用;
10、步骤二 扩孔、填充块加工
11、对工艺孔扩孔:工艺孔为通孔,与原工艺孔同心,将直径扩大到直径d+2mm,深度h-1mm,为同心异径台阶孔,扩孔后进行清理、清洗;
12、加工锥形填充块:锥形坡角内角为0-90°,形成便于填料的敞开口;高度方向与基材孔面重合或略高1-2mm;加工后装配校验尺寸;
13、步骤三 清洗、装配填充块
14、用合金磨头或磨针对扩孔进行打磨,确保没有氧化成份残留,表面保留一定的粗糙度;
15、装配过程中对填充块边缘进行修磨,原则是填充块不能与工艺孔尺寸存在间隙,导致粉末掉入叶片腔室或填充块调入腔室;
16、用酒精或丙酮对所述扩孔表面、锥形填充块进行清理,烘干后真空封装,待用;
17、步骤四 填粉
18、母材粉填充:以高温镍基合金粉末为母材粉末;向母材粉末中加入粘结剂混合均匀;填充扩孔与锥形填充块的间隙,高出叶顶表面0.5-1mm,待用;
19、封焊材料涂覆:向步骤一制得的无硼钎料粉中加入粘结剂并混合均匀,均匀涂覆在母材粉上方,自然干燥后待用;
20、步骤五、液相烧结:真空烧结或气氛环境烧结,结束后充气冷却;
21、步骤六、修型:对多余区域进行加工或打磨恢复尺寸;
22、步骤七、加工气膜孔:按图纸采用电火花在填充块中间加工气膜孔;采用带孔锥形填充块时不需要此步骤。
23、作为本技术中一种较好的实施方式,步骤一制备无硼钎料粉,经筛分使粉末粒度为5~106微米。
24、作为本技术中一种较好的实施方式,步骤四母材粉填充中,所述的母材粉末为m247、in738或in939等;粘结剂的添加量为母材粉末质量的0.5%-0.8%;封焊材料涂覆中,加入粘结剂的添加量为无硼钎料粉质量的0.8%-1.2%。
25、作为本技术中一种较好的实施方式,母材粉填充和封焊材料涂覆中,粘结剂加入后,在玛瑙研钵中搅拌均匀或在混粉机中混合均匀。
26、作为本技术中一种较好的实施方式,封焊材料涂覆中,母材粉与封焊材料的质量比=1:0.5-1.3,自然干燥时间为8-24h。
27、作为本技术中一种较好的实施方式,步骤五中,当液相烧结在真空热处理炉中进行液相烧结,真空热处理炉真空度优于1.0×10-3pa。
28、作为本技术中一种较好的实施方式,步骤五中,液相烧结热处理的条件为:以10℃-15℃/min的速度升温到1185℃±10℃-1215℃±10℃,保温时间为30min-120min;保温结束后充气冷却,冷却速率大于60℃/min,如65℃/min,70℃/min,75℃/min,80℃/min等。
29、本发明采用锥体填充块,敞开型接头设计(锥形填充块的设计,是一种笼统的说法旨在呈现敞口间隙便于自主填粉,粉末有向下沉堆趋势,趋于致密),有助于塑形粉末填充材料间隙,不会污染叶片内腔,焊后区域无孔洞、组织致密、结合强度高;粉末的填充、配合应用方法,有助于无硼钎料中氧化物、杂质等滞留在焊区表面余料中。
30、在填充体上直接开孔,降低了打孔难度、简化封焊工艺过程;
31、采用钎料熔渗-烧结一步完成材料间隙的封焊,工艺过程简单、可控,同时将钎料粉末中的氧元素滞留在焊区外打磨余量中,解决了高钛、铝粉末含氧量对冶金结合的制约;利用毛细管力“自动吸入钎料”,确保钎料最均匀的分布和最小的用量,对于焊区是有益的。
32、前述本发明主方案及其各进一步选择方案可以自由组合以形成多个方案,均为本发明可采用并要求保护的方案;且本发明,(各非冲突选择)选择之间以及和其他选择之间也可以自由组合。本领域技术人员在了解本发明方案后根据现有技术和公知常识可明了有多种组合,均为本发明所要保护的技术方案,在此不做穷举。
33、与现有技术相比,本发明的有益效果为:
34、(一)本焊接材料为一种ni-co-ta-w-cr-ti-al-nb-mo-b-zr-la无硼钎料,可广泛适用于高γ’相体积分数的镍基铸造高温合金的工艺孔封焊;主要组成元素与高温合金本体基本一致,无外引元素,仅通过调整部分元素成分比例达到熔点抑制效果;
35、(二)采用含硼钎料钎焊,含硼化合物倾向于降低焊区的延展性,本发明为无硼钎料,不存在该问题;且本发明的无硼钎料也可以用于粉末冶金、钎焊、大间隙钎焊;具备本发明成分特征的修复材料可以是粉末、磨片、箔带;无硼钎料在液相烧结过程中流入母材粉末间隙,用量较少,组织成份均匀,无硬脆相。
36、(三)所述锥形填充块可以带预置气膜孔,封焊后无需单独进行气膜孔加工;钎料在基材固相线下熔化,熔点抑制元素的扩散进入母材粉,熔点降低熔化,随着熔点抑制元素的继续扩散,焊区熔点升高后凝固,因此焊接保温结束后可以接受充气快速冷却;对于固溶处理温度与钎焊温度接近的材料,可以将固溶处理与钎焊过程合二为一,固溶处理时间一般较长,该过程对含硼钎料焊接过程有害,易造成焊接部位母材损伤,而对无硼钎料焊接过程有益,起到均匀化作用。
37、(四)本发明采用锥形填充块,旨在形成开阔间隙,可以是30°、45°或其他角度,通过母材粉自主填充,减少对装配间隙的要求,提高工艺可靠性、稳定性。
- 还没有人留言评论。精彩留言会获得点赞!