一种偏心轴加工的定位装置的制作方法
本发明涉及一种偏心轴加工的定位装置。
背景技术:
1、偏心轴加工常用的方法有两种,方法1是按照偏心轴两组外圆的中心位置,加工两组中心孔,然后分别以两组中心孔作为加工基准,完成偏心轴两组外圆的加工;方法2是采用偏心夹具完成偏心轴偏心外圆的加工。
2、采用方法1加工偏心轴,当偏心距较小的时候,会出现所加工两组中心孔干涉,导致两组中心孔无法加工,因此对于偏心距较小的偏心轴,方法1无法使用。
3、采用方法2,用偏心夹具完成偏心轴偏心外圆加工时,偏心夹具的设计受零件结构的限制较多,当零件长度较短且偏心外圆位于零件一端时,偏心夹具的设计制造较为容易,当零件长度较长且偏心外圆位于零件中间时,偏心夹具的设计及制造会变得十分困难。
技术实现思路
1、本发明通过一种简单且通用性强的偏心轴加工定位装置,解决了目前偏心轴加工存在的问题。
2、本发明是由以下技术方案实现的:
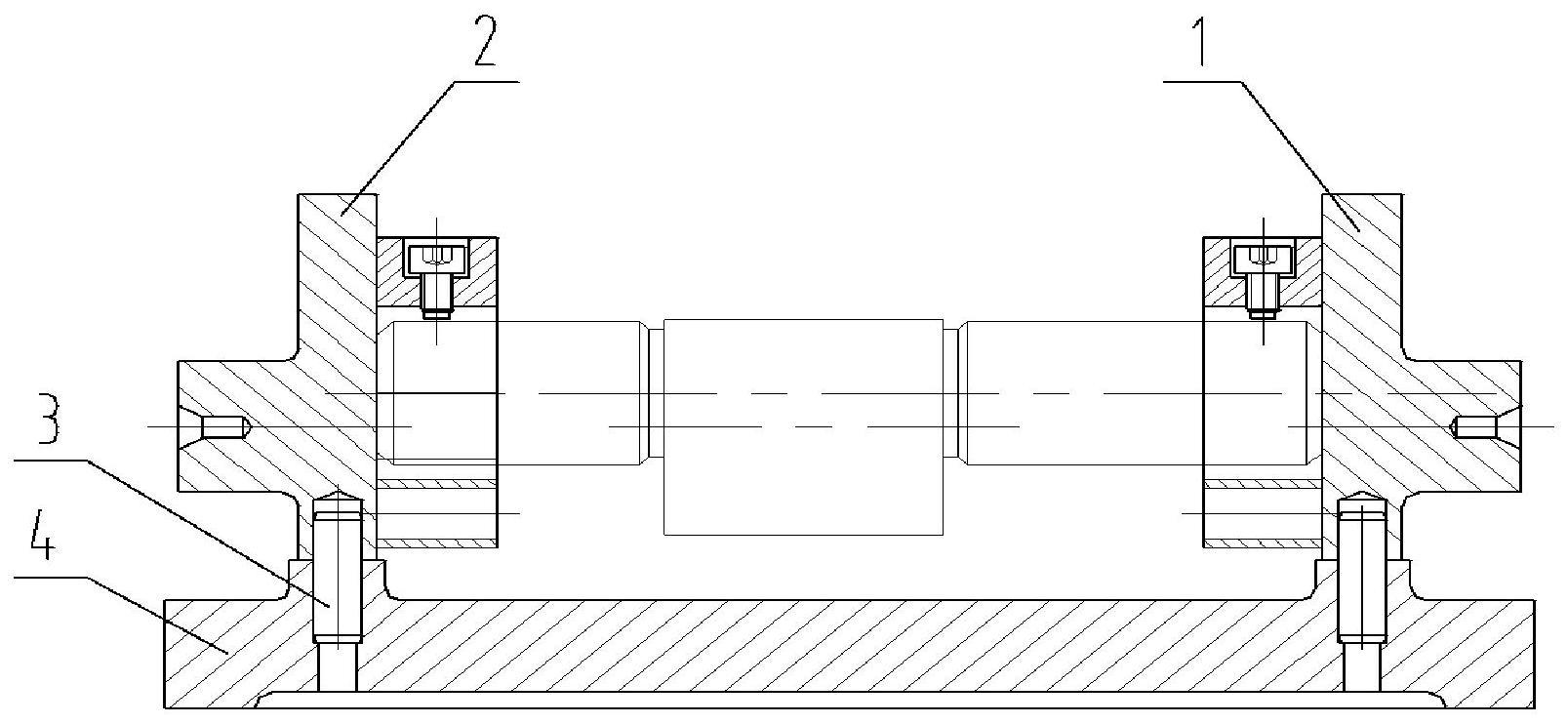
3、一种偏心轴加工的定位装置,包括右定位组件、左定位组件、安装定位销和安装底座,右定位组件与左定位组件结构相同,相互对称,均包括定位v型块、用螺钉i、定位销、定位座、上盖、螺钉ii和紧定螺钉,定位v型块用螺钉i和定位销固定在定位座上,上盖用螺钉ii固定在定位v型块上,紧定螺钉拧入上盖的螺纹孔内,安装定位销装入安装底座的销孔内,将右定位组件与左定位组件通过安装定位销安装在安装底座的支撑面上,两个定位v型块的的中心连线与两个定位组件上打有的中心孔连线的距离为零件的偏心距。
4、本发明的定位装置结构简单,制造成本低,且使用该定位装置的偏心轴加工方法通用性好,可适合于各种类型偏心轴的加工。
技术特征:
1.一种偏心轴加工的定位装置,其特征是:包括右定位组件、左定位组件、安装定位销和安装底座,右定位组件与左定位组件结构相同,相互对称,均包括定位v型块、用螺钉i、定位销、定位座、上盖、螺钉ii和紧定螺钉,定位v型块用螺钉i和定位销固定在定位座上,上盖用螺钉ii固定在定位v型块上,紧定螺钉拧入上盖的螺纹孔内,安装定位销装入安装底座的销孔内,将右定位组件与左定位组件通过安装定位销安装在安装底座的支撑面上,两个定位v型块的中心连线与两个定位组件上打有的中心孔连线的距离为零件的偏心距。
技术总结
本发明涉及一种偏心轴加工的定位装置,解决了目前偏心轴加工存在的问题。包括右定位组件、左定位组件、安装定位销和安装底座,右定位组件与左定位组件结构相同,相互对称,均包括定位V型块、用螺钉I、定位销、定位座、上盖、螺钉II和紧定螺钉,定位V型块用螺钉I和定位销固定在定位座上,上盖用螺钉II固定在定位V型块上,紧定螺钉拧入上盖的螺纹孔内,安装定位销装入安装底座的销孔内,将右定位组件与左定位组件通过安装定位销安装在安装底座的支撑面上,两个定位V型块的中心与两个定位组件中心的距离为零件的偏心距。本发明结构简单,制造成本低,且使用该定位装置的偏心轴加工方法通用性好,可适合于各种类型偏心轴的加工。
技术研发人员:潘树民,龙春彦,白雪峰,刘国强,李锦,张瑞君,刘超,颜馨,王方登,郭宇,赵天宇,郝淑琴,栗巧荣,刘明娇,李英雄
受保护的技术使用者:内蒙古第一机械集团股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!