一种足银首饰焊接用焊膏及其制备方法和应用与流程
1.本发明涉及一种足银首饰焊接用焊膏及其制备方法和应用,属于银首饰焊接材料技术领域。
背景技术:
2.依据国标gb/t 11887-2012《首饰贵金属纯度的规定及命名方法》,首饰中贵金属银纯度千分数最小值达到990
‰
即称为足银,目前我国大部分工艺品和首饰饰品均为足银产品。足银产品色泽美丽,形状各异,焊接位置多为异形,常规制作采用焊片和焊丝进行焊接。由于首饰饰品焊缝多不规则,需要焊片规格较多,通常需要首饰加工厂手工裁剪,而丝状焊料通过熔滴填充焊缝焊接效率低,对工人熟练度要求高。在焊接过程中由于人工操作,首饰饰品焊接质量参差不齐,影响产品出货品质。足银首饰饰品焊接通常采用火焰钎焊,使用硼砂、硼酸等作为助焊剂,在焊接过程中由于燃烧不完全或高温氧化,在足银首饰饰品表面极易出现发黑,助焊剂残留的问题。首饰加工厂通常采用煮白矾、打磨抛光工艺将表面黑渍、残留钎剂去除,工艺繁琐,耗时耗工,尤其对于需要批量生产的首饰饰品造成极大的材料、人工资源浪费。另外,火焰钎焊通常采用煤气、煤油、白油作为引燃剂,采用氧气、空气作为助燃剂,通过调节引燃剂和助燃剂的流量可控制火焰温度,焊接足银首饰饰品通常采用中性火焰和还原火焰,而两种火焰对于引燃剂要求适当增量,导致在首饰饰品表面残碳较多,形成黑渍,需要进行后续处理。然而,首饰饰品表面多为不规则状,尤其对于镶嵌产品,黑渍易渗入镶嵌物底部,极难处理,造成大量人力物力浪费。
3.随着焊接技术的发展,焊接材料形态由丝、片向复合态、粉状、膏状发展。膏状钎料是由金属钎料粉、钎剂、载体组成,膏状钎料中的金属钎料粉是由需要焊接的钎料制备成的粉末,钎剂为助焊剂,载体起到分散、活化、固定的作用,有助于将金属钎料粉末与钎剂混合成均匀膏体。在钎焊装配过程中,由于载体具有一定的初始粘度,可使待焊接部件装配更加便捷,甚至可免除足银首饰饰品的定位点焊环节。在钎焊过程中载体随着焊接温度升高而挥发,钎剂与钎料粉复合熔化后填充焊缝。用膏状钎料进行钎焊时可用点胶机定量点胶,保证每个焊点的焊料重量一致,而经过点胶机点胶得到的待焊接件可在隧道炉或马弗炉中焊接,进而实现定温、定量、定时焊接,从而使焊接效率和焊接质量得到极大提升。但是,目前尚未有用于焊接足银首饰饰品的焊膏。
技术实现要素:
4.本发明的目的在于提供一种可用于焊接足银首饰饰品的焊膏。
5.本发明的第二个目的在于提供一种足银首饰焊接用焊膏的制备方法。
6.本发明的第三个目的在于提供一种足银首饰焊接用焊膏在焊接足银首饰中的应用。
7.为了实现以上目的,本发明的足银首饰焊接用焊膏所采用的技术方案为:
8.一种足银首饰焊接用焊膏,主要由金属钎料粉、钎剂和载体组成;所述金属钎料粉
和钎剂的质量比为(80~95):(5~20);所述金属钎料粉和钎剂的质量之和与载体的质量之比为(70~85):(15~30);所述金属钎料粉主要由ag元素、cu元素、zn元素和si元素组成,所述金属钎料粉中ag元素的质量分数为53%~87%;所述载体主要由有机溶剂和增稠剂组成,所述增稠剂选自水性聚氨酯、十六十八醇、有机膨润土中的一种或任意组合;所述有机溶剂和增稠剂的质量比为(45~100):(16~28)。
9.本发明的足银首饰焊接用焊膏初始粘度大、成膜能力好、不易干、不易沉降,可采用点胶机点胶定位,点胶后的待焊接银首饰可在隧道炉或马弗炉中进行焊接,进而实现定温、定量、定时焊接,从而提高焊接效率和焊接质量。通过调整配方,本发明的足银首饰焊接用焊膏可以在常温下稳定放置1个月而不出现金属钎料粉与载体分层以及钎剂和载体析出的现象。金属钎料粉中,银含量高,质量分数为53%~87%,适合各种足银首饰饰品的焊接。主成分对足银的润湿性好,熔化温度适中,si、zn可提高金属钎料粉熔化得到的熔体的表面张力,降低钎料乱流趋势,使钎缝更加饱满圆滑。si可降低zn元素的挥发,减少气孔率。水性聚氨酯可溶于或分散于溶剂中,具有较好的初始粘度,添加水性聚氨酯可提高膏体的粘附能力。十六十八醇是固态脂肪醇的混合物,在本发明中作为增稠剂、润滑剂,且可提高焊膏的初始粘度。有机膨润土可与溶剂溶胀分散形成凝胶,起到增稠作用,增加膏体的触变性、悬浮稳定性、成膜性、稳定性,让膏体更易于点胶和稳定存放。另外,钎剂对足银表面油污、杂质起到一定的清洁作用,同时也具有一定的防沉作用。金属钎料粉、钎剂和载体之间的比例会影响操作,金属钎料粉和钎剂过多,会造成焊膏粘度多大,流动性差,不方便操作,添加载体过多会导致钎料主成分少,焊缝不饱满。
10.优选地,所述金属钎料粉中ag元素的质量分数为60%~85.2%。优选地,所述有机溶剂和增稠剂的质量比为(73~75):(22~25)。
11.优选地,所述金属钎料粉主要由以下重量份数的元素组成:ag 60~85份,cu 9~35份,zn 4~15份,si 0.1~1.2份。
12.优选地,所述金属钎料粉中还包括耐蚀元素,所述耐蚀元素选自ti、zr、cr、v、mo、ni、co、pd、pt、ir、au中的一种或任意组合。耐蚀的活性元素ti、zr、cr、v可提高合金的耐蚀性,尤其合金化后活性元素优先在合金表面形成稳定的金属氧化物,保护内部金属不被氧化变色。由于au、pt、pd、ir属于贵金属元素,化学稳定性均优于ag、cu,在合金化过程中会提高合金的电极电位,进而提高合金的耐蚀性和抗变色能力。而耐蚀元素ni、co、mo可细化晶粒,提高合金的耐蚀性。
13.优选地,所述金属钎料粉和钎剂的质量比为(85~90):(10~15)。优选地,所述金属钎料粉和钎剂的质量之和与载体的质量之比为(80~85):(15~20)。
14.优选地,在所述金属钎料粉中,所述cu元素的重量份数为9~30份。优选地,在所述金属钎料粉中,所述zn元素的重量份数为4~10份。优选地,在所述金属钎料粉中,所述si元素的重量份数为0.2~0.8份。zn、cu元素总含量过高会导致钎缝颜色发黄;zn、cu元素的总含量过低会导致钎料熔化温度过高,影响焊接效果。实验结果表明,cu元素含量过高会导致钎缝颜色发黄,cu元素含量过低会导致钎料熔化温度过高,影响焊接效果;zn元素含量过低会导致钎缝颜色发黄;si元素含量过高导致钎缝易脆断,si元素含量过低导致耐蚀性下降,钎缝缺陷增多,焊缝易变色。
15.优选地,在所述金属钎料粉中,所述耐蚀元素的重量份数不大于2份。优选地,在所
述金属钎料粉中,所述耐蚀元素的重量份数为0.1~2份。优选地,在所述金属钎料粉中,所述耐蚀元素的重量份数为0.4~1.4份。耐蚀性元素含量过高会导致钎缝易产生缺陷。
16.优选地,所述金属钎料粉由合金粉和耐蚀元素金属粉组成;所述合金粉由ag元素、cu元素、zn元素和si元素组成。优选地,所述金属钎料粉由ag-cu-zn-si合金粉和耐蚀元素金属粉组成。优选地,所述ag-cu-zn-si合金粉的粒度不小于200目。优选地,所述耐蚀元素金属粉的粒度不小于200目。优选地,所述耐蚀元素金属粉的纯度大于99%。优选地,所述ag-cu-zn-si合金粉采用惰性气体雾化法制得。优选地,所述惰性气体为氩气。优选地,所述ag-cu-zn-si合金粉的制备方法还包括以下步骤:将气雾法制成的合金粉末进行筛分,得到粒度不小于200目的粉末即为ag-cu-zn-si合金粉。优选地,所述金属钎料粉由ag-cu-zn-si合金粉和耐蚀元素金属粉混合而成。优选地,所述混合采用的设备为三维混料机。优选地,所述混合的时间大于3h。金属钎料粉的氧含量过高会导致焊缝强度低、耐蚀性下降,采用惰性气体雾化法制备金属钎料粉,可显著降低粉末中的氧含量。同时,气雾法可保证制备的金属钎料粉的球形度,较高的球形度有利于提高金属钎料粉的松装密度,提高膏体中金属钎料粉占比,有利于让焊接过程中焊缝更加饱满圆滑。
17.可以理解的是,耐蚀元素金属粉可以为耐蚀元素金属单质粉,也可以为耐蚀元素金属合金粉,例如,当耐蚀元素为cr和ir,则耐蚀元素金属粉可以由cr粉和ir粉组成,也可以为cr-ir合金粉。由于耐蚀元素含量较低,为了降低成本,优选地,所述耐蚀元素金属粉为耐蚀元素金属单质粉。
18.优选地,所述钎剂由以下重量份数的组分组成:氟硼酸钾5~30份,三氧化二硼10~30份,硼砂15~40份,碱性化学清洁剂20~40份。优选地,所述钎剂由以下重量份数的组分组成:氟硼酸钾5~20份,三氧化二硼10~20份,硼砂30~35份,碱性化学清洁剂40份。优选地,所述钎剂的粒度不小于120目。优选地,所述氟硼酸钾、三氧化二硼、硼砂和碱性化学清洁剂的纯度大于98%。氟硼酸钾、三氧化二硼和硼砂是银钎料中常用的化学物质,添加的碱性化学清洁剂可对足银表面油污、杂质起到很好的清洁作用。氟硼酸钾的熔点为530℃,在高温下可与银首饰表面的金属氧化物形成低熔点物质排出。三氧化二硼的熔点为450℃,可与多种金属氧化物混熔,生成玻璃状的硼酸盐和偏硼酸盐。硼砂的熔点为741℃,可溶解多种金属氧化物,起到祛除银钎料金属粉末和足银首饰饰品表面氧化物的作用。而碱性化学清洁剂有利于祛除待焊接银首饰表面的杂质,同时可祛除银首饰表面的氧化膜。氟硼酸钾、三氧化二硼是低温钎剂,过多导致高温失效;硼砂属于高温钎剂,过多导致低温失效;碱性化学清洁剂可降低钎剂粘度,有利于去除氧化物。
19.硼砂可以含有结晶水,也可以不含结晶水,例如无水硼砂(na2b4o7)、五水硼砂(na2b4o7·
5h2o)、十水硼砂(na2b4o7·
10h2o),为了提高有效成分的比例以及有效去除金属氧化物,优选地,所述硼砂为无水硼砂。
20.优选地,所述碱性化学清洁剂选自氢氧化钠、硅酸钠、碳酸钠中的一种或任意组合。碱性化学清洁剂氢氧化钠、硅酸钠、碳酸钠作为金属常用清洗剂添加成分,有利于祛除待焊接银首饰表面的杂质,同时可祛除银首饰表面的氧化膜。本发明的钎剂在焊接过程中残留少,焊缝处仅存在少量玻璃态物质,玻璃态物质可溶于水,方便清洗。本发明的钎剂的活化温度范围为600~900℃,该范围与银钎料温度匹配(即钎剂的活化温度稍低于银钎料熔化温度,并能在钎焊时不失去活性)。
21.优选地,所述钎剂由氟硼酸钾、三氧化二硼、硼砂和碱性化学清洁剂混合而成。优选地,钎剂的制备方法中,所述混合为球磨混合。优选地,所述球磨混合采用球磨机进行。优选地,所述球磨机为行星式球磨机。优选地,所述球磨的球料比大于1:2。优选地,所述球磨混合的时间为5h。为了筛选出粒度不小于120目的钎剂,球磨混合结束后,将球磨混合后的体系过120目筛。
22.优选地,所述载体在25℃时的粘度为7800~8500cp。
23.优选地,所述有机溶剂为醇类溶剂和/或酯类溶剂。优选地,所述醇类溶剂为丙三醇和/或乙二醇。优选地,所述酯类溶剂为乙酸乙酯。优选地,所述载体由以下重量份数的组分组成:丙三醇5~30份,乙二醇20~35份,乙酸乙酯20~35份,水性聚氨酯10~15份,十六十八醇5~10份,聚乙二醇辛基苯基醚2~5份,有机膨润土1~3份。载体中的丙三醇又被称为甘油,作为溶剂,常温呈液态,具有较高的沸点,具有优良的保湿作用。乙二醇作为溶剂,分子量低,在高温下分解无残留。乙酸乙酯作为常用溶剂,可溶解多种醚、酯,作为溶剂熔点低,挥发性强,无残留。聚乙二醇辛基苯基醚属于非离子型表面活性剂,可提高膏体的表面活性。实验结果表明,水性聚氨酯、十六十八醇、有机膨润土的添加量过多虽然有助于提高焊膏的稳定性,但是由于粘度过大而导致使用性较差;添加量过少会造成载体粘度低,造成载体的防沉降效果差,导致焊膏稳定性差;聚乙二醇辛基苯基醚用于增加溶剂的活性和相溶性,添加量过多会导致载体粘度过低,进而导致焊膏稳定性差,添加量过少会使相溶性降低,导致焊膏易分层。
24.本发明中,所述水性聚氨酯为分子链上含有亲水性基团的聚氨酯树脂,所述水性聚氨酯可以分散于水中形成水性聚氨酯树脂分散体或乳液,或者所述水性聚氨酯可以溶于水中形成溶液。为了提高载体的稳定性,优选地,所述水性聚氨酯能够溶解于所述载体中的有机溶剂,即10~15重量份的水性聚氨酯能够溶解于由5~30重量份的丙三醇、20~35重量份的乙二醇和20~35重量份的乙酸乙酯组成的混合溶剂。
25.优选地,所述载体由以下重量份数的组分组成:丙三醇15~25份,乙二醇23~30份,乙酸乙酯25~30份,水性聚氨酯10~15份,十六十八醇5~10份,聚乙二醇辛基苯基醚2~5份,有机膨润土2~3份。本发明的足银首饰焊接用焊膏中的载体的粘度为7800~8500厘泊,可以较好地承受剪切并对金属钎料粉、钎剂提供一定阻尼效果,有助于防止沉降。
26.优选地,所述聚乙二醇辛基苯基醚的分子量为294.4。
27.优选地,所述载体由丙三醇、乙二醇、乙酸乙酯、水性聚氨酯、十六十八醇、聚乙二醇辛基苯基醚和有机膨润土混合而成。将丙三醇、乙二醇、乙酸乙酯、水性聚氨酯、十六十八醇、聚乙二醇辛基苯基醚和有机膨润土混合均匀即可,优选地,载体的制备方法中,所述混合为搅拌混合。优选地,所述搅拌的速度为800~1000r/min。优选地,所述混合的时间为6h。优选地,所述混合为搅拌混合。优选地,所述搅拌的转速为800~1000r/min。优选地,所述混合采用分散机进行。
28.本发明的足银首饰焊接用焊膏的制备方法所采用的技术方案为:
29.上述足银首饰焊接用焊膏的制备方法,包括以下步骤:先将金属钎料粉和钎剂进行第一次混合,得到混合料,再将混合料和载体进行第二次混合,即得。
30.优选地,所述第一次混合采用三维混料机进行。优选地,所述第一次混合的时间为3h。优选地,所述第二次混合为搅拌混合。优选地,第二次混合采用的搅拌的转速大于800r/
cu-zn-si合金粉的粒度为200目;耐蚀元素金属粉由cr粉和ir粉组成,cr粉和ir粉的粒度均为200目。金属钎料粉由ag-cu-zn-si合金粉和耐蚀元素金属粉经三维混料机混料3h制得。按照组成元素计,本实施例的金属钎料粉由以下重量份数的元素组成:ag 65份,cu 28份,zn 5.7份,si 0.5份,耐蚀元素0.8份,耐蚀元素为cr和ir,cr和ir的质量比为0.6:0.2。
47.钎剂由以下重量份数的组分组成:氟硼酸钾20份,三氧化二硼10份,硼砂30份,碱性化学清洁剂40份,硼砂为无水硼砂,碱性化学清洁剂为硅酸钠。钎剂的粒度为120目。钎剂由上述组分采用行星式球磨机球磨混合后过120目筛制得,球磨的球料比为1:1,球磨混合的时间为5h。
48.本实施例的足银首饰焊接用焊膏中所用载体与实施例1的足银首饰焊接用焊膏中所用载体相同。
49.实施例3
50.本实施例的足银首饰焊接用焊膏,由金属钎料粉、钎剂和载体组成;
51.金属钎料粉和钎剂的质量比为90:10,金属钎料粉和钎剂的质量之和与载体的质量之比为85:15;
52.金属钎料粉由ag-cu-zn-si合金粉和耐蚀元素金属粉组成;ag-cu-zn-si合金粉由ag粉、cu粉、zn粉和si粉经冶炼熔化后采用惰性气体雾化法制成粉末后过200目筛制得,ag-cu-zn-si合金粉的粒度为200目;耐蚀元素金属粉由mo粉、cr粉和ir粉组成,mo粉、cr粉和ir粉的粒度均为200目。金属钎料粉由ag-cu-zn-si合金粉和耐蚀元素金属粉经三维混料机混料3h制得。按照组成元素计,本实施例的金属钎料粉由以下重量份数的元素组成:ag 70份,cu 22份,zn 6份,si 0.6份,耐蚀元素1.4份,耐蚀元素为mo、cr和ir,mo、cr和ir的质量比为1:0.2:0.2。
53.本实施例的足银首饰焊接用焊膏中所用钎剂与实施例2的足银首饰焊接用焊膏中所用钎剂相同。
54.本实施例的足银首饰焊接用焊膏中所用载体与实施例1的足银首饰焊接用焊膏中所用载体相同。
55.实施例4
56.本实施例的足银首饰焊接用焊膏,由金属钎料粉、钎剂和载体组成;
57.金属钎料粉和钎剂的质量比为85:15,金属钎料粉和钎剂的质量之和与载体的质量之比为80:20;
58.金属钎料粉由ag-cu-zn-si合金粉和耐蚀元素金属粉组成;ag-cu-zn-si合金粉由ag粉、cu粉、zn粉和si粉经冶炼熔化后采用惰性气体雾化法制成粉末后过200目筛制得,ag-cu-zn-si合金粉的粒度为200目;耐蚀元素金属粉由pt粉和ir粉组成,pt粉和ir粉的粒度均为200目。金属钎料粉由ag-cu-zn-si合金粉和耐蚀元素金属粉经三维混料机混料3h制得。按照组成元素计,本实施例的金属钎料粉由以下重量份数的元素组成:ag 75份,cu 20份,zn 4份,si 0.6份,耐蚀元素0.4份,耐蚀元素为pt和ir,pt和ir的质量比为0.2:0.2。
59.钎剂由以下重量份数的组分组成:氟硼酸钾15份,三氧化二硼15份,硼砂30份,碱性化学清洁剂40份,硼砂为无水硼砂,碱性化学清洁剂为碳酸钠。钎剂的粒度为120目。钎剂由上述组分采用行星式球磨机球磨混合后过120目筛制得,球磨的球料比为2:1,球磨混合的时间为5h。
60.载体由以下重量份数的组分组成:丙三醇25份,乙二醇23份,乙酸乙酯25份,水性聚氨酯10份,十六十八醇10份,聚乙二醇辛基苯基醚5份,有机膨润土2份。载体由上述组分采用高速分散机搅拌均匀后制得,高速分散机的转速为1000r/min,搅拌时间为6h。
61.实施例5
62.本实施例的足银首饰焊接用焊膏,由金属钎料粉、钎剂和载体组成;
63.金属钎料粉和钎剂的质量比为85:15,金属钎料粉和钎剂的质量之和与载体的质量之比为80:20;
64.金属钎料粉由ag-cu-zn-si合金粉和耐蚀元素金属粉组成;ag-cu-zn-si合金粉由ag粉、cu粉、zn粉和si粉经冶炼熔化后采用惰性气体雾化法制成粉末后过200目筛制得,ag-cu-zn-si合金粉的粒度为200目;耐蚀元素金属粉为au粉,au粉的粒度均为200目。金属钎料粉由ag-cu-zn-si合金粉和耐蚀元素金属粉经三维混料机混料3h制得。按照组成元素计,本实施例的金属钎料粉由以下重量份数的元素组成:ag 80份,cu 14份,zn 5份,si 0.2份,耐蚀元素0.8份,耐蚀元素为au。
65.本实施例的足银首饰焊接用焊膏中所用钎剂与实施例4的足银首饰焊接用焊膏中所用钎剂相同。
66.载体由以下重量份数的组分组成:丙三醇15份,乙二醇30份,乙酸乙酯30份,水性聚氨酯15份,十六十八醇5份,聚乙二醇辛基苯基醚2份,有机膨润土3份。载体由上述组分采用高速分散机搅拌均匀后制得,高速分散机的转速为1000r/min,搅拌时间为6h。
67.实施例6
68.本实施例的足银首饰焊接用焊膏,由金属钎料粉、钎剂和载体组成;
69.金属钎料粉和钎剂的质量比为85:15,金属钎料粉和钎剂的质量之和与载体的质量之比为80:20;
70.金属钎料粉由ag-cu-zn-si合金粉和耐蚀元素金属粉组成;ag-cu-zn-si合金粉由ag粉、cu粉、zn粉和si粉经冶炼熔化后采用惰性气体雾化法制成粉末后过200目筛制得,ag-cu-zn-si合金粉的粒度为200目;耐蚀元素金属粉由v粉、ni粉和co粉组成,v粉、ni粉和co粉的粒度均为200目。金属钎料粉由ag-cu-zn-si合金粉和耐蚀元素金属粉经三维混料机混料3h制得。按照组成元素计,本实施例的金属钎料粉由以下重量份数的元素组成:ag 85份,cu 9份,zn 5份,si 0.2份,耐蚀元素0.6份,耐蚀元素为v、ni和co,v、ni和co的质量比为0.2:0.2:0.2。
71.本实施例的足银首饰焊接用焊膏中所用钎剂与实施例4的足银首饰焊接用焊膏中所用钎剂相同。
72.本实施例的足银首饰焊接用焊膏中所用载体与实施例5的足银首饰焊接用焊膏中所用载体相同。
73.实施例7
74.本实施例的足银首饰焊接用焊膏与实施例1的足银首饰焊接用焊膏的区别仅在于,本对比例的足银首饰焊接用焊膏中所用的金属钎料粉中cu元素的重量份数为28份,zn元素的重量份数为10份。
75.对比例1
76.本对比例的足银首饰焊接用焊膏与实施例1的足银首饰焊接用焊膏的区别仅在
于,本对比例的足银首饰焊接用焊膏中所用的载体中的水性聚氨酯的重量份数为17份。本对比例的足银首饰焊接用焊膏按照实施例7的足银首饰焊接用焊膏的制备方法进行制备。
77.对比例2
78.本对比例的足银首饰焊接用焊膏与实施例4的足银首饰焊接用焊膏的区别仅在于,本对比例的足银首饰焊接用焊膏中所用的载体中的水性聚氨酯的重量份数为8份。本对比例的足银首饰焊接用焊膏按照实施例10的足银首饰焊接用焊膏的制备方法进行制备。
79.对比例3
80.本对比例的足银首饰焊接用焊膏与实施例4的足银首饰焊接用焊膏的区别仅在于,本对比例的足银首饰焊接用焊膏中所用的载体中的十六十八醇的重量份数为12份。本对比例的足银首饰焊接用焊膏按照实施例10的足银首饰焊接用焊膏的制备方法进行制备。
81.对比例4
82.本对比例的足银首饰焊接用焊膏与实施例4的足银首饰焊接用焊膏的区别仅在于,本对比例的足银首饰焊接用焊膏中所用的载体中的聚乙二醇辛基苯基醚的重量份数为6份。本对比例的足银首饰焊接用焊膏按照实施例10的足银首饰焊接用焊膏的制备方法进行制备。
83.对比例5
84.本对比例的足银首饰焊接用焊膏与实施例5的足银首饰焊接用焊膏的区别仅在于,本对比例的足银首饰焊接用焊膏中所用的载体中的十六十八醇的重量份数为4份。本对比例的足银首饰焊接用焊膏按照实施例11的足银首饰焊接用焊膏的制备方法进行制备。
85.对比例6
86.本对比例的足银首饰焊接用焊膏与实施例5的足银首饰焊接用焊膏的区别仅在于,本对比例的足银首饰焊接用焊膏中所用的载体中的聚乙二醇辛基苯基醚的重量份数为1份。本对比例的足银首饰焊接用焊膏按照实施例11的足银首饰焊接用焊膏的制备方法进行制备。
87.对比例7
88.本对比例的足银首饰焊接用焊膏与实施例5的足银首饰焊接用焊膏的区别仅在于,本对比例的足银首饰焊接用焊膏中所用的载体中的有机膨润土的重量份数为4份。本对比例的足银首饰焊接用焊膏按照实施例11的足银首饰焊接用焊膏的制备方法进行制备。
89.对比例8
90.本对比例的足银首饰焊接用焊膏与实施例4的足银首饰焊接用焊膏的区别仅在于,本对比例的足银首饰焊接用焊膏中所用的载体中的有机膨润土的重量份数为0.5份。本对比例的足银首饰焊接用焊膏按照实施例10的足银首饰焊接用焊膏的制备方法进行制备。
91.对比例9
92.本对比例的足银首饰焊接用焊膏与实施例1的足银首饰焊接用焊膏的区别仅在于,本对比例的足银首饰焊接用焊膏中所用的金属钎料粉中cu元素的重量份数为32份,zn元素的重量份数为6份。本对比例的足银首饰焊接用焊膏按照实施例7的足银首饰焊接用焊膏的制备方法进行制备。
93.对比例10
94.本对比例的足银首饰焊接用焊膏与实施例6的足银首饰焊接用焊膏的区别仅在
于,本对比例的足银首饰焊接用焊膏中所用的金属钎料粉中cu元素的重量份数为8份,zn元素的重量份数为6份。本对比例的足银首饰焊接用焊膏按照实施例12的足银首饰焊接用焊膏的制备方法进行制备。
95.对比例11
96.本对比例的足银首饰焊接用焊膏与实施例1的足银首饰焊接用焊膏的区别仅在于,本对比例的足银首饰焊接用焊膏中所用的金属钎料粉中cu元素的重量份数为29.8份,si元素的重量份数为1份。本对比例的足银首饰焊接用焊膏按照实施例7的足银首饰焊接用焊膏的制备方法进行制备。
97.对比例12
98.本对比例的足银首饰焊接用焊膏与实施例6的足银首饰焊接用焊膏的区别仅在于,本对比例的足银首饰焊接用焊膏中所用的金属钎料粉中cu元素的重量份数为9.1份,si元素的重量份数为0.1份。本对比例的足银首饰焊接用焊膏按照实施例12的足银首饰焊接用焊膏的制备方法进行制备。
99.对比例13
100.本对比例的足银首饰焊接用焊膏与实施例1的足银首饰焊接用焊膏的区别仅在于,本对比例的足银首饰焊接用焊膏中所用的金属钎料粉中cu元素的重量份数为22份,zn元素的重量份数为16份。本对比例的足银首饰焊接用焊膏按照实施例7的足银首饰焊接用焊膏的制备方法进行制备。
101.对比例14
102.本对比例的足银首饰焊接用焊膏与实施例4的足银首饰焊接用焊膏的区别仅在于,本对比例的足银首饰焊接用焊膏中所用的金属钎料粉中cu元素的重量份数为21份,zn元素的重量份数为3份。本对比例的足银首饰焊接用焊膏按照实施例10的足银首饰焊接用焊膏的制备方法进行制备。
103.对比例15
104.本对比例的足银首饰焊接用焊膏与实施例1的足银首饰焊接用焊膏的区别仅在于,本对比例的足银首饰焊接用焊膏中所用的金属钎料粉中耐蚀元素的重量份数为2.2份。本对比例的足银首饰焊接用焊膏按照实施例7的足银首饰焊接用焊膏的制备方法进行制备。
105.二、本发明的足银首饰焊接用焊膏的制备方法的具体实施例如下:
106.实施例8
107.本实施例的足银首饰焊接用焊膏的制备方法为实施例1的足银首饰焊接用焊膏的制备方法,具体包括以下步骤:
108.按照实施例1中的配方量取金属钎料粉、钎剂和载体,然后将金属钎料粉和钎剂在三维混料机中进行第一次混合,混合3h后得到混合料,再将载体放入分散机中,然后将混合料分两次加入分散机中进行第二次混合,第二次混合过程中,控制分散机的转速大于800r/min,待混合料和载体混匀后得到足银首饰焊接用焊膏。
109.实施例9
110.本实施例的足银首饰焊接用焊膏的制备方法为实施例2的足银首饰焊接用焊膏的制备方法,本实施例的足银首饰焊接用焊膏的制备方法与实施例8的足银首饰焊接用焊膏
的制备方法的区别仅在于,本实施例的足银首饰焊接用焊膏的制备方法中所用的金属钎料粉、钎剂和载体为实施例2的足银首饰焊接用焊膏中的金属钎料粉、钎剂和载体。
111.实施例10
112.本实施例的足银首饰焊接用焊膏的制备方法为实施例3的足银首饰焊接用焊膏的制备方法,本实施例的足银首饰焊接用焊膏的制备方法与实施例8的足银首饰焊接用焊膏的制备方法的区别仅在于,本实施例的足银首饰焊接用焊膏的制备方法中所用的金属钎料粉、钎剂和载体为实施例3的足银首饰焊接用焊膏中的金属钎料粉、钎剂和载体。
113.实施例11
114.本实施例的足银首饰焊接用焊膏的制备方法为实施例4的足银首饰焊接用焊膏的制备方法,本实施例的足银首饰焊接用焊膏的制备方法与实施例8的足银首饰焊接用焊膏的制备方法的区别仅在于,本实施例的足银首饰焊接用焊膏的制备方法中所用的金属钎料粉、钎剂和载体为实施例4的足银首饰焊接用焊膏中的金属钎料粉、钎剂和载体。
115.实施例12
116.本实施例的足银首饰焊接用焊膏的制备方法为实施例5的足银首饰焊接用焊膏的制备方法,本实施例的足银首饰焊接用焊膏的制备方法与实施例8的足银首饰焊接用焊膏的制备方法的区别仅在于,本实施例的足银首饰焊接用焊膏的制备方法中所用的金属钎料粉、钎剂和载体为实施例5的足银首饰焊接用焊膏中的金属钎料粉、钎剂和载体。
117.实施例13
118.本实施例的足银首饰焊接用焊膏的制备方法为实施例6的足银首饰焊接用焊膏的制备方法,本实施例的足银首饰焊接用焊膏的制备方法与实施例8的足银首饰焊接用焊膏的制备方法的区别仅在于,本实施例的足银首饰焊接用焊膏的制备方法中所用的金属钎料粉、钎剂和载体为实施例6的足银首饰焊接用焊膏中的金属钎料粉、钎剂和载体。
119.实施例14
120.本实施例的足银首饰焊接用焊膏的制备方法为实施例7的足银首饰焊接用焊膏的制备方法,本实施例的足银首饰焊接用焊膏的制备方法与实施例8的足银首饰焊接用焊膏的制备方法的区别仅在于,本实施例的足银首饰焊接用焊膏的制备方法中所用的金属钎料粉、钎剂和载体为实施例7的足银首饰焊接用焊膏中的金属钎料粉、钎剂和载体。
121.三、本发明的足银首饰焊接用焊膏在焊接足银首饰中的应用的具体实施例如下:
122.实施例15
123.本实施例的足银首饰焊接用焊膏在焊接足银首饰中的应用,具体包括以下步骤:首先将实施例1的足银首饰焊接用焊膏放入点胶针筒中,采用点胶机将焊膏定位定量滴涂在足银首饰待焊接部位,然后将滴涂有焊膏的足银首饰放入氩气气氛隧道炉中于800℃下进行热熔焊接。
124.实施例16
125.本实施例的足银首饰焊接用焊膏在焊接足银首饰中的应用,具体包括以下步骤:首先将实施例2的足银首饰焊接用焊膏放入点胶针筒中,采用点胶机将焊膏定位定量滴涂在足银首饰待焊接部位,然后将滴涂有焊膏的足银首饰放入还原气氛隧道炉中于820℃下进行热熔焊接。
126.实施例17
127.本实施例的足银首饰焊接用焊膏在焊接足银首饰中的应用,具体包括以下步骤:首先将实施例3的足银首饰焊接用焊膏放入点胶针筒中,采用点胶机将焊膏定位定量滴涂在足银首饰待焊接部位,然后将滴涂有焊膏的足银首饰放入还原气氛隧道炉中于800℃下进行热熔焊接。
128.实施例18
129.本实施例的足银首饰焊接用焊膏在焊接足银首饰中的应用,具体包括以下步骤:首先将实施例4的足银首饰焊接用焊膏放入点胶针筒中,采用点胶机将焊膏定位定量滴涂在足银首饰待焊接部位,然后将滴涂有焊膏的足银首饰放入还原气氛隧道炉中于820℃下进行热熔焊接。
130.实施例19
131.本实施例的足银首饰焊接用焊膏在焊接足银首饰中的应用,具体包括以下步骤:首先将实施例5的足银首饰焊接用焊膏放入点胶针筒中,采用点胶机将焊膏定位定量滴涂在足银首饰待焊接部位,然后将滴涂有焊膏的足银首饰放入还原气氛隧道炉中于850℃下进行热熔焊接。
132.实施例20
133.本实施例的足银首饰焊接用焊膏在焊接足银首饰中的应用,具体包括以下步骤:首先将实施例6的足银首饰焊接用焊膏放入点胶针筒中,采用点胶机将焊膏定位定量滴涂在足银首饰待焊接部位,然后将滴涂有焊膏的足银首饰放入还原气氛隧道炉中于850℃下进行热熔焊接。
134.实施例21
135.本实施例的足银首饰焊接用焊膏在焊接足银首饰中的应用,具体包括以下步骤:首先将实施例7的足银首饰焊接用焊膏放入点胶针筒中,采用点胶机将焊膏定位定量滴涂在足银首饰待焊接部位,然后将滴涂有焊膏的足银首饰放入氩气气氛隧道炉中于800℃下进行热熔焊接。
136.实验例1
137.本发明实施例和对比例的足银首饰焊接用焊膏中所用载体中的有机膨润土在焊接过程中可与钎剂形成渣膜上浮,起到隔绝空气保护钎缝的作用。同时,有机膨润土在灼烧后有固体残留。为了评价本发明中所用载体在焊接后的灰分残留,同时为了排除有机膨润土对灰分测试结果的影响,分别将实施例1-6和对比例1-8的足银首饰焊接用焊膏中的载体(除去有机膨润土后的剩余混合组分)放入马弗炉中于600℃下进行高温灼烧10min,然后计算灼烧残余物的质量与灼烧前载体质量的比值,即为灰分,实施例1-6和对比例1-5的足银首饰焊接用焊膏中的载体(除去有机膨润土后的剩余混合组分)在高温灼烧后的灰分测试结果如表1所示。
138.表1实施例1-6和对比例1-5的足银首饰焊接用焊膏中的载体在高温灼烧后的灰分
139.载体实施例1实施例2实施例3实施例4实施例5实施例6灰分<0.02%<0.01%<0.01%<0.02%<0.01%<0.02%载体对比例1对比例2对比例3对比例4对比例5-灰分<0.03%<0.01%<0.01%<0.01%<0.01%-140.结果表明,实施例1-6的足银首饰焊接用焊膏中的载体在500℃下高温灼烧后的残
碳率均小于0.02%,可避免在焊接足银首饰饰品时导致足银首饰表面残碳较多而形成黑渍,进而简化后续处理。
141.实验例2
142.载体在焊膏的使用过程中需要接受剪切并对金属、钎剂提供一定阻尼防止沉降。粘度数值上等于单位速度梯度下流体所受的剪应力,按照国际单位制,粘度的单位为帕
·
秒,也常用泊或厘泊(1泊=10-1
帕
·
秒,1厘泊=10-2
帕
·
秒),一般情况下,粘度较大时,物料稳定性越强,不容易沉降。为了评价实施例1-6的足银首饰焊接用焊膏的稳定性,采用动力粘度检测仪在25℃下对实施例1-6和对比例1-8的足银首饰焊接用焊膏中的载体进行粘度测试,测试所得的动力粘度值见表2。
143.表2实施例1-6和对比例1-8的足银首饰焊接用焊膏中的载体的动力粘度
144.载体实施例1实施例2实施例3实施例4实施例5实施例6粘度(厘泊)800078008200840085008100载体对比例1对比例2对比例3对比例4对比例5对比例6粘度(厘泊)910066009200790061008500载体对比例7对比例8
‑‑‑‑
粘度(厘泊)93007200
‑‑‑‑
145.结果表明,实施例1-6的足银首饰焊接用焊膏中的载体呈粘稠状,对粉体材料和钎剂具有良好的承载和阻尼作用。根据对比例1-8的足银首饰焊接用焊膏中的载体的粘度测试结果可知,水性聚氨酯、十六十八醇、有机膨润土添加量过高会导致载体粘度过大,不利于注胶;添加量过少,会使载体粘度较低;聚乙二醇辛基苯基醚用于增加溶剂活性和相溶性,添加量过少(对比例6)对载体粘度影响不大,添加量过多(对比例4)会导致载体粘度过低。
146.为了更加直观地评价载体的组分配比对足银首饰焊接用焊膏的放置稳定性和长期使用的可行性的影响,将实施例1-6和对比例1-8的足银首饰焊接用焊膏放入点胶针筒中密封,在室温下放置1个月后进行观察,结果表明,放置1个月后的实施例1-6的足银首饰焊接用焊膏均未表现出金属钎料粉与载体分层以及钎剂和载体析出的现象,说明实施例1-6的足银首饰焊接用焊膏具有较好的稳定性,可以长期稳定使用。另外,对比例1、3、7的足银首饰焊接用焊膏在放置1个月后也无分层以及钎剂和载体析出的现象,但是粘度过大,难以注射和涂抹,不利于使用;而对比例2、4、5、6、8的足银首饰焊接用焊膏在放置1个月后出现分层现象。
147.因此,综合粘度测试结果和稳定性测试结果可知,水性聚氨酯、十六十八醇、有机膨润土的添加量过多虽然有助于提高焊膏的稳定性,但是由于粘度过大而导致使用性较差;添加量过少会造成载体粘度低,导致焊膏稳定性差;聚乙二醇辛基苯基醚添加量过多会导致载体粘度过低,进而导致焊膏稳定性差,添加量过少会使相溶性降低,导致焊膏易分层。
148.实验例3
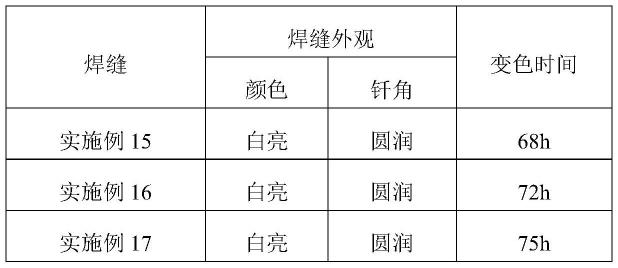
149.为了评价本发明的足银首饰焊接用焊膏对足银首饰的焊接效果,分别观察实施例15-21中焊接后的足银首饰的焊缝外观,结果如表3所示。为了评价焊缝的耐腐蚀性能,将实施例15-21中焊接后的足银首饰放入质量分数为10%的硫化钠溶液中,观察记录焊缝的变
色时间,结果如表2所示。同时为了评价金属钎料粉的组分配比对焊接效果的影响,将对比例9-15的足银首饰焊接用焊膏采用实施例15的方法对足银首饰进行焊接,焊接后的足银首饰的焊缝外观,结果如表4所示;焊接后的足银首饰放入质量分数为10%的硫化钠溶液中,测试得到的焊缝的变色时间如表4所示。
150.表3实施例15-21中焊接后的足银首饰的焊缝外观以及焊缝的变色时间
[0151][0152][0153]
表4对比例9-15的足银首饰焊接用焊膏的焊接效果
[0154][0155]
结果表明,金属钎料粉总量固定时,cu元素含量过高会导致钎缝颜色发黄,cu元素含量过低会导致钎料熔化温度过高,影响焊接效果;zn元素含量过低会导致钎缝颜色发黄;zn、cu元素总含量过高会导致钎缝颜色发黄;zn、cu元素的总含量过低会导致钎料熔化温度过高,影响焊接效果;si元素含量过高导致钎缝易脆断,si元素含量过低导致耐蚀性下降,钎缝缺陷增多,焊缝易变色;耐蚀性元素含量过高会导致钎缝易产生缺陷。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1