服务器装配生产线及服务器生产系统的制作方法
本技术涉及服务器,特别是涉及一种服务器装配生产线及服务器生产系统。
背景技术:
1、传统的服务器装配生产线的一般采用工位串行的模式,该模式下的装配线属于连续式的,即物料在前一个工位完成装配后,传递给下一个工位继续完成下一道装配工序。然而,这种连续式的装配线如果前一个工位完成速度快,会导致后续工位的任务堆积,进而造成装配线堵塞,影响多个工位的工作。
技术实现思路
1、基于此,提供一种服务器装配生产线及服务器生产系统,旨在解决传统装配生产线在工作时容易出现装配线堵塞的问题。
2、本技术第一方面的实施例提出了一种服务器装配生产线,包括:循环输送线体,用于使物料循环流转;多个装配工站,各所述装配工站用于对物料实施不同的装配工序,每个所述装配工站均包括等待位、装配位、与所述循环输送线体连接的接驳口以及第一物料转移机构;以及控制器;其中,每个所述装配工站还包括第一检测装置、第二检测装置和第三检测装置,所述第一检测装置、所述第二检测装置、所述第三检测装置和所述第一物料转移机构均与所述控制器连接;所述第一检测装置用于检测所述接驳口是否有待装配的物料,所述第二检测装置用于检测所述等待位是否空置,所述第三检测装置用于检测所述装配位是否空置;所述控制器配置为,在所述接驳口有待装配的物料、所述等待位和所述装配位中的至少一个空置的情况下控制所述第一物料转移机构将所述物料转移至所述等待位或所述装配位。
3、本技术实施例中的服务器装配生产线,每个装配工站均可以通过第一检测装置对装配工站与循环输送线体的接驳口处是否有待装配的物料进行检测,通过第二检测装置检测该装配工站的等待位是否空置,通过第三检测装置检测该装配工站的装配位是否空置。当循环输送线体传输物料至某个装配工站与循环输送线体的接驳口处时,第一检测装置将接驳口有待装配的物料的检测结果传输给控制器,控制器根据第二检测装置和第三检测装置的检测结果执行相应的控制策略。如果此时等待位和装配位均未空置,则循环输送线体带动物料继续循环流转。如果此时等待位和装配位中的至少一个空置,控制器就控制装配工站的第一物料转移机构将物料转移至等待位或装配位。由此,可以避免物料在装配生产线上发生堆积堵塞的问题,使每个装配工站都能够按照各自的装配节拍有序地实施相应的装配工序。
4、在一些实施例中,所述控制器还配置为,在所述接驳口有待装配的物料、所述装配位空置的情况下控制所述第一物料转移机构将所述物料转移至所述装配位,在所述接驳口有待装配的物料、所述装配位未空置、所述等待位空置的情况下控制所述第一物料转移机构将所述物料转移至所述等待位。
5、当第一检测装置检测到接驳口有待装配的物料并将该检测结果传输给控制器后,控制器进一步根据第二检测装置和第三检测装置的检测结果执行相应的控制策略。如果此时装配位空置,控制器就控制第一物料转移机构将物料转移至装配位,以将物料提供给该装配工站的工人。如果此时装配位未空置、等待位空置,控制器就控制第一物料转移机构将物料转移至等待位,以便于给该装配工站提供预备物料,在工人完成当前的物料装配后即可使用等待位的物料进行装配。
6、在一些实施例中,所述第一检测装置、所述第二检测装置、所述第三检测装置为图像获取装置或接近传感器。由此,通过图像检测的方式来识别接驳口是否有待装配的物料、等待位是否空置以及装配位是否空置。或者,通过检测是否有物料接近的方式,来识别接驳口是否有待装配的物料、等待位是否空置以及装配位是否空置。
7、在一些实施例中,所述循环输送线体上设置有异常出料口,所述服务器装配生产线还包括与所述控制器连接的第四检测装置,所述第四检测装置用于检测物料装配是否合格,所述服务器装配生产线还包括第二物料转移机构,所述控制器还配置为,在所述第四检测装置检测到物料装配不合格的情况下控制所述第二物料转移机构将不合格的物料流转至异常出料口。如此设置,可以通过第四检测装置识别出装配不合格的物料或产品,并且,控制器控制第二物料转移机构将不合格的物料流转至异常出料口。由此,可以对装配不合格的物料或产品提前分拣,减轻后续生产环节中检测和分拣的压力。此外,还可以专门的工人人员对由异常出料口导出的不合格物料或产品进行检测和分析原因,以及时发现装配环节中的疏漏或问题。
8、在一些实施例中,所述第四检测装置为重力传感器或图像获取装置。装配不合格的物料和装配合格的物料相比,在重量上会有所差异,因此,可以通过重力传感器对装配不合格的物料进行识别。或者,通过图像检测的方式来获取物料装配情况,从而识别物料装配是否合格。
9、在一些实施例中,所述循环输送线体包括:上层输送线体;下层输送线体,所述下层输送线体设置在所述上层输送线体的下方;第一升降装置和第二升降装置,所述第一升降装置设置在所述上层输送线体和所述下层输送线体的一端,所述第二升降装置设置在所述上层输送线体和所述下层输送线体的另一端。如此,通过两个输送方向相反的输送线体和两个升降装置,即可构建出使物料循环流转的循环输送线体。
10、在一些实施例中,各所述装配工站沿所述上层输送线体的输送方向间隔设置,各所述装配工站的所述接驳口均设置于所述上层输送线体。也就是说,上层输送线体用于将待装配的物料输送给各装配工站,相应地,下层输送线体用于使未入站的物料回流,回流后的物料通过升降装置再次回到上层输送线体,进入下一循环的输送过程。
11、在一些实施例中,所述上层输送线体和所述下层输送线体均为直线型输送装置。如此设置,使物料的运动路径简单,从而有利于在满足各个装配工站的空间需求的情况下减小物料循环路径的总长度,进而可以提高物料的流转效率。
12、在一些实施例中,所述第一物料转移机构为机械臂。在控制器的控制下,机械臂能够拾取并转移物料,从而实现将物料由接驳口转移至等待位或装配位。
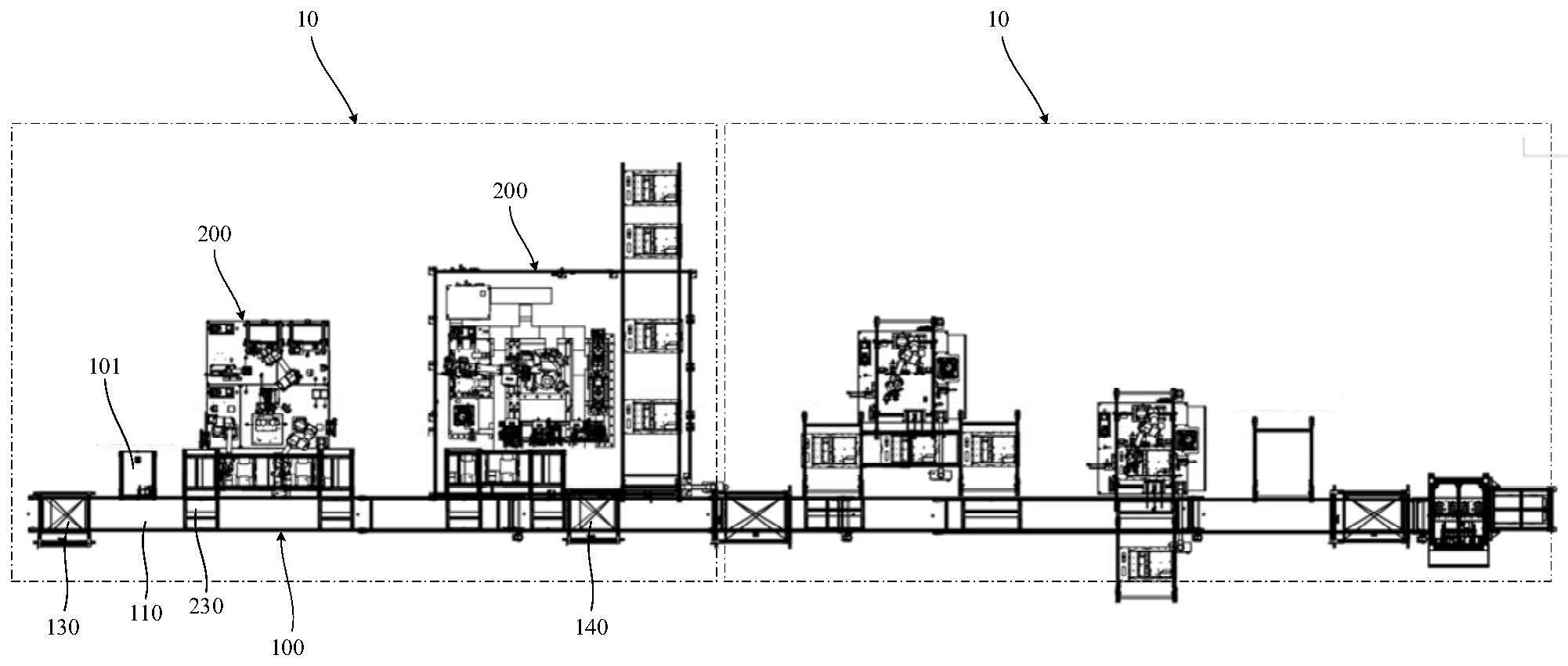
13、本技术第二方面的实施例提出了一种服务器生产系统,包括两条上述任一实施例中的服务器装配生产线,其中一条所述服务器装配生产线用于装配服务器主板,另一条所述服务器装配生产线用于装配服务器机箱。
14、本技术实施例中的服务器生产系统,包括两条服务器装配生产线,分别对应装配服务器主板和服务器机箱。其中,在任一条服务器装配生产线中,每个装配工站均可以通过第一检测装置对装配工站与循环输送线体的接驳口处是否有待装配的物料进行检测,通过第二检测装置检测该装配工站的等待位是否空置,通过第三检测装置检测该装配工站的装配位是否空置。当循环输送线体传输物料至某个装配工站与循环输送线体的接驳口处时,第一检测装置将接驳口有待装配的物料的检测结果传输给控制器,控制器根据第二检测装置和第三检测装置的检测结果执行相应的控制策略。如果此时等待位和装配位均未空置,则循环输送线体带动物料继续循环流转。如果此时等待位和装配位中的至少一个空置,控制器就控制装配工站的第一物料转移机构将物料转移至等待位或装配位。由此,可以避免物料在装配生产线上发生堆积堵塞的问题,使每个装配工站都能够按照各自的装配节拍有序地实施相应的装配工序。
- 还没有人留言评论。精彩留言会获得点赞!