一种精密筒形结构焊接加工方法与流程
本发明属于焊接加工,尤其涉及一种精密筒形结构焊接加工方法。
背景技术:
1、精密筒形结构是液压油缸中最常用到的零部件,通过活塞在筒体内进行规则运动,实现预期的功能。为保证压力稳定及运动顺畅,筒体要求有很高的内径尺寸精度及形状精度。现有精密筒形制造技术相对成熟,但在实际操作中仍存在一定缺陷。
2、如当筒形结构较为复杂、特殊时,受加工工艺所限,无法实现筒体的整体机械加工,需采取分体机械精加工后,通过焊接来保证最终成品件高的尺寸及形状位置精度要求。精密结构焊接一般采用激光、电子束、高能束等焊接方法,虽然具有焊接热输入量小、零件焊接变形小、焊后残余应力小、焊缝质量好等特点,但由于其不可避免的焊接变形及残余应力的影响,导致精密筒形结构焊接时同轴度控制难度较大。
3、故研制一种用于精密长筒形结构的焊接方法,解决精密筒形结构焊接时同轴度控制难度较大,是本领域亟待解决的技术问题。
技术实现思路
1、本发明提供一种精密筒形结构焊接加工方法,旨在解决精密筒形结构焊接时同轴度控制难度较大的问题。
2、本发明是这样实现的,一种精密筒形结构焊接加工方法,所述加工方法步骤如下:
3、步骤s1、在待焊接部件外围装配上相适应的轴瓦和轴承;
4、步骤s2、将装配有轴瓦和轴承的待焊接部件分别安装于回转中心架中;
5、步骤s3、将加热电阻丝安装至回转中心架内;
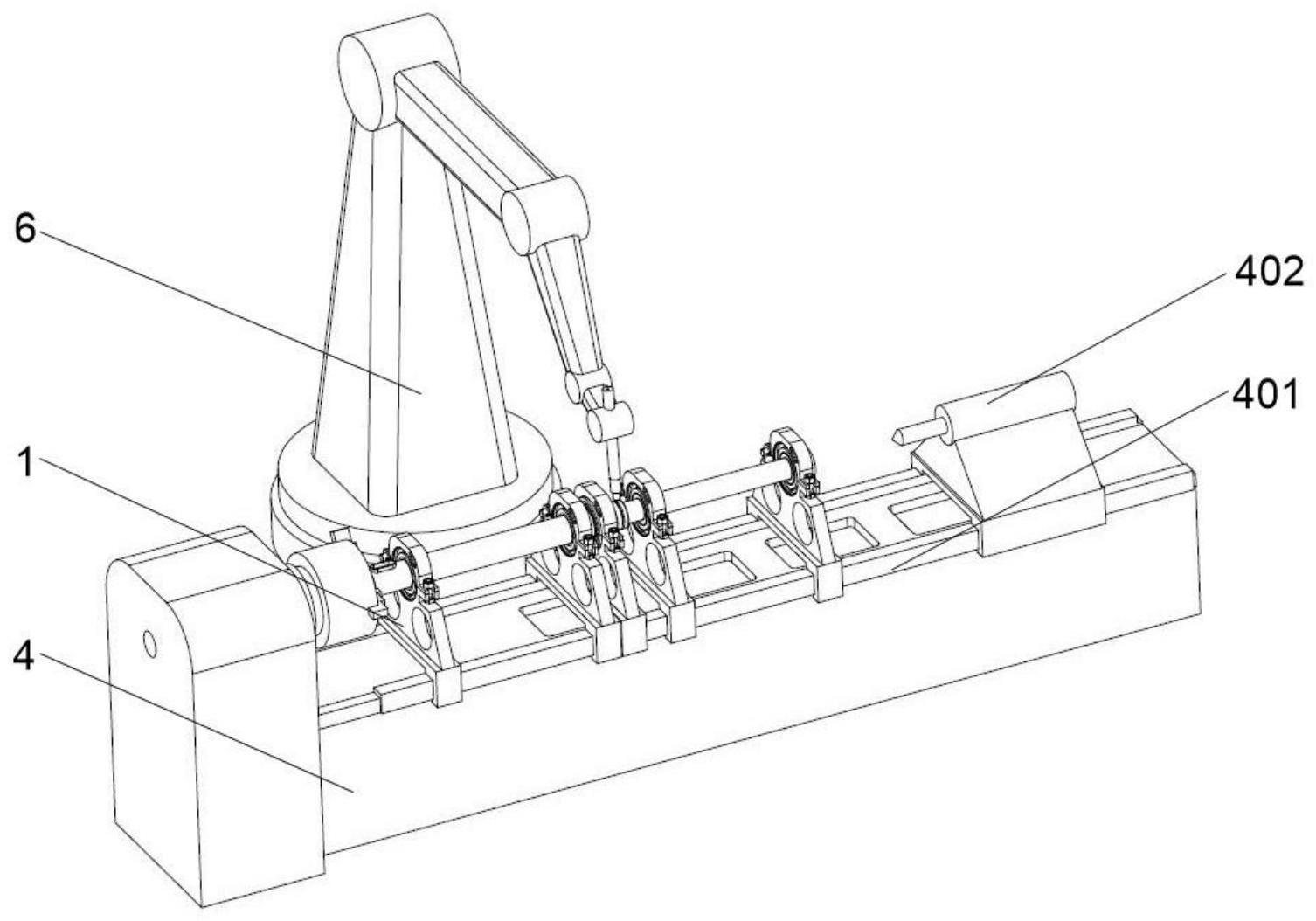
6、步骤s4、将带有待焊接部件的回转中心架和带有加热电阻丝的回转中心架安装至变位机的导轨上;
7、步骤s5、沿变位机的导轨调整带有待焊接部件的回转中心架至合适位置并固定,然后将带有加热电阻丝的回转中心架沿变位机导轨移动至安装至待焊接处附近并固定;
8、步骤s6、给带有加热电阻丝的回转中心架通电,对待焊接部位进行预加热;
9、步骤s7、预加热完成后,解除带有加热电阻丝的回转中心架的固定,并沿变位机的导轨将其从焊接位置移开;
10、步骤s8、使用变位机上的转动装置驱动待焊接部件转动,然后使用自动焊机对焊接位置进行焊接;
11、步骤s9、焊接完成后,将带有加热电阻丝的回转中心架移动回焊接位置并固定;
12、步骤s10、给带有加热电阻丝的回转中心架通电,对焊接部位零件进行去应力处理。
13、可选的,所述回转中心架,所述回转中心架包括底座、端盖以及连接固定件,所述底座上方一侧转动连接有所述端盖,另一侧设有所述连接固定件。
14、可选的,所述连接固定件为螺栓螺母。
15、可选的,所述底座与所述端盖组成的环型空腔与所述轴承相配合。
16、可选的,所述加热电阻丝内径大于待焊接部件外径。
17、关于实施本发明的有益技术效果为:应用本发明的技术方案,首先使用回转中心架对待焊接件进行固定,能够有效提高长筒形结构焊接同轴度精度;其次使用回转中心架来固定加热电阻丝,能够实现对焊接部位进行预加热以及对焊接后零件的去应力处理。
技术特征:
1.一种精密筒形结构焊接加工方法,其特征在于,所述加工方法步骤如下:
2.根据权利要求1所述的一种精密筒形结构焊接加工方法,其特征在于,所述回转中心架(1),所述回转中心架(1)包括底座(101)、端盖(102)以及连接固定件,所述底座(101)上方一侧转动连接有所述端盖(102),另一侧设有所述连接固定件。
3.根据权利要求2所述的一种精密筒形结构焊接加工方法,其特征在于,所述连接固定件为螺栓螺母。
4.根据权利要求3所述的一种精密筒形结构焊接加工方法,其特征在于,所述底座(101)与所述端盖(102)组成的环型空腔与所述轴承(3)相配合。
5.根据权利要求1所述的一种精密筒形结构焊接加工方法,其特征在于,所述加热电阻丝(5)内径大于待焊接部件外径。
技术总结
本发明属于焊接加工技术领域,提供了一种精密筒形结构焊接加工方法,应用本发明的技术方案,首先使用回转中心架对待焊接件进行固定,能够有效提高长筒形结构焊接同轴度精度;其次使用回转中心架来固定加热电阻丝,能够实现对焊接部位进行预加热以及对焊接后零件的去应力处理。
技术研发人员:姜海龙,赵宏,郑秀琦,苗建松,李文越,苗晓芳
受保护的技术使用者:山西北方机械制造有限责任公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!