一种铝合金门窗组角机的制作方法
1.本技术涉及组角机的技术领域,尤其是涉及一种铝合金门窗组角机。
背景技术:
2.组角机,又称挤角机、撞角机和边角机,是用于加工成型窗扇的专用设备,适用于角码结构型铝合金门窗的90度角连接;根据可组角的不同,分为单头组角机,双头组角机,四头组角机。
3.授权公告号为cn214392013u的实用新型专利中公开了一种铝型材内角组角的组角机,包括安装于底板上的固定定位板、外固定定位轮和组角刀,组角刀通过电机和丝杠滑移安装于底板上,外固定定位轮设置有两个且分布于组角刀两侧。使用时将型材用l型角码与组角刀拼接成直角形,放置于底板上后利用固定定位板对型材的位置进行定位,并通过位于型材两侧的外固定定位轮来对型材的位置进行固定定位,实现对型材组角工序前的安装工作。
4.针对上述中的相关技术,发明人认为上述装置来对型材进行组角固定时,组角刀对位于型材内侧的接缝及l型角码相抵实现固定,但是型材外侧仅通过外固定定位轮来进行相抵限位的方式,难以对位于型材外侧的接缝处实现良好的固定限位,从而在进行冲压过程中可能会发生型材接缝处出现偏移的情况,影响型材加工的质量。
技术实现要素:
5.为了改善位于型材外侧的接缝处在加工时可能会发生偏移的问题,本技术提供一种铝合金门窗组角机。
6.本技术提供的一种铝合金门窗组角机采用如下的技术方案:
7.一种铝合金门窗组角机,包括工作台和位于待加工型材两侧的两组组角刀,两组所述组角刀均分别通过安装座滑移安装于所述工作台,所述工作台安装有固定台,所述固定台内开设有供所述安装座发生位移的滑移通道,所述固定台安装有用于调节所述安装座位置的调节组件。
8.通过采用上述技术方案,当需要进行型材的组角工作时,调节组件根据型材的尺寸来调节安装座的位置,直至安装于安装座上的组角刀抵紧在待加工型材接缝处的两侧,实现对待加工型材接缝处外侧的进一步抵紧固定,尽可能避免了位于型材外侧的接缝处在进行冲压过程中发生偏移的情况。
9.可选的,所述调节组件包括驱动电机和丝杠,所述驱动电机安装于所述固定台,所述驱动电机的输出轴伸入所述滑移通道内并与所述丝杠固定相连,所述安装座开设有与所述丝杠配合的丝杠螺纹孔。
10.通过采用上述技术方案,当需要根据待加工型材的尺寸来调节组角刀的位置时,启动驱动电机,驱动电机的输出轴带动丝杠发生转动,丝杠与安装座上丝杠螺纹孔的配合,使得安装座沿丝杠轴向发生位移,位于安装座上的组角刀进一步向待加工型材发生运动并
进一步抵紧在待加工型材接缝处的两侧,实现对待加工型材接缝处外侧的进一步抵紧固定。
11.可选的,所述安装座沿竖直方向开设有安装槽,所述安装槽一侧侧壁沿竖直方向形成有安装凸台,所述组角刀一侧开设有与所述安装凸台卡接配合的卡接槽,所述安装座侧壁安装有用于将所述组角刀抵紧所述安装凸台的抵紧组件。
12.通过采用上述技术方案,由于不同待加工型材的尺寸可能会产生差异,组角刀上卡接槽和安装凸台的设置,使得工作人员可根据待加工型材的尺寸来调整组角刀的高度位置,使得组角刀的端部能够始终抵紧待加工型材的接缝处,抵紧组件的设置用于实现对组角刀在安装凸台上高度位置的进一步锁定作用。
13.可选的,所述抵紧组件包括转动手柄、抵紧板和抵紧杆,所述抵紧杆螺纹连接于所述安装座,所述抵紧杆伸入所述安装槽内的一端通过轴承与所述抵紧板相连,所述抵紧杆位于所述安装座外的一端与所述转动手柄固定相连。
14.通过采用上述技术方案,当工作人员调节好组角刀在安装凸台上的高度位置后,旋转转动手柄,转动手柄带动抵紧杆发生转动,抵紧杆与安装座螺纹连接的配合使得抵紧杆向安装槽内运动,抵紧杆进一步推动抵紧板将组角刀抵紧在安装凸台上,实现对组角刀在安装凸台上高度位置的锁定;反之则反向转动转动手柄,抵紧杆带动抵紧板远离组角刀,解除对组角刀位置的锁定。
15.可选的,所述工作台固定安装有进给气缸,所述进给气缸的活塞杆处安装有进给板,所述进给板安装有用于抵紧型材内侧接缝处的内组角刀。
16.通过采用上述技术方案,内组角刀和进给气缸的设置,实现了对待加工型材接缝处内侧的抵紧固定工作;进给板和内组角刀的配合,使得工作人员能够根据待加工型材的尺寸来调整内组角刀在进给板上的位置,使得组角机能够进行不同尺寸型材的加工工作。
17.可选的,所述工作台安装有两组用于限位固定型材外侧位置的限位件,每组所述限位件包括限位台、限位柱、限位螺母和限位板,所述限位台固定安装于所述工作台,所述限位柱安装于所述限位台顶面,所述限位板开设有供所述限位柱穿过的腰型孔,所述限位螺母与所述限位柱螺纹配合并用于将所述限位板抵紧在所述限位台顶面。
18.通过采用上述技术方案,限位件的设置,实现了对待加工型材在冲压加工时的进一步限位固定作用,尽可能避免了待加工型材在进行冲压加工时因撞击等原因发生位置的偏移的情况;
19.腰型孔、限位柱和限位螺母的配合,使得工作人员可根据待加工型材的尺寸来调整限位板的位置,使得限位件能够对不同尺寸的待加工型材均能够实现较好的限位固定作用。
20.可选的,所述工作台安装有压紧台,所述压紧台顶面固定安装有压紧架,所述压紧架安装有压紧气缸,所述压紧气缸的活塞杆穿过所述压紧架并安装有橡胶压紧头,所述橡胶压紧头用于对待加工型材进行冲压加工。
21.通过采用上述技术方案,当待加工型材需要进行冲压工作时,启动压紧气缸,压紧气缸的活塞杆推动橡胶压紧头靠近待加工型材并进行冲压,实现对待加工型材的加工;同时橡胶压紧头的设置,起到缓冲的作用,一定程度上减小冲压时对待加工型材表面产生的损伤。
22.可选的,所述工作台安装有预定位件,所述预定位件设置为定位片,所述定位片固定安装于所述压紧台一侧且位于所述橡胶压紧头下方,所述定位片远离所述压紧台的一端开设有直角形缺口。
23.通过采用上述技术方案,定位片的设置,起到对待加工型材的冲压位置进行定位的作用,定位片上的直角形缺口用于与待加工型材的直角拼接处配合,实现对待加工型材的加工位置进行精准定位,方便后续对待加工型材的进一步限位固定工作。
24.可选的,所述工作台开设有多个安装螺孔,所述固定台两侧设置有安装板,所述安装板开设有通孔,所述安装板通过安装螺栓依次穿过所述通孔和所述安装螺孔固定安装于所述工作台。
25.通过采用上述技术方案,安装螺孔、安装板和安装螺栓的设置,使得工作人员可对固定台的位置进行调整,从而实现对固定台内安装座上的组角刀的位置进行调整。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.1.通过调节组件、安装座以及组角刀的设置,使得工作人员可根据型材的尺寸来调节安装座的位置,直至安装于安装座上的组角刀抵紧在待加工型材接缝处的两侧,实现对待加工型材接缝处外侧的进一步抵紧固定,尽可能避免了位于型材外侧的接缝处在进行冲压过程中发生偏移的情况;
28.2.通过限位件的设置,实现了对待加工型材在冲压加工时的进一步限位固定作用,尽可能避免了待加工型材在进行冲压加工时因撞击等原因发生位置的偏移的情况;
29.3.通过定位片的设置,起到对待加工型材的冲压位置进行定位的作用,定位片上的直角形缺口用于与待加工型材的直角拼接处配合,实现对待加工型材的加工位置进行精准定位,方便后续对待加工型材的进一步限位固定工作。
附图说明
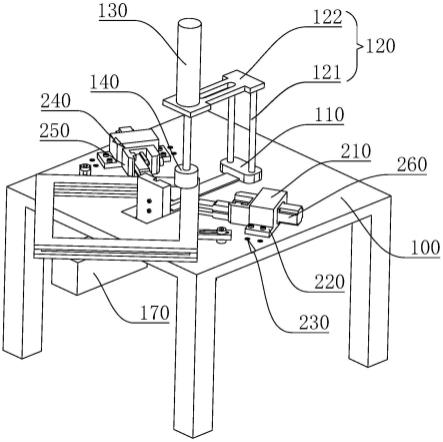
30.图1是本技术实施例的组角机的立体结构示意图;
31.图2是图1所示的工作台处的部分结构示意图;
32.图3是图1所示的安装座处的爆炸结构示意图。
33.附图标记说明:100、工作台;110、压紧台;120、压紧架;121、支架;122、装载台;130、压紧气缸;140、橡胶压紧头;150、定位片;160、直角形缺口;170、进给气缸;180、进给板;190、滑移孔;200、内组角刀;210、固定台;220、安装板;230、安装螺孔;240、滑移通道;250、安装座;260、驱动电机;280、组角刀;290、安装槽;300、安装凸台;310、卡接槽;320、转动手柄;330、抵紧板;340、抵紧杆;350、限位台;360、限位柱;370、限位螺母;380、限位板;390、腰型孔。
具体实施方式
34.以下结合附图1-3对本技术作进一步详细说明。
35.本技术实施例公开一种铝合金门窗组角机。参照图1,铝合金门窗组角机包括工作台100,工作台100上固定安装有压紧台110,压紧台110顶面固定安装有压紧架120,压紧架120包括支架121和装载台122,支架121设置有两根并固定安装于压紧台110顶面,装载台122固定安装于支架121顶部。装载台122远离支架121的一端固定安装有压紧气缸130,压紧
气缸130的活塞杆穿过装载台122并能够安装有橡胶压紧头140,橡胶压紧头140用于对位于正下方的待加工型材进行冲压加工。
36.参照图1和图2,工作台100顶面安装有用于定位待加工型材的预定位件,预定位件设置为定位片150,定位片150固定安装于压紧台110靠近压紧气缸130的一侧侧壁,定位片150远离压紧台110的一端开设有直角形缺口160,直角形缺口160位于压紧气缸130的正下方。
37.参照图2,工作台100正对直角形缺口160的一侧侧壁固定安装有进给气缸170,进给气缸170的活塞杆处固定安装有进给板180,工作台100上沿定位片150长度方向开设有滑移孔190,进给板180的顶端穿过滑移孔190并伸出工作台100顶面,进给板180上通过螺栓固定安装有用于抵紧待加工型材内侧接缝处的内组角刀200。
38.参照图1,位于待加工型材两侧的工作台100顶面上安装有两个固定台210,每个固定台210的两侧均固定安装有安装板220,每块安装板220上开设有通孔,工作台100顶面上开设有多组安装螺孔230,固定台210通过四根安装螺栓依次穿过安装板220上的通孔和工作台100上的安装螺孔230固定安装于工作台100顶面。
39.参照图1,固定台210靠近待加工型材的一侧开设有滑移通道240,滑移通道240内滑移安装有安装座250,固定台210远离待加工型材的一侧安装有用于调节安装座250位置的调节组件。调节组件包括驱动电机260和丝杠,驱动电机260固定安装于固定台210远离待加工型材的一侧侧壁,驱动电机260的输出轴伸入滑移通道240内并与丝杠键连接,安装座250靠近丝杠的一端开设有与丝杠配合的丝杠螺纹孔,丝杠螺纹孔的长度等于滑移通道240的长度。
40.参照图1和图3,每个安装座250远离丝杠的一端伸出固定台210外并安装有一组用于抵紧待加工型材接缝外侧的组角刀280,每组组角刀280均包括两块组角刀280。安装座250远离丝杠的一端沿竖直方向开设有安装槽290,安装槽290一侧侧壁沿竖直方向一体成型有安装凸台300,组角刀280靠近安装凸台300的一侧开设有与安装凸台300卡接配合的卡接槽310,安装座250远离安装凸台300的外侧壁安装有用于将组角刀280抵紧在安装凸台300上的抵紧组件。
41.参照图3,抵紧组件包括转动手柄320、抵紧板330和抵紧杆340,安装座250侧壁开设有与安装槽290连通的螺纹孔,抵紧杆340螺纹连接于螺纹孔内,抵紧杆340一端位于安装座250外并与转动手柄320固定连接,抵紧杆340另一端伸入安装槽290内并通过轴承与抵紧板330转动相连。
42.参照图2,工作台100位于待加工型材两侧的安装有用于限位固定待加工型材位置的限位件,每组限位件包括限位台350、限位柱360、限位螺母370和限位板380,限位台350固定安装于工作台100顶面,限位柱360固定安装于限位台350,且限位柱360的直径小于限位台350的直径,限位柱360的顶端设置有与限位螺母370螺纹配合的螺纹段。限位板380沿长度方向开设有供限位柱360穿过的腰型孔390,限位螺母370用于将限位板380抵紧在限位台350顶面。
43.本技术实施例一种铝合金门窗组角机的实施原理为:
44.当需要对待加工型材进行冲压加工时,将待加工型材的直角形端抵紧在定位片150的直角形缺口160处,然后启动进给气缸170,进给气缸170的活塞杆推动进给板180发生
运动,进给板180上的内组角刀200进一步抵紧在待加工型材内侧的接缝处。
45.然后启动驱动电机260,驱动电机260的输出轴带动丝杠发生转动,丝杠与安装座250上丝杠螺纹孔的配合,使得安装座250沿丝杠轴向发生位移,位于安装座250上的组角刀280进一步向待加工型材发生运动并进一步抵紧在待加工型材接缝处的两侧。
46.工作人员拧松限位螺母370,解除对限位板380位置的锁定,通过腰型孔390与限位柱360来调整限位板380的位置,使得限位板380抵紧在待加工型材外侧,实现对待加工型材的固定作用。最后启动压紧气缸130,压紧气缸130的活塞杆带动橡胶压紧头140发生运动,橡胶压紧头140对待加工型材进行冲压加工。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1