一种加工中心夹具定位销的制作方法
1.本实用新型涉及工业制造设备领域,尤其是一种加工中心夹具定位销。
背景技术:
2.加工中心是工业制造中常见的加工设备,传统的加工中心的夹具对一个零件的夹持固定后,都是将需要加工部位设置在夹具外,便于加工刀具进行加工,同时便于加工人员的观察和操作。但因为需要加工的部位设置在夹具外,当机床旋转起来便会带动设置在夹具外的需要加工部位产生物理振动,直接影响加工的同心度,存在达不到工艺要求,甚至加工出不符合要求的次品,造成生产成本和生产效率双重经济损失的客观问题。因此在实践操作中,我司团队设计出一种加工中心夹具定位销,科学地解决了此类问题。
技术实现要素:
3.本实用新型所要解决的技术问题是通过创新设计一种加工中心夹具定位销,通过设置一个工装底板、一个定位销、一个定位销套和一个弹簧,定位销套将定位销和弹簧活动套住后,用螺栓与工装底板紧密组合成一个整体,将需要加工的零件加工部位插设于定位销卡头内卡紧固定,加工刀具穿过工装底板中央的孔在定位销内对零件的加工部位进行加工,有效规避了振动或抖动,达到节约生产成本,提高生产效率的有益效果,体现创新性、创造性和实用性。
4.本实用新型解决上述技术问题所采用的技术方案为:一种加工中心夹具定位销,包括一个工装底板、一个定位销、一个定位销套和一个弹簧;
5.所述工装底板的中心位置设置一个第一通透圆孔,在所述工装底板的所述第一通透圆孔内壁中上部位置,自上而下依次设置一大一小两个台阶,形成一个三阶式圆孔;
6.在所述工装底板的所述第一通透圆孔两侧分别对称设置两个螺栓下孔;
7.所述定位销整体呈圆管状,在所述定位销的圆管外壁中部位置固定设置一圈环形圆凸,将所述定位销的外壁分成上半部和下半部;
8.在所述定位销的圆管上管口内壁三等分位置轴向固定设置完全相同的三条凸筋,所述三条凸筋的相对面都设置成圆弧面,组合形成一个圆形内壁的卡头;所述三条凸筋之间的空隙与所述定位销的圆管内壁形成轴向的三条凹槽;
9.所述定位销套中心位置轴向设置一个第二通透圆孔,所述第二通透圆孔的内壁中部位置固定设置一个下大上小的台阶,形成一个二阶式圆孔;
10.所述弹簧设置为圆管状弹簧,活动套设于所述定位销的外壁下部,与所述定位销的下部一起插设于所述工装底板的所述第一通透圆孔内,立于所述工装底板的所述第一通透圆孔内壁的下部小台阶上,所述定位销外壁中部固定设置的一圈所述环形圆凸底面压在所述弹簧的上端;所述定位销套的所述第二通透圆孔由上而下套设在所述定位销的上部外周,所述定位销套的所述第二通透圆孔的下端插立于所述工装底板的所述第一通透圆孔内壁上部的大台阶上,所述定位销套的底面位于所述第二通透圆孔的两侧分别对称设置两个
螺栓上孔,与所述工装底板上设置的四个所述螺栓下孔对应形成完整的螺栓孔,并通过螺栓灵活组装;
11.技术特点和工作原理:
12.将所述工装底板与加工中心的基座固定连接;
13.进一步地,将所述加工零件需要加工的部位插入所述定位销的所述卡头固定;
14.进一步地,将加工刀具穿过所述工装底板的所述第一通透圆孔在所述定位销的内孔,对所述加工零件进行工艺加工;
15.进一步地,加工所产生的碎屑和热量通过所述三条凸筋之间的空隙与所述定位销的圆管内壁形成轴向的所述三条凹槽排出和散热。
16.与现有技术相比,本实用新型的优点在于:
17.本实用新型一种加工中心夹具定位销,通过设置一个工装底板、一个定位销、一个定位销套和一个弹簧,定位销套将定位销和弹簧活动套住后,用螺栓与工装底板紧密组合成一个整体,将需要加工的零件加工部位插设于定位销卡头内卡紧固定,加工刀具穿过工装底板中央的孔在定位销内对零件的加工部位进行加工,有效规避了振动或抖动,达到节约生产成本,提高生产效率的有益效果,体现创新性、创造性和实用性。
附图说明
18.图1为本实用新型的组合状态整体结构立体示意图;
19.图2为本实用新型的组合状态整体结构俯视示意图;
20.图3为本实用新型的组合状态整体结构仰视示意图;
21.图4为本实用新型的爆炸状态整体结构示意图;
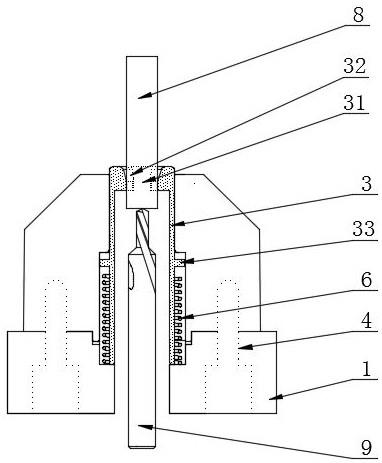
22.图5为本实用新型的加工状态整体结构纵剖透视示意图。
具体实施方式
23.下面结合附图对本实用新型的具体实施方式作进一步详细说明。在此需要说明的是:下面这些实施方式的说明仅用于帮助理解本实用新型,但并不是对本实用新型所记载的技术方案的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
24.具体实施例:
25.在此具体实施例中,如图1、图2、图3、图4、图5所示,一种加工中心夹具定位销,包括一个工装底板1、一个定位销3、一个定位销套2和一个弹簧6;
26.所述工装底板1的中心位置设置一个第一通透圆孔5,在所述工装底板1的所述第一通透圆孔5内壁中上部位置,自上而下依次设置一大一小两个台阶,形成一个三阶式圆孔;
27.在所述工装底板1的所述第一通透圆孔5两侧分别对称设置两个螺栓下孔;
28.所述定位销3整体呈圆管状,在所述定位销3的圆管外壁中部位置固定设置一圈环形圆凸33,将所述定位销3的外壁分成上半部和下半部;
29.在所述定位销3的圆管上管口内壁三等分位置轴向固定设置完全相同的三条凸筋32,所述三条凸筋32的相对面都设置成圆弧面,组合形成一个圆形内壁的卡头;所述三条凸
筋32之间的空隙与所述定位销3的圆管内壁形成轴向的三条凹槽31;
30.所述定位销套2中心位置轴向设置一个第二通透圆孔7,所述第二通透圆孔7的内壁中部位置固定设置一个下大上小的台阶,形成一个二阶式圆孔;
31.所述弹簧6设置为圆管状弹簧,活动套设于所述定位销3的外壁下部,与所述定位销3的下部一起插设于所述工装底板1的所述第一通透圆孔5内,立于所述工装底板1的所述第一通透圆孔5内壁的下部小台阶上,所述定位销3外壁中部固定设置的一圈所述环形圆凸33底面压在所述弹簧6的上端;所述定位销套2的所述第二通透圆孔7由上而下套设在所述定位销3的上部外周,所述定位销套2的所述第二通透圆孔7的下端插立于所述工装底板1的所述第一通透圆孔5内壁上部的大台阶上,所述定位销套2的底面位于所述第二通透圆孔7的两侧分别对称设置两个螺栓上孔,与所述工装底板1上设置的四个所述螺栓下孔对应形成完整的螺栓孔4,并通过螺栓灵活组装;
32.技术特点和工作原理:
33.将所述工装底板1与加工中心的基座固定连接;
34.进一步地,将加工零件8需要加工的部位插入所述定位销3的所述卡头固定;
35.进一步地,将加工刀具9穿过所述工装底板1的所述第一通透圆孔5在所述定位销3的内孔,对所述加工零件8进行工艺加工;
36.进一步地,加工所产生的碎屑和热量通过所述三条凸筋32之间的空隙与所述定位销3的圆管内壁形成轴向的所述三条凹槽31排出和散热。
37.与现有技术相比,本实用新型的优点在于:
38.本实用新型一种加工中心夹具定位销,通过设置一个工装底板、一个定位销、一个定位销套和一个弹簧,定位销套将定位销和弹簧活动套住后,用螺栓与工装底板紧密组合成一个整体,将需要加工的零件加工部位插设于定位销卡头内卡紧固定,加工刀具穿过工装底板中央的孔在定位销内对零件的加工部位进行加工,有效规避了振动或抖动,达到节约生产成本,提高生产效率的有益效果,体现创新性、创造性和实用性。
39.最后应说明的是:本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明,而并非对本实用新型的实施方式的限定。本实用新型所属技术领域的技术人员可以对所描述的具有实施例做各种各样的修改或补充或采用类似的方式替代,这里无需也无法对所有的实施方式予以全例。而这些属于本实用新型的实质精神所引申出的显而易见的变化或变动仍属于本实用新型的保护范围,把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1