一种方便调节的机械加工用钻孔装置的制作方法
1.本实用新型属于机械加工技术领域,具体为一种方便调节的机械加工用钻孔装置。
背景技术:
2.机械加工是按照图纸的图样和尺寸,使毛坯的形状、尺寸、相对位置和性质成为合格零件的全过程。
3.其中,经检索发现,有一篇专利号为cn202020386995.0一种机械加工打孔装置,该种机械加工打孔装置,具有本实用新型通过设置定位组件,能够大大提高打孔的精度,避免打孔偏差,从而大大提高了打孔的质量,易于推向市场的优点;其中,不足点如下:
4.该种机械加工打孔装置不方便对打孔间距进行调整,在对板材进行加工打孔时不容易对打孔间距把握,相对的专业性技术需求较高,不能满足大部分使用人群,且该种机械加工打孔装置不具备微调机构,工作人员打孔时容易导致打孔深度过深,进而导致在对加工板材使用时产生误差,导致零件加工不合格,最后该种机械加工打孔装置不具备对铁渣收集功能,较为浪费资源且破坏环境。
技术实现要素:
5.本实用新型的目的在于:为了解决上述的问题,提供一种方便调节的机械加工用钻孔装置。
6.本实用新型采用的技术方案如下:一种方便调节的机械加工用钻孔装置,包括调节加工外壳、钻孔腔、钻孔机、钻头,所述调节加工外壳一侧开口设置有钻孔腔,所述钻孔腔上侧设置有钻孔机,所述钻孔机底部设置有钻头,所述调节加工外壳内部设置有打孔深度微调机构、打孔位置调整机构和打孔碎屑清洁机构,打孔深度微调机构包括:钻料担板、金属板放置槽、大号螺纹转杆、齿轮盘a、刻度尺板、微调转杆、齿轮盘b,所述钻孔腔内部贯穿滑动安装有钻料担板,所述钻料担板内部开口设置有金属板放置槽,所述调节加工外壳一侧转动安装有大号螺纹转杆,所述大号螺纹转杆一侧固定安装有齿轮盘a,所述调节加工外壳外壁靠近大号螺纹转杆一侧固定安装有刻度尺板,所述刻度尺板顶部贯穿转动安装有微调转杆,所述微调转杆一侧固定安装有齿轮盘b。
7.其中,所述大号螺纹转杆与钻料担板螺纹连接,所述钻料担板一侧与刻度尺板滑动连接。
8.其中,所述齿轮盘a与齿轮盘b咬合设置,所述齿轮盘a与齿轮盘b的齿数比为六十比三十。
9.其中,所述打孔位置调整机构包括:打孔架、打孔架固定螺纹杆、铸铁固定头、滑块a、滑块固定螺纹杆、橡胶固定块,所述调节加工外壳上壁靠近钻孔腔上方位置滑动安装有打孔架,所述打孔架两侧均螺纹安装有打孔架固定螺纹杆,两个所述打孔架固定螺纹杆底部均固定安装有铸铁固定头,所述打孔架一侧滑动安装有滑块a,所述滑块a顶部两侧贯穿
螺纹安装有滑块固定螺纹杆,两个所述滑块固定螺纹杆底部均固定安装有橡胶固定块。
10.其中,所述打孔碎屑清洁机构包括:滑块b、丝杆滑轨、电磁铁,所述钻孔腔下方位置滑动安装有滑块b,所述钻孔腔下方靠近滑块b一侧固定安装有丝杆滑轨,所述滑块b底部固定安装有电磁铁。
11.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
12.1、本实用新型中,通过多个螺纹杆与固定头确定打孔位置并进行固定,通过指针与刻度尺来计算打孔间距,简化了零件机械加工的难度,降低了对工艺的熟练程度更加具备普及性适应了大部分人群。
13.2、本实用新型中,通过不同齿数比的齿轮盘进行咬合对金属板打孔深度进行微调,使该种装置件机械加工打孔时更加精准,进而增加了零件加工的工艺水准,避免零件打孔深度出现误差。
14.3、本实用新型中,通过电磁铁对铁屑进行收集清洁,有效的节省铁资源,进而减少了机械加工打孔的打孔成本,保护了环境的同时减少了工作人员的劳动量。
附图说明
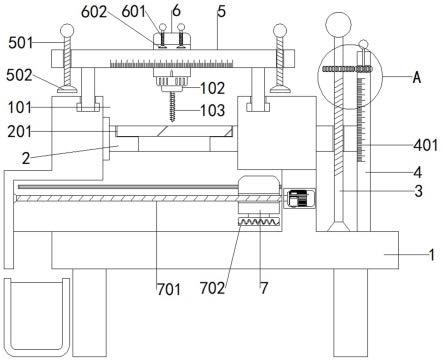
15.图1为本实用新型的正面结构示意简图;
16.图2为本实用新型中图1的a处放大结构示意简图;
17.图3为本实用新型中打孔架立体结构示意简图。
18.图中标记:1、调节加工外壳;101、钻孔腔;102、钻孔机;103、钻头;2、钻料担板;201、金属板放置槽;3、大号螺纹转杆;301、齿轮盘a;4、刻度尺板;401、微调转杆;402、齿轮盘b;5、打孔架;501、打孔架固定螺纹杆;502、铸铁固定头;6、滑块a;601、滑块固定螺纹杆;602、橡胶固定块;7、滑块b;701、丝杆滑轨;702、电磁铁。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.本实用新型中:
21.参照图1-3,一种方便调节的机械加工用钻孔装置,包括调节加工外壳1、钻孔腔101、钻孔机102、钻头103,调节加工外壳1一侧开口设置有钻孔腔101,钻孔腔101上侧设置有钻孔机102,钻孔机102底部设置有钻头103,调节加工外壳1内部设置有打孔深度微调机构、打孔位置调整机构和打孔碎屑清洁机构;
22.打孔深度微调机构包括:钻料担板2、金属板放置槽201、大号螺纹转杆3、齿轮盘a301、刻度尺板4、微调转杆401、齿轮盘b402;
23.钻孔腔101内部贯穿滑动安装有钻料担板2,钻料担板2内部开口设置有金属板放置槽201,调节加工外壳1一侧转动安装有大号螺纹转杆3,大号螺纹转杆3一侧固定安装有齿轮盘a301,调节加工外壳1外壁靠近大号螺纹转杆3一侧固定安装有刻度尺板4,刻度尺板4顶部贯穿转动安装有微调转杆401,微调转杆401一侧固定安装有齿轮盘b402。
24.参照图1,本实施例中,大号螺纹转杆3与钻料担板2螺纹连接,钻料担板2一侧与刻度尺板4滑动连接,工作人员转动大号螺纹转杆3使钻料担板2向上滑动,钻料担板2在向上滑动的过程带动钻料担板2内部金属板放置槽201中的金属加工板向上滑动,使金属加工板被钻头103所打孔,工作人员在转动大号螺纹转杆3时通过刻度尺板4的标刻与钻料担板2一侧对齐来控制金属板的打孔深度。
25.参照图1、2,本实施例中,齿轮盘a301与齿轮盘b402咬合设置,齿轮盘a301与齿轮盘b402的齿数比为六十比三十,为了防止工作人员转动大号螺纹转杆3过猛导致打孔深度过深,工作人员可以转动微调转杆401,微调转杆401一侧的齿轮盘b402与大号螺纹转杆3一侧的齿轮盘a301齿数比为三十比六十,转动微调转杆401转动两圈大号螺纹转杆3被咬合转动一圈,以此工作人员对微调转杆401进行缓慢的转动,使大号螺纹转杆3更加缓慢的转动促使金属加工板缓慢上升打孔进行微调。
26.参照图1、3,本实施例中,打孔位置调整机构包括:打孔架5、打孔架固定螺纹杆501、铸铁固定头502、滑块a6、滑块固定螺纹杆601、橡胶固定块602;
27.调节加工外壳1上壁靠近钻孔腔101上方位置滑动安装有打孔架5,其中,打孔架5一侧设置有刻度尺,打孔架5两侧均螺纹安装有打孔架固定螺纹杆501,两个打孔架固定螺纹杆501底部均固定安装有铸铁固定头502,其中,铸铁固定头502与调节加工外壳1上壁接触设置;
28.打孔架5一侧滑动安装有滑块a6,其中,滑块a6一侧设置有刻度指针,其中,钻孔机102与滑块a6底部固定连接,滑块a6顶部两侧贯穿螺纹安装有滑块固定螺纹杆601,两个滑块固定螺纹杆601底部均固定安装有橡胶固定块602,其中,橡胶固定块602与打孔架5接触设置,工作人员将需要加工打孔的金属板放置在钻料担板2一侧的金属板放置槽201后,滑动打孔架5调整前后打孔的位置,调整好后转动两个打孔架固定螺纹杆501,使打孔架固定螺纹杆501底部的铸铁固定头502顶在调节加工外壳1上壁,对打孔架5进行固定,然后工作人员滑动打孔架5一侧的滑块a6,确定好位置后工作人员转动滑块a6上侧的两个滑块固定螺纹杆601,使两个滑块固定螺纹杆601底部的橡胶固定块602顶在打孔架5上对滑块a6进行固定,同时通过滑块a6一侧的指针与打孔架5刻度进行对齐,以此对多个打孔位置间距进行固定调整。
29.参照图1,本实施例中,打孔碎屑清洁机构包括:滑块b7、丝杆滑轨701、电磁铁702;
30.钻孔腔101下方位置滑动安装有滑块b7,钻孔腔101下方靠近滑块b7一侧固定安装有丝杆滑轨701,其中,丝杆滑轨701与滑块b7螺纹连接,滑块b7底部固定安装有电磁铁702,打孔完毕后工作人员启动丝杆滑轨701使滑块b7在钻孔腔101下方自右至左进行滑动,滑动的过程中工作人员启动滑块b7底部的电磁铁702,电磁铁702将钻孔腔101底部的铁渣进行吸附,一直到钻孔腔101下方最左侧开口处对重铁渣收集筐后,工作人员关闭电磁铁702,电磁铁702不再对铁渣进行吸附,铁渣掉落至铁渣收集筐中进行收集。
31.本实施例中,钻孔机102、丝杆滑轨701、电磁铁702均与外部电源开关电性连接。
32.工作原理:首先工作人员将需要加工打孔的金属板放置在钻料担板2一侧的金属板放置槽201后,滑动打孔架5调整前后打孔的位置,调整好后转动两个打孔架固定螺纹杆501,使打孔架固定螺纹杆501底部的铸铁固定头502顶在调节加工外壳1上壁,对打孔架5进行固定,然后工作人员滑动打孔架5一侧的滑块a6,确定好位置后工作人员转动滑块a6上侧
的两个滑块固定螺纹杆601,使两个滑块固定螺纹杆601底部的橡胶固定块602顶在打孔架5上对滑块a6进行固定,同时通过滑块a6一侧的指针与打孔架5刻度进行对齐,以此对多个打孔位置间距进行固定调整,工作人员启动钻孔机102使钻孔机102转动底部的钻头103,工作人员转动大号螺纹转杆3使钻料担板2向上滑动,钻料担板2在向上滑动的过程带动钻料担板2内部金属板放置槽201中的金属加工板向上滑动,使金属加工板被钻头103所打孔,工作人员在转动大号螺纹转杆3时通过刻度尺板4的标刻与钻料担板2一侧对齐来控制金属板的打孔深度,为了防止工作人员转动大号螺纹转杆3过猛导致打孔深度过深,工作人员可以转动微调转杆401,微调转杆401一侧的齿轮盘b402与大号螺纹转杆3一侧的齿轮盘a301齿数比为三十比六十,转动微调转杆401转动两圈大号螺纹转杆3被咬合转动一圈,以此工作人员对微调转杆401进行缓慢的转动,使大号螺纹转杆3更加缓慢的转动促使金属加工板缓慢上升打孔进行微调,打孔完毕后工作人员启动丝杆滑轨701使滑块b7在钻孔腔101下方自右至左进行滑动,滑动的过程中工作人员启动滑块b7底部的电磁铁702,电磁铁702将钻孔腔101底部的铁渣进行吸附,一直到钻孔腔101下方最左侧开口处对重铁渣收集筐后,工作人员关闭电磁铁702,电磁铁702不再对铁渣进行吸附,铁渣掉落至铁渣收集筐中进行收集。
33.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1