一种油气管道自动焊接装置的制作方法
1.本实用新型涉及油气管道加工装置技术领域,尤其涉及一种油气管道自动焊接装置。
背景技术:
2.授权公告号为cn213289297u的中国实用新型专利公开了“一种基于电机a控制的油气管道自动焊接装置,包括工作台和焊头,所述焊头安装在工作台的上端,所述工作台的上表面中间位置安装有移动板,且移动板的数量为三块分别安装在工作台的左中右三个位置,且左右所述移动板的上表面安装有传送环,中间所述移动板的上表面安装有焊接环,且焊接环的内侧设置有焊接小车,所述焊头安装在焊接小车的上方”,该基于电机a控制的油气管道自动焊接装置,通过焊接环内部的焊接小车带动焊头在滑轨内部环绕走动,通过焊接小车围绕管道环绕带动焊头对管道的焊接处进行焊接,待焊接完成后,通过电机a带动传送环内侧的导轮转动,使得管道自动被导轮带动向前传送,达到了自动焊接的效果。
3.但该装置中,不方便进行上下料,同时不能对不同直径的油气管进行焊接。
技术实现要素:
4.本实用新型的目的是针对背景技术中存在的问题,提出一种可便于上下料且可对不同直径大小的油气管道进行自动焊接的装置。
5.本实用新型的技术方案:一种油气管道自动焊接装置,包括作业台,所述作业台的两侧均设置有翻转机构,两个所述翻转机构之间设置有安装于作业台的焊接机械手;
6.所述翻转机构包括两个对称设置的半圆形筒,所述半圆形筒的端部安装有可以半圆形筒的圆心为原点转动的半圆形滑块,其中一个所述半圆形筒的外侧固定有电机b,所述电机b的输出端固定有齿轮,两个所述半圆形滑块的外侧固定有可互相配合的半外齿圈,且所述半外齿圈与齿轮啮合连接,所述半圆形滑块上设置有对油管进行夹持的调节夹持机构。
7.优选的,所述调节夹持机构包括弧形夹持块,所述弧形夹持块的外侧转动有与半圆形滑块螺纹连接的螺杆,所述螺杆的外侧固定有拧轮,所述弧形夹持块的外侧固定有贯穿半圆形滑块的导向杆。
8.优选的,两个所述半圆形筒通过移动机构进行驱动移动,所述移动机构包括通过连接板转动安装于作业台下侧的双向螺杆以及开设于作业台的长形通孔,所述双向螺杆上通过螺纹连接有两个对称设置的连接块,两个所述连接块穿过长形通孔且分别与两个半圆形筒固定连接,其中一个所述连接板的外侧固定有电机a,且所述电机a的输出端与双向螺杆固定连接。
9.优选的,所述半圆形筒上设置有对半圆形滑块进行定位的限位机构,所述限位机构包括固定于半圆形筒外侧的壳体,所述壳体内设置有弹簧,所述弹簧的靠近半圆形筒的一侧设置有凸形限制块,所述半圆形滑块的外侧开设有半球形凹槽,所示凸形限制块的内
端设置有与半球形凹槽适配的半球结构。
10.优选的,两个所述翻转机构之间设置有安装于作业台的上抬机构,所述上抬机构包括固定于作业台底部的液压伸缩杆,所述液压伸缩杆的伸缩端贯穿作业台且固定有弧形支撑块。
11.优选的,所述半圆形筒的下侧安装有对半圆形筒进行支撑的移动轮。
12.与现有技术相比,本实用新型具有如下有益的技术效果:
13.1、可通过拧动调节夹持机构,调节弧形夹持块的位置,在两个半圆形筒向内侧移动时,可通过两个弧形夹持块将油气管道夹持固定,可对不同直径的油气管道进行夹持,并焊接作业;
14.2、将油气管道放置弧形支撑块上,并延伸液压伸缩杆的伸缩端,将油气管道向上推动,即可便于翻转机构将油气管道夹持固定住,给作业人员带来便利。
附图说明
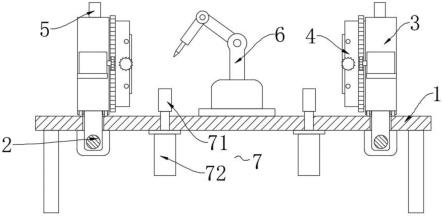
15.图1给出本实用新型一种实施例的结构示意图;
16.图2为图1的侧视剖视结构示意图;
17.图3为图1的翻转机构的立体结构示意图。
18.附图标记:1作业台、2移动机构、21双向螺杆、22电机a、23 长形通孔、24连接块、3翻转机构、31半圆形筒、32半圆形滑块、 33半外齿圈、34电机b、35齿轮、36移动轮、4调节夹持机构、41 弧形夹持块、42螺杆、43拧轮、44导向杆、5限位机构、51壳体、 52凸形限制块、53弹簧、54半球形凹槽、6焊接机械手、7上抬机构、71弧形支撑块、72液压伸缩杆。
具体实施方式
19.下文结合附图和具体实施例对本实用新型的技术方案做进一步说明。
20.实施例一
21.如图1-3所示,本实用新型提出的一种油气管道自动焊接装置,包括作业台1,作业台1的两侧均设置有翻转机构3,两个翻转机构 3之间设置有安装于作业台1的焊接机械手6;
22.翻转机构3包括两个对称设置的半圆形筒31,半圆形筒31的端部安装有可以半圆形筒31的圆心为原点转动的半圆形滑块32,其中一个半圆形筒31的外侧固定有电机b34,电机b34的输出端固定有齿轮35,两个半圆形滑块32的外侧固定有可互相配合的半外齿圈33,且半外齿圈33与齿轮35啮合连接,半圆形筒31的下侧安装有对半圆形筒31进行支撑的移动轮36;
23.半圆形滑块32上设置有对油管进行夹持的调节夹持机构4,调节夹持机构4包括弧形夹持块41,弧形夹持块41的外侧转动有与半圆形滑块32螺纹连接的螺杆42,螺杆42的外侧固定有拧轮43,弧形夹持块41的外侧固定有贯穿半圆形滑块32的导向杆44;
24.两个半圆形筒31通过移动机构2进行驱动移动,移动机构2包括通过连接板转动安装于作业台1下侧的双向螺杆21以及开设于作业台1的长形通孔23,双向螺杆21上通过螺纹连接有两个对称设置的连接块24,两个连接块24穿过长形通孔23且分别与两个半圆形筒31固定连接,其中一个连接板的外侧固定有电机a22,且电机a22 的输出端与双向螺杆21固定
连接。
25.本实施例中,使用时,可将两段油气管道分别移动至两侧的两个半圆形筒31之间,然后正向运行电机a22带动双向螺杆21转动,进而使得两个连接块24带动半圆形筒31互相靠近,进而可通过两侧的弧形夹持块41将油气管道夹持固定住,且此时两个半圆形筒31将会互相接触,两个半圆形滑块32也会互相接触,组合一个完整的外齿圈,如油气管道的直径不同时,可通过拧动拧轮43,调节弧形夹持块41的位置,进而可对不同直径的油气管道进行作业,将油气管道夹持固定住之后,可运行电机b34通过齿轮35与两个半外齿圈33拼接的外齿圈带动两个半圆形滑块32与油气管道转动,在油气管道转动时,可通过焊接机械手6对油气管道进行围绕一周的焊接。
26.实施例二
27.如图2所示,本实用新型提出的一种油气管道自动焊接装置,相较于实施例一,本实施例还包括,半圆形筒31上设置有对半圆形滑块32进行定位的限位机构5,限位机构5包括固定于半圆形筒31外侧的壳体51,壳体51内设置有弹簧53,弹簧53的靠近半圆形筒31 的一侧设置有凸形限制块52,半圆形滑块32的外侧开设有半球形凹槽54,所示凸形限制块52的内端设置有与半球形凹槽54适配的半球结构。
28.本实施例中,在焊接完毕之后,两个半圆形滑块32分别转动至原先位置,而凸形限制块52半球结构的一端也会由于弹簧53的弹力移动至半球形凹槽54内,进而可对半圆形筒31进行软固定,避免半圆形筒31自行转动,而半圆形筒31在被电机b34的动力带转动时,会使得凸形限制块52被顶移动,且压缩弹簧53,即可使得半圆形筒 31转动。
29.实施例三
30.如图1所示,本实用新型提出的一种油气管道自动焊接装置,相较于实施例一,本实施例还包括,两个翻转机构3之间设置有安装于作业台1的上抬机构7,上抬机构7包括固定于作业台1底部的液压伸缩杆72,液压伸缩杆72的伸缩端贯穿作业台1且固定有弧形支撑块71。
31.本实施例中,可首先将油气管道放置弧形支撑块71上,并延伸液压伸缩杆72的伸缩端,将油气管道向上推动,即可便于翻转机构 3将油气管道夹持固定住,给作业人员带来便利。
32.上述具体实施例仅仅是本实用新型的几种优选的实施例,基于本实用新型的技术方案和上述实施例的相关启示,本领域技术人员可以对上述具体实施例做出多种替代性的改进和组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1