一种卡压管件的管端成型装置的制作方法
1.本实用新型涉及管端成型设备领域,具体涉及一种卡压管件的管端成型装置。
背景技术:
2.卡压管件是以带有特种密封圈的承口管件连接管道,用专用工具压紧管口而起密封和固定作用的一种连接件。在卡压管件加工完成后,还需对其管端进行进一步成型加工。
3.目前,卡压管件的管端成型设备,其通常包括外模和内模,外模设于管件管端外周,并通过夹紧板向内夹紧,加工时,内模伸入管件的管端并沿管端的长度方向运动,同时,内模绕自对应管端的轴心线同步转动,管件的管端随之形变成型。然而,在实际加工过程中,上述的管端成型设备存在以下问题:加工时内模在管端内不停转动,外模需要与管件管端外周具有一定距离以供管端外扩,两者均无法对管件进行有效固定,需要人工或机械手全程夹持管件,极大的增加了人力物力成本,同时若人工或机械手夹持不牢靠还会影响管件管端的成型质量;(2)通过内模直接对管件管端进行加工,内模在转动前进的过程中与管端内壁直接接触,容易造成管端内壁的损坏;(3)外模通过夹紧板向内夹紧,由于夹紧板的尺寸固定,导致外模只能适配固定尺寸的管件,在加工不同管径的管件时需要配备不同尺寸的模具,这进一步的增加了成本。
技术实现要素:
4.本实用新型的目的是克服现有技术的不足,提供一种卡压管件的管端成型装置。
5.为达到上述目的,本实用新型采用的技术方案是:
6.一种卡压管件的管端成型装置,包括:
7.机架;
8.夹持组件,设于所述机架上,其包括用于插入所述卡压管件管端的内模、设于所述卡压管件管端外周的外模,所述内模包括多个绕着圆周方向排布且能够沿着靠近或远离环绕中心的方向运动的内模单体、形成于所述的多个内模单体之间的芯槽,所述外模包括多个绕着所述内模的周向排布且能够沿着靠近或远离所述内模的方向运动的外模单体;
9.成型组件,设于所述机架上,其包括用于伸入所述芯槽的芯轴,所述芯轴能够沿着对应所述卡压管件管端的长度方向运动设置,且所述芯轴还绕对应所述卡压管件管端的轴心线同步转动设置;
10.驱动组件,设于所述机架上,其包括用于驱动所述的多个外模单体运动的第一驱动组件、以及用于驱动所述芯轴运动的第二驱动组件。
11.优选地,所述内模包括内模座、形成于所述内模座端部的用于插入所述卡压管件管端的内模头,所述内模座与所述内模头的排布方向与对应所述卡压管件管端的长度方向一致,所述芯槽在所述内模座远离所述内模头的一端面上形成有供所述芯轴穿入的第一槽口、在所述内模头远离所述内模座的一端面上形成有供所述芯轴穿出的第二槽口,所述芯槽沿着所述第一槽口至所述第二槽口的方向径向减小。
12.进一步优选地,所述芯轴呈锥状且其轮廓与所述芯槽相匹配,所述芯轴的轴心线与对应所述卡压管件管端的轴心线相平行。
13.进一步优选地,所述内模座成圆台状且沿着所述第一槽口至所述第二槽口的方向径向内缩,所述内模座靠近所述内模头的一端形成用于抵住所述卡压管件管端的限位面,所述限位面的直径大于所述卡压管件管端的直径,所述内模头成圆柱形且与所述卡压管件管端的内腔相匹配。
14.进一步优选地,所述外模包括外模座、形成于所述外模座端部的外模环,所述外模座中开设有用于容置所述内模座的模腔,所述外模环位于所述卡压管件管端外周。
15.优选地,所述第一驱动组件包括多个绕着所述外模的周向排布且沿着靠近或远离所述内模的方向滑动设置的滑块、多个分别用于一一对应的驱动所述的多个滑块运动的第一动力模块,所述的多个滑块与所述的多个外模单体一一对应且相互连接。
16.进一步优选地,所述第一驱动组件还包括开设于所述滑块上的第一导向槽、形成于相邻的两个所述滑块之间的第二导向槽、设于所述机架上的第一导向块和第二导向块,所述第一导向槽沿着所述滑块的滑动方向延伸,所述第一导向块卡嵌于所述第一导向槽中,所述第二导向块卡嵌于所述第二导向槽中。
17.更进一步优选地,所述第一驱动组件还包括设于所述机架上的固定板,所述第一导向块和所述第二导向块均卡嵌于所述固定板中且两者绕着所述固定板的周向间隔错位排布。
18.优选地,所述第二驱动组件包括绕着对应所述卡压管件管端的轴心线可转动的设于所述机架上的旋转座、用于驱动所述旋转座转动的第二动力模块、内置于所述旋转座中的用于驱动所述芯轴沿着对应所述卡压管件管端的长度方向运动的第三动力模块,所述芯轴插设于所述旋转座中且与所述第三动力模块的输出端同轴连接。
19.进一步优选地,所述第二驱动组件还包括围设于所述旋转座外周的同步齿、分别与所述第二动力模块的输出端和所述同步齿相传动连接的同步带。
20.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
21.(1)本实用新型的内模仅被赋予扩口成型功能,其插入管件管端后不会转动,能够起到固定管件的作用,无需人工夹持管件或另外配备机械手,不仅节约了成本,而且避免了夹持不牢靠而影响管件管端的成型质量;
22.(2)内模插入管件管端实现管件的固定,芯轴伸入芯槽中并同步转动实现管端成型,两者各司其职,不仅实现了管件的夹持固定,而且不会影响管件的成型质量;
23.(3)将外模分隔为多个外模单体,同时通过多个驱动组件分别驱动多个外模单体运动,使得本实用新型的外模能够适配多种不同尺寸的管件,节约了成本。
附图说明
24.附图1为本实用新型的具体实施例中的管端成型装置的俯视示意图;
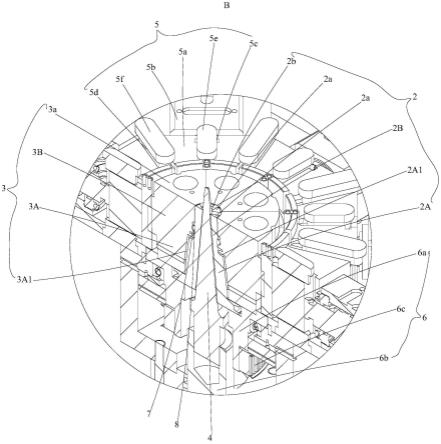
25.附图2为附图1中去除固定板后的a-a截面示意图;
26.附图3为附图2的b处放大示意图。
27.图中:1、机架;2、内模;2a、内模座;2a1、限位面;2b、内模头;2a、内模单体;2b、芯槽;3、外模;3a、外模座;3a1、模腔;3b、外模环;3a、外模单体;4、芯轴;5、第一驱动组件;5a、
滑块;5b、第一动力模块;5c、第一导向槽;5d、第二导向槽;5e、第一导向块;5f、第二导向块;5g、固定板;6、第二驱动组件;6a、旋转座;6b、第三动力模块;6c、同步齿;7、凸起;8、凹槽;9、液压控制箱;10、电气控制箱。
具体实施方式
28.下面结合附图来对本实用新型的技术方案作进一步的阐述。
29.本实用新型涉及对管端成型设备的改进,改进后的管端成型装置,通过将内模2分隔为多个内模单体2a,将外模3分隔为多个外模单体3a,同时单独设置一芯轴4用于转动成型,极大的提高了管件管端加工成型的精度。
30.参见图1-3所示,其中示出了一种卡压管件的管端成型装置,包括机架1、设于机架1上的夹持组件、成型组件和驱动组件。
31.夹持组件包括用于插入卡压管件管端的内模2、设于卡压管件管端外周的外模3,内模2包括多个绕着圆周方向排布且能够沿着靠近或远离环绕中心的方向运动的内模单体2a、形成于多个内模单体2a之间的芯槽2b,外模3包括多个绕着内模2的周向排布且能够沿着靠近或远离内模2的方向运动的外模单体3a;
32.成型组件包括用于伸入芯槽2b的芯轴4,芯轴4能够沿着对应卡压管件管端的长度方向运动设置,且芯轴4还绕对应卡压管件管端的轴心线同步转动设置;
33.驱动组件包括用于驱动多个外模单体3a运动的第一驱动组件5、以及用于驱动芯轴4运动的第二驱动组件6。
34.如此一来,加工时,将内模2插入卡压管件的管端,同时将外模3设置于管端外周,根据卡压管件管端的外扩尺寸需要设计外模3与卡压管件管端之间的距离,并通过第二驱动组件6驱动多个外模单体3a运动到位,随后第一驱动组件5驱动芯轴4伸入芯槽2b中并同步转动,推动多个内模单体2a向外运动并使卡压管件管端外扩,随后芯轴4退出芯槽2b后再次伸入芯槽2b并同步转动,重复多次,对卡压管件管端进行多次成型工序。
35.在本实施例中,内模2包括内模座2a、形成于内模座2a端部的用于插入卡压管件管端的内模头2b,内模座2a与内模头2b的排布方向与对应卡压管件管端的长度方向一致,芯槽2b在内模座2a远离内模头2b的一端面上形成有供芯轴4穿入的第一槽口、在内模头2b远离内模座2a的一端面上形成有供芯轴4穿出的第二槽口,芯槽2b沿着第一槽口至第二槽口的方向径向减小。
36.芯轴4呈锥状且其轮廓与芯槽2b相匹配,芯轴4的轴心线与对应卡压管件管端的轴心线相平行。
37.这样,由于芯轴4的轮廓与芯槽2b相匹配,其直径沿着远离芯槽2b的方向逐渐增大,在其伸入芯槽2b的过程中,其能够逐渐将芯槽2b撑大,实现多个内模单体2a的向外运动。
38.进一步地,内模座2a成圆台状且沿着第一槽口至第二槽口的方向径向内缩,内模座2a靠近内模头2b的一端形成用于抵住卡压管件管端的限位面2a1,限位面2a1的直径大于卡压管件管端的直径,内模头2b成圆柱形且与卡压管件管端的内腔相匹配。
39.在本实施例中,外模3包括外模座3a、形成于外模座3a端部的外模环3b,外模座3a中开设有用于容置内模座2a的模腔3a1,外模环3b位于卡压管件管端外周。其中模腔3a1的
设置为内模座2a的向外运动提供了空间余量。
40.进一步地,内模2还包括环绕于内模头2b的外周侧部的凸起7,外模3还包括开设于外模环3b的内环面上且与凸起7相匹配的凹槽8。通过凸起7和凹槽8的设置,在多个内模单体2a向外运动的过程中能够在卡压管件管端上形成一凸环。这里,凸起7和凹槽8是为了形成凸环而设计的配合件,当然,本领域技术人员也可根据卡压管件管端的连接需要设计其他的配合件,以加工其他形状的结构。
41.在本实施例中,第一驱动组件5包括多个绕着外模3的周向排布且沿着靠近或远离内模2的方向滑动设置的滑块5a、多个分别用于一一对应的驱动多个滑块5a运动的第一动力模块5b,多个滑块5a与多个外模单体3a一一对应且相互连接。这里的第一动力模块5b为油缸。通过多个油缸分别驱动多个滑块5a运动,保证了滑块5a运动的稳定性,同时也保证了外模3的夹持效果。
42.作为优选地方案,第一驱动组件5还包括开设于滑块5a上的第一导向槽5c、形成于相邻的两个滑块5a之间的第二导向槽5d、设于机架1上的第一导向块5e和第二导向块5f,第一导向槽5c沿着滑块5a的滑动方向延伸,第一导向块5e卡嵌于第一导向槽5c中,第二导向块5f卡嵌于第二导向槽5d中。这样一来,在多个滑块5a的滑动过程中,通过第一导向槽5c与第一导向块5e、及第二导向槽5d与第二导向块5f的配合,能够保证滑块5a的滑动方向,避免滑块5a跑偏,保证了夹持效果。
43.本例中,第一驱动组件5还包括设于机架1上的固定板5g,第一导向块5e和第二导向块5f均卡嵌于固定板5g中且两者绕着固定板5g的周向间隔错位排布。
44.在本实施例中,第二驱动组件6包括绕着对应卡压管件管端的轴心线可转动的设于机架1上的旋转座6a、用于驱动旋转座6a转动的第二动力模块(图中未示出)、内置于旋转座6a中的用于驱动芯轴4沿着对应卡压管件管端的长度方向运动的第三动力模块6b,芯轴4插设于旋转座6a中且与第三动力模块6b的输出端同轴连接。
45.进一步地,第二驱动组件6还包括围设于旋转座6a外周的同步齿6c、分别与第二动力模块的输出端和同步齿6c相传动连接的同步带(图中未示出)。
46.这里,第二动力模块为伺服电机,第三动力模块6b为油缸,通过伺服电机的输出轴带动旋转座6a外周的同步齿6c转动,进而带动旋转座6a转动,从而实现芯轴4的转动;而通过油缸的活塞杆的伸缩能够实现芯轴4在卡压管件管端长度方向上的运动。
47.本例中的管端成型装置还包括用于控制油缸的液压控制箱9以及用于控制伺服电机的电气控制箱10。
48.以下具体阐述下本实施例的工作过程:
49.加工时,将内模2插入卡压管件的管端,同时将外模3设置于管端外周,根据卡压管件管端的外扩尺寸需要设计外模3与卡压管件管端之间的距离,并通过第二驱动组件6驱动多个外模单体3a运动到位,随后第一驱动组件5驱动芯轴4伸入芯槽2b中并同步转动,推动多个内模单体2a向外运动并使卡压管件管端外扩,随后芯轴4退出芯槽2b后再次伸入芯槽2b并同步转动,重复多次,对卡压管件管端进行多次成型工序。
50.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1