一种车床加工圆管防颤装置的制作方法
1.本实用新型涉及车床加工技术领域,具体为一种车床加工圆管防颤装置。
背景技术:
2.车床加工是机械加工的一部分,主要有两种加工形式,一种是把车刀固定,加工旋转中未成形的工件,另一种是将工件固定,通过工件的高速旋转,车刀(刀架)的横向和纵向移动进行精度加工,数控车床加工通常由控制系统、伺服系统、检测系统、机械传动系统及其他辅助系统组成,车床加工圆管时需要使用到防颤装置,用于辅助圆管稳定转动。
3.现有的车床加工圆管防颤装置不具备拼装结构,部分零部件损坏时,需要更换整个车床加工圆管防颤装置,使用成本过高,不能很好的满足人们的使用需求,针对上述情况,在现有的车床加工圆管防颤装置基础上进行技术创新。
技术实现要素:
4.本实用新型的目的在于提供一种车床加工圆管防颤装置,以解决上述背景技术中提出一般的车床加工圆管防颤装置不具备拼装结构,部分零部件损坏时,需要更换整个车床加工圆管防颤装置,使用成本过高,不能很好的满足人们的使用需求问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种车床加工圆管防颤装置,包括弧块一和导向组件,所述弧块一的外部下方安装有弧块二,且弧块二的外部安装有弧块三,所述弧块二的内部固定有销组件,且销组件包括销套、销弹簧和销杆,所述销套的外部设置有销弹簧,且销套的内壁安装有销杆,所述弧块一的内壁安装有内环组件,且内环组件包括螺纹杆一、轴承、内环压块和滚珠,所述螺纹杆一的外部设置有轴承,且轴承的外部固定有内环压块,所述内环压块的下方安装有滚珠,所述导向组件固定于内环组件的外部,所述弧块一的外部上方设置有润滑组件。
6.优选的,所述弧块二与销套焊接连接,且销套通过销弹簧与销杆呈弹性连接。
7.优选的,所述螺纹杆一与弧块一螺纹连接,且螺纹杆一通过轴承与内环压块旋转连接。
8.优选的,所述导向组件包括导杆和导套,且导杆的外部设置有导套。
9.优选的,所述导杆与导套滑动连接,且导套沿弧块一的中心位置对称设有两个。
10.优选的,所述润滑组件包括罐体、螺纹杆二、活塞和软管,且罐体的一侧安装有螺纹杆二,所述活塞旋转连接在螺纹杆二上,所述罐体的另一侧固定有软管。
11.优选的,所述螺纹杆二与罐体螺纹连接,且罐体通过软管与内环压块相互贯通。
12.与现有技术相比,本实用新型的有益效果是:该圆管防颤装置具备了拼装结构,且安装拆卸的方式较为便捷,便于后期维护更换,通过移动内环压块能够满足稳定不同尺寸的圆管,提升该圆管防颤装置的稳定性,该圆管防颤装置具备自润滑结构;
13.1.本实用新型通过弧块一、弧块二、弧块三、销套、销弹簧和销杆的设置,按压销杆将弧块二与弧块一安装,销杆受销弹簧弹力弹入弧块一的孔位,弧块二与弧块一安装固定,
拆卸时顶起销杆,弧块三采用同样方式安装拆卸,使得该圆管防颤装置具备了拼装结构,且安装拆卸的方式较为便捷,便于后期维护更换;
14.2.本实用新型通过螺纹杆一、轴承、内环压块、滚珠、导杆和导套的设置,圆管置于三组内环组件之间,旋转螺纹杆一,随之内环压块移动,滚珠与圆管贴合,将其稳定,通过移动内环压块能够满足稳定不同尺寸的圆管,随着内环压块的移动导杆沿导套内壁移动,用于辅助内环压块稳定移动,提升该圆管防颤装置的稳定性;
15.3.本实用新型通过罐体、螺纹杆二、活塞和软管的设置,打开盖板往罐体内添加润滑油,旋转螺纹杆二推动活塞,随之罐体内的润滑油通过软管输送至内环压块的内腔,对滚珠进行润滑,有效减少滚珠的磨损,使得该圆管防颤装置具备自润滑结构。
附图说明
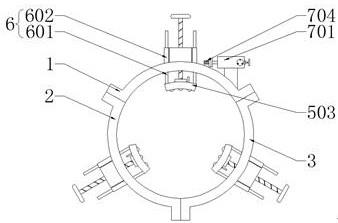
16.图1为本实用新型主视结构示意图;
17.图2为本实用新型主视剖视结构示意图;
18.图3为本实用新型图2中a处放大结构示意图。
19.图中:1、弧块一;2、弧块二;3、弧块三;4、销组件;401、销套;402、销弹簧;403、销杆;5、内环组件;501、螺纹杆一;502、轴承;503、内环压块;504、滚珠;6、导向组件;601、导杆;602、导套;7、润滑组件;701、罐体;702、螺纹杆二;703、活塞;704、软管。
具体实施方式
20.如图1-2所示,一种车床加工圆管防颤装置,包括弧块一1和导向组件6,弧块一1的外部下方安装有弧块二2,且弧块二2的外部安装有弧块三3,弧块一1的内壁安装有内环组件5,且内环组件5包括螺纹杆一501、轴承502、内环压块503和滚珠504,螺纹杆一501的外部设置有轴承502,且轴承502的外部固定有内环压块503,内环压块503的下方安装有滚珠504,螺纹杆一501与弧块一1螺纹连接,且螺纹杆一501通过轴承502与内环压块503旋转连接,圆管置于三组内环组件5之间,旋转螺纹杆一501,随之内环压块503移动,滚珠504与圆管贴合,将其稳定,通过移动内环压块503能够满足稳定不同尺寸的圆管,导向组件6固定于内环组件5的外部,弧块一1的外部上方设置有润滑组件7,导向组件6包括导杆601和导套602,且导杆601的外部设置有导套602,导杆601与导套602滑动连接,且导套602沿弧块一1的中心位置对称设有两个,随着内环压块503的移动导杆601沿导套602内壁移动,用于辅助内环压块503稳定移动,提升该圆管防颤装置的稳定性,润滑组件7包括罐体701、螺纹杆二702、活塞703和软管704,且罐体701的一侧安装有螺纹杆二702,活塞703旋转连接在螺纹杆二702上,罐体701的另一侧固定有软管704,螺纹杆二702与罐体701螺纹连接,且罐体701通过软管704与内环压块503相互贯通,打开盖板往罐体701内添加润滑油,旋转螺纹杆二702推动活塞703,随之罐体701内的润滑油通过软管704输送至内环压块503的内腔,对滚珠504进行润滑,有效减少滚珠504的磨损,使得该圆管防颤装置具备自润滑结构。
21.如图3所示,弧块二2的内部固定有销组件4,且销组件4包括销套401、销弹簧402和销杆403,销套401的外部设置有销弹簧402,且销套401的内壁安装有销杆403,弧块二2与销套401焊接连接,且销套401通过销弹簧402与销杆403呈弹性连接,按压销杆403将弧块二2与弧块一1安装,销杆403受销弹簧402弹力弹入弧块一1的孔位,弧块二2与弧块一1安装固
定,拆卸时顶起销杆403,弧块三3采用同样方式安装拆卸,使得该圆管防颤装置具备了拼装结构,且安装拆卸的方式较为便捷,便于后期维护更换。
22.工作原理:在使用该车床加工圆管防颤装置时,首先按压销杆403将弧块二2与弧块一1安装,销杆403受销弹簧402弹力弹入弧块一1的孔位,弧块二2与弧块一1安装固定,拆卸时顶起销杆403,弧块三3采用同样方式安装拆卸,弧块一1、弧块二2和弧块三3拼装形成一个闭环,将该车床加工圆管防颤装置与车床安装固定,圆管置于三组内环组件5之间,旋转螺纹杆一501,随之内环压块503移动,滚珠504与圆管贴合,辅助圆管加工时稳定转动,随着内环压块503的移动导杆601沿导套602内壁移动,用于辅助内环压块503稳定移动,罐体701通过软管704与内环压块503相互贯通,内环压块503内部设有油道,打开盖板往罐体701内添加润滑油,旋转螺纹杆二702推动活塞703,随之罐体701内的润滑油通过软管704输送至内环压块503的内腔,对滚珠504进行润滑,有效减少滚珠504的磨损,这就是该车床加工圆管防颤装置的工作原理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1