用于光学镜片的车削工装的制作方法
1.本实用新型涉及光学加工技术领域,具体涉及一种用于光学镜片的车削工装。
背景技术:
2.在红外光学镜片车削加工中,用传统的装夹方式装夹光学镜片,光学镜片存在形变现象,某些材料的光学镜片变形量较大,使得加工出高精度光学镜片较困难。随着科技的发展,高精度光学镜片的需求量逐年增加,无疑对操作人员的操作水平和熟练程度要求较高,也极大的限制了我们的加工产能。另外,红外光学镜片大部分属于脆性材料,在加工时用传统的装夹方式容易出现崩边现象,极大的限制了我们加工成品率。
3.因此,如何保证加工精度,提高加工效率和成品率是我们亟需解决的问题。
技术实现要素:
4.针对现有技术中的问题,本实用新型的主要目的在于提供一种用于光学镜片的车削工装,该车削工装通过定位组件将光学镜片精确定位到连接体上,再将连接体精确安装到车床上,从而实现光学镜片的精确安装,进而减小光学镜片车削变形量以及减少车削崩边问题,从而提高加工精度和成品率。
5.为了实现上述目的,本实用新型提供了一种用于光学镜片的车削工装。
6.该用于光学镜片的车削工装包括:
7.连接体,用于固定光学镜片,且所述连接体与所述光学镜片同心设置;
8.定位组件,开设有定位槽,且通过所述定位槽将所述连接体与所述光学镜片连接固定。
9.进一步的,所述定位组件包括上下连接的第一载物台和第二载物台,且二者可拆卸连接;所述第一载物台上开设有用于定位所述光学镜片的第一凹槽,所述第二载物台上开设有用于定位所述连接体的第二凹槽,并且所述第一凹槽连通所述第二凹槽形成所述定位槽。
10.进一步的,所述第一凹槽与所述第二凹槽的相对高度与所述光学镜片的厚度适配。
11.进一步的,所述第一凹槽呈圆柱体状,且与所述光学镜片同心设置。
12.进一步的,所述第一凹槽的侧壁上设置有定位台,用于悬置光学镜片。
13.进一步的,所述定位台呈圆环状,且其边缘设置有与所述光学镜片配合的限位台阶。
14.进一步的,所述第二凹槽呈回转体状,且其纵截面呈倒凸字形;所述连接体可拆卸的置于所述第二凹槽的底部,并且所述第二凹槽与所述连接体同心设置。
15.进一步的,所述连接体呈圆柱体状,所述连接体上朝向所述光学镜片的一侧面上开设有连接槽,用于连接所述光学镜片。
16.进一步的,所述第一载物台和所述第二载物台均呈圆柱体状,所述第一载物台的
顶部边缘向外延伸形成连接台,用于连接所述第二载物台的顶部边缘;所述第一载物台与所述第一凹槽同轴心设置,所述第二载物台与所述第二凹槽同轴心设置。
17.进一步的,还包括车床吸盘,所述车床吸盘上设置有限位件,用于定位所述连接体;并且贯穿所述车床吸盘开设有连通所述限位件的吸附孔,用于吸附固定所述连接体。
18.本实用新型中用于光学镜片的车削工装的优势:
19.1、装夹力度小,镜片变形量小,无崩边显现,提高加工精度和成品率。
20.2、可精确实现连接体、光学镜片、车床吸盘同心,并且可以减小光学镜片车削变形量以及减少车削崩边问题,提高加工精度和成品率。
附图说明
21.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本实用新型的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
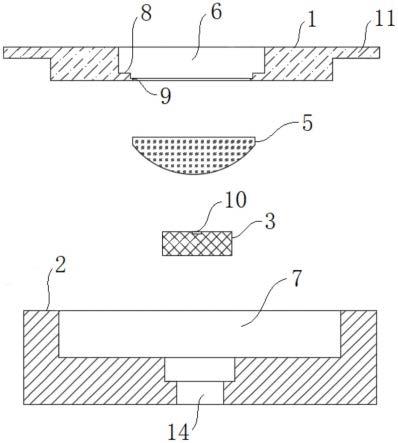
22.图1为本实用新型提供的实施例中定位组件与连接体、光学镜片的爆炸结构示意图;
23.图2为本实用新型提供的实施例中定位组件与连接体、光学镜片的组合结构示意图;
24.图3为本实用新型提供的实施例中连接体与光学镜片的连接示意图;
25.图4为本实用新型提供的实施例中车床吸盘的结构示意图;
26.图5为本实用新型提供的实施例中车床吸盘、连接体与光学镜片的组合结构示意图。
27.图中:
28.1、第一载物台;2、第二载物台;3、连接体;4、车床吸盘;5、光学镜片;6、第一凹槽;7、第二凹槽;8、定位台;9、限位台阶;10、连接槽;11、连接台;12、限位件;13、吸附孔;14、通孔。
具体实施方式
29.下面将参照附图更详细地描述本公开的示例性实施方式。虽然附图中显示了本公开的示例性实施方式,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
30.根据本实用新型的具体实施方式,提供了一种用于光学镜片的车削工装,该车削工装用于确保光学镜片5的轴心与车床主轴旋转中心重合。
31.如图1至图4所示,该用于光学镜片的车削工装包括连接体3,该连接体3用于固定光学镜片5,并且该连接体3与光学镜片5同心设置,从而将光学镜片5精确定位到连接体3上;该用于光学镜片的车削工装还包括定位组件,该定位组件上开设有定位槽,并且通过定位槽将连接体3与光学镜片5连接固定,也即通过该定位组件将光学镜片5精确定位到连接体3上,然后再将连接体3安装在车床上,从而实现光学镜片5的精确安装,确保加工精度,以及提高加工效率及成品率。
32.结合图1和图2所示,该定位组件包括上下连接的第一载物台1和第二载物台2,并且第一载物台1和第二载物台2可拆卸连接;第一载物台1上开设有第一凹槽6,用于精确定位光学镜片5;第二载物台2上开设有第二凹槽7,用于精确定位连接体3;并且第一凹槽6连通第二凹槽7形成定位槽,第一凹槽6与第二凹槽7同心。
33.如图2所示,第一凹槽6与第二凹槽7的相对高度与光学镜片5的厚度适配,从而将光学镜片5恰好放置在定位槽内。
34.在本实用新型的实施例中,第一载物台1和第二载物台2均呈圆柱体状,第一载物台1的顶部边缘向外延伸形成连接台11,将第一载物台1放置于第二载物台2上,此时,连接台11与第二载物台2的顶部边缘紧密接触,接触面互相平行,并且连接台11与定位台8同心,二者的侧面互相平行。
35.其中,第一凹槽6呈圆柱体状,第一载物台1与第一凹槽6同轴心设置,第一凹槽6与光学镜片5同心设置。
36.第二凹槽呈回转体状,第二载物台2与第二凹槽7同轴心设置。
37.如图1所示,该第一凹槽6的侧壁上设置有定位台8,该定位台8用于悬置光学镜片5;具体的,该定位台8呈圆环状,并且定位台8的边缘设置有与光学镜片5配合的限位台阶9,将光学镜片5置于限位台阶9上,限位台阶9和光学镜片5紧密接触,此时光学镜片5与第一凹槽6同心,同时其也与第一载物台1同心。
38.如图1所示,该第二凹槽7的纵截面呈倒凸字形,连接体3可拆卸的置于第二凹槽7的底部,连接体3呈圆柱体状,并且第二凹槽7与连接体3同心设置。
39.在本实用新型的实施例中,连接体3置于第二凹槽7的底部,且与第二凹槽7的底部适配,此时连接体3与第二载物台2同心。
40.如图1和图2所示,连接体3上朝向光学镜片5的一侧面上开设有连接槽10,该连接槽10用于连接光学镜片5。
41.在本实用新型的实施例中,可以采用粘接剂(如胶水)将光学镜片5和连接体3粘接在一起,如图2所示;待二者粘接牢固后,同时将二者取出放置于车床吸盘4上,结合图3和图5所示。
42.该用于光学镜片的车削工装还包括车床吸盘4,该车床吸盘4安装在车床上,用于吸附连接体3。
43.如图4所示,该车床吸盘4上设置有限位件12,该限位件12用于定位连接体3,连接体3与限位件12适配,用于精确定位连接体3;并且贯穿车床吸盘4开设有连通限位件12的吸附孔13,该吸附孔13用于吸附固定连接体3,从而将连接体3牢固固定在车床吸盘4上,进而将光学镜片5精确安装在车床上,最后进行光学镜片5的加工。
44.在本实用新型的实施例中,该限位件12可以为限位环,将连接体3置于限位环内,且二者紧密接触,接触面相互平行,再通过吸附孔13将连接体3吸附固定。
45.需要说明的是,本实用新型的说明书和权利要求书中的术语“包括”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列部件不必限于清楚地列出的那些部件,而是可包括没有清楚地列出的或对于部件固有的其它部件。
46.在本实用新型中,术语“上”、“下”、“底”、“顶”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本实用
新型及其实施例,并非用于限定所指示的装置、元件或者组成部分必须具有特定方位,或以特定方位进行构造和操作。
47.并且,上述部分术语除了可以用于表示方位或者位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或者连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本实用新型中的具体含义。
48.另外,本实用新型中涉及的“第一”、“第二”等的描述,该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
49.另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
50.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1