一种金属结构件自动数控加工换刀装置的制作方法
1.本实用新型涉及数控加工技术领域,具体而言,涉及一种金属结构件自动数控加工换刀装置。
背景技术:
2.数控加工是指由控制系统发出指令使刀具作符合要求的各种运动,泛指在数控机床上进行工件加工的工艺过程。
3.工件在加工时通常有多道工序,往往需要更换刀架上的刀具以进行相应的加工。现有数控加工中通常采用回转刀架,将需要的刀具装在刀架上,再根据工序要求转动来使用相应刀具。然而,现有数控加工中的换刀装置,即回转刀架,存在转动角度定位精度低,不易保证加工质量的问题。
技术实现要素:
4.本实用新型的目的在于提供一种金属结构件自动数控加工换刀装置,解决了现有技术中换刀装置转动角度定位精度低的问题。
5.为解决上述技术问题,本实用新型采用的技术方案是:一种金属结构件自动数控加工换刀装置,包括固定座、刀架体、回转体和定轴,及内刹组件和外刹组件,所述定轴穿插于固定座中部并与其固定连接,所述回转体和刀架体套装于定轴上,并与其可转动连接,所述回转体一端部伸入固定座内部,其另一端部通过环接板与所述刀架体端部固定连接,所述回转体端部外侧面和固定座内侧面形成容腔,所述内刹组件设于容腔内,用于抵压所述回转体端面,所述外刹组件设于固定座上,且其与回转体外端部相配合,所述容腔内部设有驱动件,用于驱动回转体转动。
6.作为优选方案,所述内刹组件包括套装在定轴上并与其固定连接的固定环和支撑环,位于所述固定环和支撑环之间并与定轴滑动连接的压紧套,以及抵压在所述压紧套和支撑环之间的弹性件,所述固定环和压紧套相邻端面之间形成有油腔,所述油腔与外部液压油管相连通。
7.作为优选方案,所述弹性件为蝶形弹簧。
8.作为优选方案,所述外刹组件为制动钳,所述制动钳固设于固定座上,其张紧端与所述回转体外端部相配合。
9.作为优选方案,所述驱动件包括蜗轮、蜗杆和电机,所述回转体端部向固定座内部延伸形成夹套部,所述蜗轮套装在夹套部上,所述电机固设于固定座上,其输出端与蜗杆传动相连,所述蜗杆伸入固定座内部与蜗轮啮合连接。
10.作为优选方案,还包括位置检测组件,所述位置检测组件包括固设于定轴端部的发讯盘,及固设于刀架体上的发讯座,所述发讯盘上设有霍尔元件,所述发讯座上设有磁钢,所述磁钢与霍尔元件相匹配。
11.作为优选方案,所述刀架体外端部可拆卸连接有罩体,用于遮盖所述位置检测组
件。
12.作为优选方案,所述回转体与固定座和定轴之间分别设置有第一轴承和第二轴承,所述刀架体和定轴之间设置有第三轴承。
13.作为优选方案,所述刀架体为正六棱柱,所述正六棱柱的每个侧壁上均开设有内夹头,用于夹紧刀具。
14.与现有技术相比,本实用新型的有益效果包括:通过在回转体和固定座之间的容腔内设置内刹组件,以及在固定座上设置外刹组件,内外配合,实现了换刀装置的快速制动,转动角度精度高。通过分别在定轴和刀架体上设置发讯盘和发讯座,发讯盘上的霍尔元件和发讯座上的磁钢相互配合,检测换刀装置的转动角度,检测精度高,换刀装置转动误差小。
附图说明
15.参照附图来说明本实用新型的公开内容。应当了解,附图仅仅用于说明目的,而并非意在对本实用新型的保护范围构成限制。在附图中,相同的附图标记用于指代相同的部件。其中:
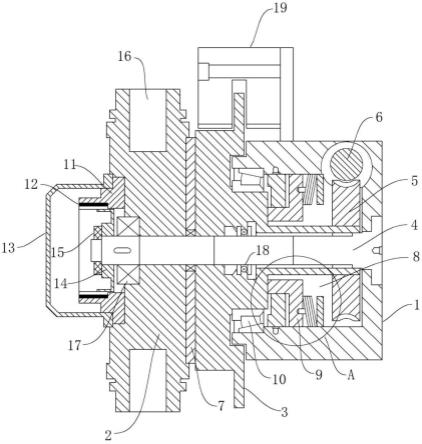
16.图1为本实用新型实施例的金属结构件自动数控加工换刀装置的结构示意图。
17.图2为图1中a处局部放大示意图。
18.图中标号:1固定座、2刀架体、3回转体、301夹套部、4定轴、5蜗轮、6蜗杆、7环接板、8容腔、9内刹组件、901固定环、902压紧套、903支撑环、904弹性件、905油腔、10第一轴承、11发讯座、12磁钢、13罩体、14发讯盘、15霍尔元件、16内夹头、17第二轴承、18第三轴承、19外刹组件。
具体实施方式
19.容易理解,根据本实用新型的技术方案,在不变更本实用新型实质精神下,本领域的一般技术人员可以提出可相互替换的多种结构方式以及实现方式。因此,以下具体实施方式以及附图仅是对本实用新型的技术方案的示例性说明,而不应当视为本实用新型的全部或者视为对本实用新型技术方案的限定或限制。
20.根据本实用新型的一实施方式结合图1示出。一种金属结构件自动数控加工换刀装置,包括固定座1、刀架体2、回转体3和定轴4,及内刹组件9和外刹组件19。定轴4穿插于固定座1中部并与其固定连接,该固定连接方式为螺钉连接。回转体3和刀架体2套装于定轴4上,并与其可转动连接,该转动连接方式为轴承连接。具体的,在回转体3与固定座1和定轴4之间分别设置有第一轴承10和第二轴承17,刀架体2和定轴4之间设置有第三轴承18。
21.该回转体3一端部伸入固定座1内部,其另一端部通过环接板7与刀架体2端部固定连接,回转体3端部外侧面和固定座1内侧面形成容腔8,内刹组件9设于容腔8内,用于抵压回转体3端面,外刹组件19设于固定座1上,且其与回转体3外端部相配合,容腔8内部设有驱动件,用于驱动回转体3转动。刀架体2为正六棱柱,正六棱柱的每个侧壁上均开设有内夹头16,用于夹紧刀具。
22.参见图2,上述内刹组件9包括套装在定轴4上并与其固定连接的固定环901和支撑环903,位于固定环901和支撑环903之间并与定轴4滑动连接的压紧套902,以及抵压在压紧
套902和支撑环903之间的弹性件904。具体的,该弹性件904为蝶形弹簧。固定环901和压紧套902相邻端面之间形成有油腔905,油腔905与外部液压油管相连通。当回转体3处于制动状态时,油腔905内无或少量液压油,压紧套902在弹性件904的挤压下,向回转体3一侧移动,对回转体3端面施加压紧力,限制其转动。当回转体3处于活动状态时,油腔905内注入液压油,压紧套902在油压作用下向支撑环903一侧移动,压缩弹性件904。
23.本实施例中,上述外刹组件19为制动钳,制动钳固设于固定座1上,其张紧端与回转体3外端部相配合。该制动钳采用液压缸驱动,当回转体3需要制动时,制动钳的张紧端夹紧回转体3外端部,反之,松开张紧端。
24.具体的,上述驱动件包括蜗轮5、蜗杆6和电机(未图示),回转体3端部向固定座1内部延伸形成夹套部301,蜗轮5套装在夹套部301上,电机固设于固定座1上,其输出端与蜗杆6传动相连,蜗杆6伸入固定座1内部与蜗轮5啮合连接。
25.进一步的,该换刀装置还包括位置检测组件,位置检测组件包括固设于定轴4端部的发讯盘14,及固设于刀架体2上的发讯座11,发讯盘14上设有霍尔元件15,发讯座11上设有磁钢12,磁钢12与霍尔元件15相匹配。刀架体2外端部可拆卸连接有罩体13,用于遮盖位置检测组件。霍尔元件15和磁钢12相对运动时会产生信号脉冲,根据信号脉冲可以计算出刀架体2转动角度。
26.本实用新型公开了一种金属结构件自动数控加工换刀装置,工作时,电机接收来自数控加工系统的指令,转动相应角度,通过蜗杆6带动蜗轮5转动,从而驱动回转体3和刀架体2转动,实现刀具切换。切换完成后,同时控制制动钳夹紧和油腔905排出液压油,使得回转体3内外同时制动,反应迅速,转动角度精度高。
27.综上所述,本实用新型的有益效果包括:通过在回转体3和固定座1之间的容腔8内设置内刹组件9,以及在固定座1上设置外刹组件19,内外配合,实现了换刀装置的快速制动,转动角度精度高。通过分别在定轴4和刀架体2上设置发讯盘14和发讯座11,发讯盘14上的霍尔元件15和发讯座11上的磁钢12相互配合,检测换刀装置的转动角度,检测精度高,换刀装置转动误差小。
28.本实用新型的技术范围不仅仅局限于上述说明中的内容,本领域技术人员可以在不脱离本实用新型技术思想的前提下,对上述实施例进行多种变形和修改,而这些变形和修改均应当属于本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1