密集孔可调定位式集中冲孔模具的制作方法
1.本实用新型涉及机械设备技术领域,特别涉及密集孔可调定位式集中冲孔模具。
背景技术:
2.传统的密集型冲孔模具,由于所需冲裁力较大,所以需要大吨位的冲床,而对于体积不大的模具,安装在大吨位冲床上,会使人工操作不方便。
3.目前传统的密集型冲孔模具存在着诸多弊端,在密集孔冲裁力大时,会使模具工作时噪音大、冲头易损坏;体积不大的模具,安装在大吨位冲床上会造成冲压产品成本增高的情况;而且冲孔模具的冲头数量过多,将加大模具在加工、安装、调试时的困难程度,因此,为了解决密集性冲孔模具所用的冲床冲裁力大、吨位大,冲压件成本增加等不利问题,需要设计密集孔可调定位式集中冲孔模具。
技术实现要素:
4.本实用新型要解决上述的技术问题,提供密集孔可调定位式集中冲孔模具。
5.为了解决上述技术问题,本实用新型的技术方案具体如下:
6.密集孔可调定位式集中冲孔模具,包括:
7.下模座,所述下模座上设有凹模垫板,所述凹模垫板上设有第一凹模、第二凹模以及第三凹模,所述凹模垫板上设有凹模夹板以将所述第一凹模、所述第二凹模以及所述第三凹模固定于所述凹模垫板上;
8.所述凹模夹板上设有第一定位块、第二定位块、第三定位块、定位销安装块以及安装在所述定位销安装块上的定位销;其中,在待加工板料停靠在所述第一定位块和所述第二定位块上时、待加工板料定位在第一加工位置,在待加工板料停靠在所述第三定位块和所述定位销上时、待加工板料定位在第二加工位置;
9.上模座,所述上模座上设有压料板,所述压料板上设有与所述第一凹模、所述第二凹模以及所述第三凹模对应的冲头;
10.其中,使压料板朝所述凹模夹板方向下行以使所述冲头对准所述第一凹模、所述第二凹模以及所述第三凹模上方的待加工板料进行冲孔。
11.优选的,待加工板料定位在所述第一加工位置时:所述第一定位块和所述第二定位块通过对待加工板料相邻两个侧边限位支撑、以使待加工板料停靠在所述第一定位块和所述第二定位块上、且此时待加工板料不与所述第三定位块接触且定位销不安装于所述定位销安装块上。
12.优选的,待加工板料定位在所述第二加工位置时:所述定位销安装于所述定位销安装块上、所述第三定位块和所述定位销通过对待加工板料相邻两个侧边限位支撑、以使待加工板料停靠在所述第三定位块和所述定位销上、且此时待加工板料不与所述第一定位块和所述第二定位块接触。
13.优选的,还包括:
14.下托板;
15.所述下模座与所述下托板之间设有模腿。
16.优选的,所述上模座上设有挂钩,所述挂钩的数量为多个并均布于所述压料板的四周,通过所述挂钩将所述压料板固定于所述上模座上。
17.优选的,所述压料板上设有氮气弹簧。
18.优选的,所述上模座上设有穿过所述压料板的导柱,所述凹模垫板上设有与所述导柱对应的导向凹槽。
19.本实用新型具有以下的有益效果:
20.本实用新型的密集孔可调定位式集中冲孔模具,本装置能够使用工厂中常用的冲床进行生产,使得产品件所需机床吨位小,继而使冲孔加工生产成本低、节拍快、操作难度低,同时设备备件成本低,模具维修保养方便。
附图说明
21.下面结合附图和具体实施方式对本实用新型作进一步详细说明。
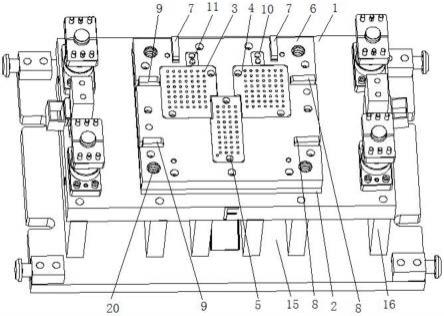
22.图1为本实用新型的密集孔可调定位式集中冲孔模具的结构示意图;
23.图2为本实用新型的密集孔可调定位式集中冲孔模具的上模座和压料板的结构示意图;
24.图3为本实用新型的密集孔可调定位式集中冲孔模具的待加工板料定位在第一加工位置的示意图;
25.图4为本实用新型的密集孔可调定位式集中冲孔模具的待加工板料定位在第二加工位置的示意图。
26.图中的附图标记表示为:
27.1、下模座;2、凹模垫板;3、第一凹模;4、第二凹模;5、第三凹模;6、凹模夹板;7、第一定位块;8、第二定位块;9、第三定位块;10、定位销安装块;11、定位销;12、上模座;13、压料板;14、冲头;15、下托板;16、模腿;17、挂钩;18、氮气弹簧;19、导柱;20、导向凹槽。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.请参阅图1-4,密集孔可调定位式集中冲孔模具,包括:
30.下模座1,下模座1上设有凹模垫板2,凹模垫板2上设有第一凹模3、第二凹模4以及第三凹模5,凹模垫板2上设有凹模夹板6以将第一凹模3、第二凹模4以及第三凹模5固定于凹模垫板2上;
31.凹模夹板6上设有第一定位块7、第二定位块8、第三定位块9、定位销安装块10以及安装在定位销安装块10上的定位销11;其中,在待加工板料停靠在第一定位块7和第二定位块8上时、待加工板料定位在第一加工位置,在待加工板料停靠在第三定位块9和定位销11上时、待加工板料定位在第二加工位置;
32.上模座12,上模座12上设有压料板13,压料板13上设有与第一凹模3、第二凹模4以及第三凹模5对应的冲头14;
33.其中,使压料板13朝凹模夹板6方向下行以使冲头14对准第一凹模3、第二凹模4以及第三凹模5上方的待加工板料进行冲孔。
34.具体的加工使用本装置时,待加工的板料首先放置在凹模垫板2上并定位在第一加工位置,上模座12带动压料板13朝凹模夹板6方向下行以使冲头14对准第一凹模3、第二凹模4以及第三凹模5上方的待加工板料进行冲孔加工,其中的第一凹模3、第二凹模4以及第三凹模5起到避让冲头14以及辅助冲头14冲击待加工板料进行冲孔的作用。随后上模座12带动压料板13朝远离凹模夹板6方向上行,以使冲头14远离待加工板料,随后使定位销11安装在定位销安装块10上,并手动将待加工板料停靠在第三定位块9和定位销11上,此时待加工板料定位在第二加工位置,相当于待加工板料自第一加工位置平移至第二加工位置,随后再使上模座12带动压料板13朝凹模夹板6方向下行以使冲头14对准第一凹模3、第二凹模4以及第三凹模5上方的待加工板料进行冲孔加工。
35.综上所述,本实用新型的密集孔可调定位式集中冲孔模具,本装置能够使用工厂中常用的冲床进行生产,使得产品件所需机床吨位小,继而使冲孔加工生产成本低、节拍快、操作难度低,同时设备备件成本低,模具维修保养方便。
36.进一步的,待加工板料定位在第一加工位置时:第一定位块7和第二定位块8通过对待加工板料相邻两个侧边限位支撑、以使待加工板料停靠在第一定位块7和第二定位块8上、且此时待加工板料不与第三定位块9接触且定位销11不安装于定位销安装块10上。
37.进一步的,待加工板料定位在第二加工位置时:定位销11安装于定位销安装块10上、第三定位块9和定位销11通过对待加工板料相邻两个侧边限位支撑、以使待加工板料停靠在第三定位块9和定位销11上、且此时待加工板料不与第一定位块7和第二定位块8接触。
38.综上,通过待加工板料在第一加工位置与第二加工位置之间的转换,完成冲头14对待加工板料的不同位置进行二次冲孔加工,无需使用大吨位车床加工,省去使用大吨位车床的弊端。
39.进一步的,还包括:
40.下托板15;
41.下模座1与下托板15之间设有模腿16。也即下托板15上的模腿16起到支撑下模座1的作用。
42.进一步的,上模座12上设有挂钩17,挂钩17的数量为多个并均布于压料板13的四周,通过挂钩17将压料板13固定于上模座12上。
43.进一步的,压料板13上设有氮气弹簧18。在压料板13与凹模垫板2冲孔闭合之后,通过氮气弹簧18能够辅助压料板13与凹模垫板2间分离。
44.进一步的,上模座12上设有穿过压料板13的导柱19,凹模垫板2上设有与导柱19对应的导向凹槽20。在压料板13与凹模垫板2冲孔闭合过程中,通过导柱19伸入导向凹槽20内以进行压料板13与凹模垫板2之间相对运动的辅助导向作用。
45.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或
变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1