一种高排屑性能的PCB铣刀的制作方法
一种高排屑性能的pcb铣刀
技术领域
1.本实用新型涉及一种印制电路板成型铣切的刀具,具体涉及一种高排屑性能的pcb密齿铣刀的生产加工。
背景技术:
2.目前pcb板成型加工用密齿铣刀使用率占比相对较高,约在pcb成型工序使用的80%-90%,根据被加工的板材不同对刀具的排屑功能及散热性能的要求也不尽相同。通常情况下,会通过调整排屑槽的深度来调整刀具的排屑功能及散热性能,但这样调整会导致刀具芯厚减小幅度过大,导致刀具的抗折力降低使得寿命显著降低,导致物耗成本增加,寿命降低意味着增加了换刀频率,降低了使用设备的稼动率,导致生产效率下降。所以在保证刀具芯厚的前提下来提高刀具的排屑功能及散热性能很有必要,本实用新型通过优化排屑槽的结构来实现此项结构的改善。
技术实现要素:
3.本实用新型是为了平衡刀具使用寿命与排屑功能及散热性能的关系,提供了一种高排屑性能的pcb铣刀,在保证使用寿命的前提下即不降低刀具芯厚的前提下,通过调整切屑刃的后刃部位来改变排屑槽的结构来实现。
4.为了实现上述的技术特征,本实用新型的目的是这样实现的:一种高排屑性能的pcb铣刀,包括柄部,刃部,脖子,主螺纹角,次螺纹角,切削刃,排屑槽,前刃,后刃和容屑沟槽;所述容屑沟槽设置在切削刃的后刃上。
5.所述柄部的直径为3.165-3.175mm。
6.所述刃部的直径为0.6-3.175mm,右一旋刃数6-8刃,右二刃数1刃。
7.所述脖子的倒角角度为10-15
°
。
8.所述主螺纹角的角度为20-30
°
,螺纹方向为右螺纹。
9.所述次螺纹角的角度为75-85
°
,螺纹方向为右螺纹。
10.所述切削刃包含前刃和后刃。
11.所述后刃上设置容屑沟槽。
12.所述容屑沟槽深度为5-30μm。
13.本实用新型有如下有益效果:
14.本申请的实用新型较现有密齿铣刀,表现为在切削刃的后刃上设置有容屑沟槽,容屑沟槽使得原排屑槽结构发生变化,在不改变刀具芯厚的情况下,刀具容屑空间变大,排屑及散热功能得到改善,此结构的优化,有效提高了刀具的使用寿命。
附图说明
15.下面结合附图和实施例对本实用新型作进一步说明。
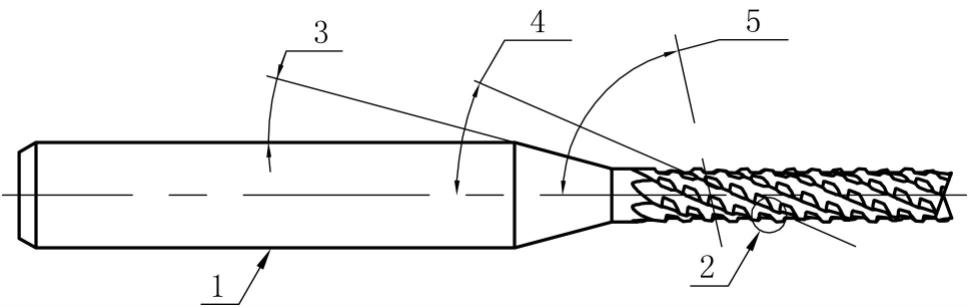
16.图1为本实用新型的整体结构示意图。
17.图2为现有刀型左视图。
18.图3为本技术刀型左视图。
19.图4为现有刀型后刃及排屑槽局部放大图。
20.图5为本技术刀型后刃及排屑槽局部放大图。
21.其中:1柄部,2刃部,3脖子,4主螺纹角,5次螺纹,6切削刃,7排屑槽,8前刃,9后刃,10容屑沟槽。
具体实施方式
22.下面结合附图对本实用新型的实施方式做进一步的说明。
23.如图1-3所示的一种高排屑性能的pcb铣刀,包括柄部1,刃部2,脖子3,主螺纹角4,次螺纹角5,切削刃6,排屑槽7,前刃8,后刃9和容屑沟槽10;所述容屑沟槽10设置在切削刃6的后刃9上。通过在切削刃的后刃上设置有容屑沟槽,容屑沟槽使得原排屑槽结构发生变化,在不改变刀具芯厚的情况下,刀具容屑空间变大,排屑及散热功能得到改善,此结构的优化,有效提高了刀具的使用寿命。
24.相对现有技术,如图2、图4所示,现有技术的密齿铣刀为无容屑沟槽设计,在使用过程中排屑功能及散热性能并非最优设计,针对填充料含量高,粉尘颗粒细小,易发热的板材加工时,因排屑及散热不及时,导致刀具在使用过程中容易发生断刀现象,增加物耗成本,较低的寿命设置又降低了设备的稼动率,影响生产效率。
25.本实用新型中,如图3、图5所示,在刃部的后刃上设置了容屑沟槽10,在不改变刀具芯厚的前提下,提高的刀具的容屑空间,更有利于排屑和散热。优选方案中,刃部2的后刃为增加容屑沟槽10设计,容屑沟槽根据刃部直径的不同设置为5-30μm深度之间;
26.经过实验对比,使用本实用新型的高排屑密齿锣刀,在实际加工过程中能有效提高刀具的排屑功能及散热性能,延长刀具使用寿命。
技术特征:
1.一种高排屑性能的pcb铣刀,其特征在于:包括柄部(1),刃部(2),脖子(3),主螺纹角(4),次螺纹角(5),切削刃(6),排屑槽(7),前刃(8),后刃(9)和容屑沟槽(10);所述容屑沟槽(10)设置在切削刃(6)的后刃(9)上。2.根据权利要求1所述的一种高排屑性能的pcb铣刀,其特征在于:所述柄部(1)的直径为3.165-3.175mm。3.根据权利要求1所述的一种高排屑性能的pcb铣刀,其特征在于:所述刃部(2)的直径为0.6-3.175mm,右一旋刃数6-8刃,右二刃数1刃。4.根据权利要求1所述的一种高排屑性能的pcb铣刀,其特征在于:所述脖子(3)的倒角角度为10-15
°
。5.根据权利要求1所述的一种高排屑性能的pcb铣刀,其特征在于:所述主螺纹角(4)的角度为20-30
°
,螺纹方向为右螺纹。6.根据权利要求1所述的一种高排屑性能的pcb铣刀,其特征在于:所述次螺纹角(5)的角度为75-85
°
,螺纹方向为右螺纹。7.根据权利要求1所述的一种高排屑性能的pcb铣刀,其特征在于:所述切削刃(6)包含前刃(8)和后刃(9)。8.根据权利要求1所述的一种高排屑性能的pcb铣刀,其特征在于:所述后刃(9)上设置容屑沟槽(10)。9.根据权利要求1所述的一种高排屑性能的pcb铣刀,其特征在于:所述容屑沟槽(10)深度为5-30μm。
技术总结
本实用新型提供了一种高排屑性能的PCB铣刀,在PCB板材成型工序使用,具体作用是在加工板材的过程中提高刀具排屑功能和散热能力,提高刀具实际使用的寿命。本实用新型包括柄部、刃部、脖子、主螺纹角、次螺纹角、切削刃、排屑槽、前刃、后刃、容屑沟槽、切削刃分为前刃和后刃,后刃上设置容屑沟槽。本实用新型相对现有密齿铣刀,其后刃的开槽方式有所不同,主要表现为在磨制后刃时增加了容屑沟槽,该设计能有效提高密齿铣刀的排屑功能和散热能力,延长刀具的使用寿命。具的使用寿命。具的使用寿命。
技术研发人员:汪万勇 殷德政 薛晓明
受保护的技术使用者:宜昌永鑫精工科技股份有限公司
技术研发日:2022.03.08
技术公布日:2022/8/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1