一种导向套的锻压工装的制作方法
1.本实用新型涉及导向套加工设备领域,尤其涉及一种导向套的锻压工装。
背景技术:
2.导向套是一种常见的设备零部件,辅助设备的直线运动,导向套的内侧贯穿为圆筒状,外侧具有各种不同配合于安装零件的结构,导向筒的毛坯制作为:通过设计成品图纸尺寸选用合适的钢管,截断单间产品所需的钢管用料长度,通过线圈加热的方式假如钢管达到1000-1250℃,依靠锻压模具以及液压机实现依次锻压成型,现有的锻压模具工装带底面封闭沉槽的座体,沉槽形状为导向筒外侧形状,液压机输出端连接压轴,将钢管置入沉槽,再通过压轴压制成型,导向套会向外膨胀贴合沉槽形状,一体成型的座体在锻压成型后,导向套毛坯会挤压在沉槽内,不易取出。
技术实现要素:
3.针对现有技术中所存在的不足,本实用新型提供了一种导向套的锻压工装,以解决现有技术中不易从导向套的锻压模具中取出导向套的技术问题。
4.根据本实用新型的实施例,一种导向套的锻压工装,包括套座、底座以及顶出装置;所述套座包括两个半套部,所述半套部包括半套筒以及支撑板,两个所述半套筒相互贴合形成套筒形状,所述支撑板固设于所述半套筒的顶端并向所述半套筒的外侧延伸,两个所述半套部的底端相互铰接,所述底座上开设沉槽,所述沉槽底端支撑所述半套筒,所述底座的顶端支撑所述支撑板,所述顶出装置包括上顶部以及挡置部,所述挡置部位于所述支撑板上方,所述上顶部顶在所述支撑板底部,所述上顶部上顶所述支撑板,使所述支撑板接触所述挡置部并张开两个所述半套筒。
5.对比现有技术,本实用新型具有如下有益效果:
6.此导向套的锻压工装,通过铰接半套筒的结构使套座能在锻压完成后张开,并通过上顶部和挡置部的配合运动,抵住半套筒上的支撑板以打开铰接的半套筒,即可轻松取出锻压完成的毛坯导向套,整个锻压流程简便,快速。
7.进一步地,所述挡置部包括两根上支撑辊,所述上顶部包括若干气缸、两个下支撑辊以及两个梁架,所述下支撑辊分别滚动设置于所述梁架上,所述气缸输出端固定于所述梁架上,两个所述支撑辊分别支撑在两个所述支撑板底面,所述底座顶面固设有支撑架,所述上支撑辊滚动设置在所述支撑架上并悬于所述支撑板上方,所述上支撑辊比所述下支撑辊远于所述半套筒。
8.进一步地,所述底座顶面设有两个导向柱,所述支撑板上开设导向孔,所述底座支撑所述套座时,所述导向柱插入所述导向孔内。
9.进一步地,所述导向柱的顶端倒圆角处理。
10.进一步地,还包括铰接轴,所述半套筒的底面设有铰接块,所述铰接块一侧伸出若干阵列排列的铰接头,所述铰接头上开设铰接孔,两个所述铰接块上的若干所述铰接头相
互贴合交错,所述铰接轴穿过所述铰接孔。
11.进一步地,所述沉槽底面为v型凹陷形状,所铰接块的底面为斜面,两个所述半套筒贴合时,两个所述铰接块组合而成的底面与所述沉槽底面配合。
附图说明
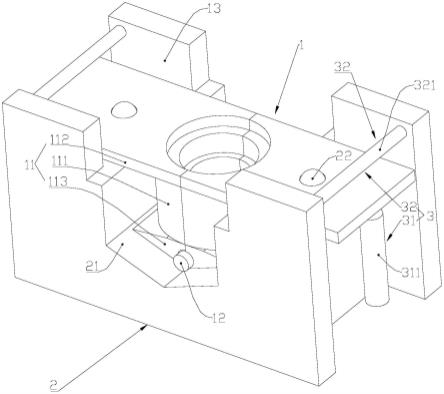
12.图1为本实用新型实施例导向套的锻压工装的结构示意图;
13.图2为本实用新型实施例半套部的结构示意图;
14.图3为本实用新型实施例导向套的锻压工装的压装状态剖视图;
15.图4为本实用新型实施例导向套的锻压工装的下料状态剖视图;
16.上述附图中:1、套座;11、半套部;111、半套筒;112、支撑板;1121、导向孔;113、铰接块;1131、铰接头;11311、铰接孔;12、铰接轴;13、支撑架;2、底座;21、沉槽;22、导向柱;3、顶出装置;31、上顶部;311、气缸;312、下支撑辊;313、梁架;32、挡置部;321、上支撑辊。
具体实施方式
17.下面结合附图及实施例对本实用新型中的技术方案进一步说明。
18.本实用新型实施例提出了一种导向套的锻压工装,如图1所示,包括套座1、底座2以及顶出装置3;所述套座1包括两个半套部11,所述半套部11包括半套筒111、铰接块113以及支撑板112,两个所述半套筒111相互贴合形成套筒形状,半套筒111包围形成导向套的下模,所述支撑板112固设于所述半套筒111的顶端并向所述半套筒111的外侧延伸;还包括铰接轴12,参考图2,所述半套筒111的底面设有铰接块113,所述铰接块113一侧伸出若干阵列排列的铰接头1131,所述铰接头1131上开设铰接孔11311,两个所述铰接块113上的若干所述铰接头1131相互贴合交错,所述铰接轴12穿过所述铰接孔11311,半套筒111能绕铰接轴12旋转,使整个套座1做张开和闭合动作,所述底座2上开设沉槽21,所述沉槽21底面为v型凹陷形状,所铰接块113的底面为斜面,两个所述半套筒111贴合时,两个所述铰接块113组合而成的底面与所述沉槽21底面配合,所述沉槽21底端支撑所述半套筒111,所述底座2的顶端支撑所述支撑板112;所述底座2顶面设有两个导向柱22,所述导向柱22的顶端倒圆角处理,所述支撑板112上开设导向孔1121,所述底座2支撑所述套座1时,所述导向柱22插入所述导向孔1121内,如图3和图4所示,所述顶出装置3包括上顶部31以及挡置部32,所述挡置部32包括两根上支撑辊321,所述上顶部31包括若干气缸311、两个下支撑辊312以及两个梁架313,所述下支撑辊312分别滚动设置于所述梁架313上,所述气缸311输出端固定于所述梁架313上,两个所述下支撑辊312分别支撑在两个所述支撑板112底面,所述底座2顶面固设有支撑架13,所述上支撑辊321滚动设置在所述支撑架13上并悬于所述支撑板112上方,所述上支撑辊321比所述下支撑辊312远于所述半套筒111,所述气缸311同时做功,使所述上顶部31上顶所述支撑板112,支撑板112在上支撑辊321和下支撑辊312的错位支撑下转动,两个所述半套筒111张开。
19.此导向套锻压工装,用于方便取出锻压成型后的导向套毛坯,使用此工装时,将底座2固定在压机工作台上,气缸311固定于工作台上,收回气缸311,此时套座1呈收拢状态放置在底座2上,导向柱22穿过导向孔1121,用于对套座1进行锻压位置的固定,倒圆角的导向柱22用于引导导向孔1121,将压模固定在压机下压端后即可进行锻压,锻压后,气缸311做
功,向上推动套座1的两块支撑板112,如图4所示,气缸311推动梁架313并带动下支撑辊312平行向上,整个套座1平行向上移动,当两块支撑板112的顶端接触上支撑辊321时,上支撑辊321限制支撑板112的继续上移,两个半套筒111开始做旋转张开运动,套座1张开后即可拿出锻压完成的导向套毛坯,此结构中,相互交错铰接头1131的铰接块113结合密闭,不易损坏,并且转动平稳;两个铰接块113在套座1收拢时与v字形的沉槽21配合,使沉槽21在支撑套座1时,给与套座1收拢的作用力,避免在导向套毛坯的压制过程中张开,此锻压工装,通过铰接半套筒111的结构使套座1能在锻压完成后张开,并通过上顶部31和挡置部32的配合运动,抵住半套筒111上的支撑板112以打开铰接的半套筒111,即可轻松取出锻压完成的毛坯导向套,整个锻压流程简便,快速。
20.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1