大圆弧平顶盲孔深孔成型刀组的制作方法
1.本实用新型涉及深孔加工技术领域,具体涉及一种大圆弧平顶盲孔深孔成型刀组。
背景技术:
2.现有的数控深孔钻镗床通常只可以加工直孔(通孔和盲孔),随着技术的发展以及实际生产的需求,目前行业内出现了如图11所示的内孔大圆弧平底深孔的需求,但是在深孔加工领域内,目前还没有此类刀具可供选择使用,本技术人设计了一套可以实现渐进加工的生产工艺,其可以在实现由直孔-台阶孔-底部台阶-粗弧面-精弧面的渐变,逐步实现大圆弧平顶盲孔的成型,经过模拟验证,此种加工方式可以有效的克服目前的技术弊端,但是,目前该生产领域没有专业的刀具可供使用,无法在生产状态下实现精度较高的内孔大圆弧平底的成形加工。
技术实现要素:
3.鉴与现有技术上的缺点,本实用新型的目的在于提供一种大圆弧平顶盲孔成型刀组,其通过刀组设计,采用渐进式刀面结构改善,逐步实现内孔大圆弧平底的成形加工。
4.其采用的具体技术方案如下:
5.一种大圆弧平顶盲孔深孔成型刀组,其包括塔式粗镗头、大圆弧成形粗刀和大圆弧成形精刀;所述的塔式粗镗头上,其刀体周边设置有若干粗镗刀片形成阶梯结构,塔式粗镗头的外端面上设置有粗镗端面粗刀;所述的大圆弧成形粗刀的刀体的圆弧方向和前端面均有粗刀片,圆弧方向上设置的若干个粗刀片呈多排弧线设置;所述的大圆弧成形精刀的刀体上固定有成型刀片,该成型刀片在圆弧方向上以及前端面上皆设置有刀刃。
6.所述的塔式粗镗头刀体的外壁为阶梯状设置,在每个阶梯槽上设置有至少一个粗镗刀片,若干个粗镗刀片呈弧状设置;所述的粗镗刀片固定时刀片尖角朝外;塔式粗镗头刀体的外壁上均布设置有导向键。
7.所述的大圆弧成形粗刀的刀体上安装有至少两个刀座,刀座的圆弧方向上固定有弧线排列的粗刀片,所述的粗刀片的加工平面朝向外部设置;大圆弧成形粗刀的刀体上均布设置有导向键。
8.所述的大圆弧成形精刀的刀体上设置有一个精刀固定槽以及至少一个固定位,精刀固定槽的内部固定有一个精刀片,所述的精刀片外径以及端面上皆设置有切削刃;大圆弧成形精刀的刀体上均布设置有导向键。
9.所述的精刀片为板式结构设置,精刀片的板式结构的前后面边缘对称设置有切削刃,精刀片上设置有固定沉孔,其左端面为端面切削刃,其右端面设置有定位槽。
10.所述的塔式粗镗头、大圆弧成形粗刀和大圆弧成形精刀的外径上设置有尼龙导向条,通过尼龙导向条在加工过程中起减震和支撑的作用。
11.所述的塔式粗镗头、大圆弧成形粗刀和大圆弧成形精刀的刀体内部皆设置有排屑
槽用于内部排屑。
12.本实用新型的有益效果为:本实用新型采用以上结构设置,其加工如图1、2、3、4、5的步骤,其通过塔式粗镗头对深孔内部的弧面结构进行粗镗加工,加工后的弧面内径呈现台阶结构,再通过大圆弧成形粗刀对深孔内径以及底端面进行加工,共同完成内径弧面以及底端面的粗加工,再者,通过最后设置的大圆弧成形精刀,其在中心定位槽内安装了一把高速钢制成的成形刀,该大圆弧成形精刀在圆弧方向有对称的两个刀刃,并且在前端面也有刀刃,完成圆弧及底部的最终加工。本实用新型结构设计新颖,使用方便,可有效的实现对大圆弧平顶盲孔成型,其成型效果好,精度高,可在深孔加工领域大量推广。
附图说明
13.下面结合附图对本实用新型装置的结构作进一步说明。
14.图1是大圆弧平顶盲孔加工示意图ⅰ;
15.图2是大圆弧平顶盲孔加工示意图ⅱ;
16.图3是大圆弧平顶盲孔加工示意图ⅲ;
17.图4是大圆弧平顶盲孔加工示意图ⅳ;
18.图5是大圆弧平顶盲孔加工成型示意图;
19.图6是塔式粗镗头主视结构示意图;
20.图7是塔式粗镗头侧视结构示意图;
21.图8是大圆弧成形粗刀主视结构示意图;
22.图9是大圆弧成形粗刀侧视结构示意图;
23.图10是大圆弧成形精刀主视结构示意图;
24.图11是大圆弧成形精刀侧视结构示意图;
25.图12是大圆弧成形精刀片主视结构示意图
26.图13是大圆弧成形精刀片侧视结构示意图
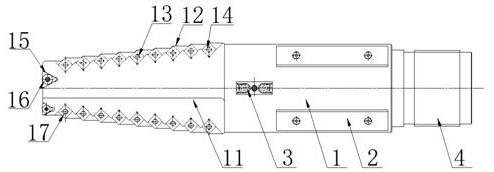
27.1.塔式粗镗头,11、阶梯段,12、阶梯,13、刀片固定槽,14、刀片固定孔,15、底端刀片固定孔,16、粗镗端面粗刀,17、粗镗刀片,18、排屑槽,2、尼龙导向条,3、导向键,4、螺纹连接段,5、大圆弧成形粗刀,51、刀座,52、粗刀固定位,53、粗刀固定螺纹孔,54、端面粗刀片,55、侧壁粗刀片,6、大圆弧成形精刀,61、精刀固定槽,62、精刀片,621、切削刃,622、端面切削刃,623、定位槽。
具体实施方式
28.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施方式仅仅用以解释本实用新型产品的具体结构以及特性,并不用于限定本实用新型。
29.如附图1、2、3、4、5所示,本实用新型通过渐进式刀组用于加工附图中的大圆弧平顶盲孔,其具体结构如下:
30.一种大圆弧平顶盲孔深孔成型刀组,工序为:先采用深孔刀实现如图1、2所示的台阶孔,通过刀具实现直孔至沉孔的成型;由图3至图5需使用本深孔成型刀组来实现。
31.本深孔成型刀组包括塔式粗镗头1、大圆弧成形粗刀5和大圆弧成形精刀6,所述的
塔式粗镗头1上,其在刀体外壁上设置有阶梯段11,所述的阶梯段外径上设置有阶梯12,每层阶梯上均布设置有2个刀片固定槽13,每个刀片固定槽13内分别通过刀片固定孔14固定有粗镗刀片17,塔式粗镗头1的底端面上通过底端刀片固定孔15固定有粗镗端面粗刀16,通过以上结构设置后,塔式粗镗头刀体的外壁为阶梯状设置,在每个阶梯槽上设置有2个粗镗刀片17,多个粗镗刀片呈弧状设置并且粗镗刀片17固定时刀片尖角朝外;再者,塔式粗镗头刀体的外壁上均布设置有导向键3,在导向键的后侧均布设置有多个尼龙导向条2,塔式粗镗头1内部中心处设置有用于排屑的排屑槽18。通过以上结构设置后,实现了如图3所示的塔式阶梯孔的成型。
32.如图8、9所示,所述的大圆弧成形粗刀5的刀体的圆弧方向和前端面共同对角设置有两个刀座51,所述的每个刀座51分别通过粗刀固定螺纹孔53锁紧固定;每个刀座51内分别设置有若干个粗刀固定位52,通过粗刀固定位52内锁紧设置有若干个侧壁粗刀片55以及端面粗刀片54,圆弧方向上设置的若干个侧壁粗刀片呈两排弧线设置且所有的侧壁粗刀片55的加工平面朝向外部设置;大圆弧成形粗刀的刀体上均布设置有导向键3,在导向键3的后侧设置有尼龙导向条2。通过以上结构设置后,实现了如图4所示的大圆弧孔径的粗加工成型。
33.如图10、11、12、13所示,所述的大圆弧成形精刀6的刀体上设置有一个精刀固定槽61,大圆弧成形精刀6刀体的内部固定有一个精刀片62并通过精刀片上设置的固定沉孔锁紧螺栓固定在刀体上,在锁紧之前,通过定位槽623实现精刀片62的定位,所述的精刀片62为板式结构设置,精刀片62的板式结构的前后面边缘对称设置且外径以及端面上皆设置有切削刃621和端面切削刃622;大圆弧成形粗刀的刀体上均布设置有导向键3,在导向键3的后侧均布设置有多个尼龙导向条2,通过以上结构,实现了大圆弧平顶盲孔深孔的内径精加工,在加工过程中,通过尼龙导向条2在加工过程中起减震和支撑的作用。通过刀体内部设置的排屑槽63用于内部排屑。
34.本实用新型采用以上结构设置用于加工如图1、2、3、4、5的步骤,其通过塔式粗镗头1对深孔内部的弧面结构进行粗镗加工,加工后的弧面内径呈现台阶结构,再通过大圆弧成形粗刀5对深孔内径以及底端面进行加工,共同完成内径弧面以及底端面的粗加工,再者,通过最后设置的大圆弧成形精刀6,其在中心定位槽内安装了一把高速钢制成的成形刀,该大圆弧成形精刀在圆弧方向有对称的两个刀刃,并且在前端面也有刀刃,可全方位无死角的同步加工深孔内径弧面,完成圆弧及底部的一次性最终加工。
35.本实用新型结构设计新颖,使用方便,可有效的渐进实现对大圆弧平顶盲孔成型,其成型效果好,精度高,可在深孔加工领域大量推广。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1