冲压模具生产用氮气弹簧防爆管的制作方法
1.本实用新型涉及冲压模具的防护结构,特别是涉及冲压模具生产用氮气弹簧防爆管。
背景技术:
2.在冲压模具的制造及生产中会采用一些标准件,例如氮气弹簧。氮气弹簧用于在模具的生产中实现冲压的先后性,是不可或缺的。通常生产厂家会购买标准件氮缸并直接用于模具结构中,在实际使用中,氮气弹簧会因为本身质量问题、操作不当、受力不均产生较大摩擦、寿命不达预期等等原因出现漏气、爆裂,甚至爆炸的情况,氮气弹簧爆裂中小碎片会被弹出,冲击力巨大,不仅会损伤模具和产品,还威胁到工作人员的安全,存在严重的安全隐患。
3.现有技术中会采用钢块来护住氮气弹簧,氮气弹簧穿设在钢块中,两者分别通过螺丝连接模具,可以保证氮气弹簧爆裂时碎片不会飞溅,提高安全性,缺点是钢块占用空间大,且钢块为非标准件,售后更换不便。现有生产流程中也会定期对模具进行保养,观察氮缸状态,但不能完全排除隐患。
4.另外,氮缸本身存在脱落的风险,主要是两个原因:一是氮缸通过螺丝连接模具的,其螺丝的设计规格较小,在生产过程中,在连续高频生产产生的震动中,氮缸易“滑丝”脱料;二是氮缸在安装过程中需要小心锁附,因安装人员经验不足而损伤氮缸牙距纹路的,也会造成“滑丝”脱落。
5.因此,需要对现有技术进行改进,提高安全的同时,简化结构,防止脱落。
技术实现要素:
6.本实用新型提供冲压模具生产用氮气弹簧防爆管,用以解决上述问题。
7.本实用新型采用的一个技术方案是:提供冲压模具生产用氮气弹簧防爆管,包括:防爆管本体、防脱环和若干圆管固定架,所述防爆管本体为圆柱形管,契合氮缸外形,所述防脱环设置在防爆管本体的下端,防止氮缸脱落,各个所述圆管固定架设置在防爆管本体的上端侧面,各个所述圆管固定架上均开设有连接孔,通过螺丝连接到模具。
8.进一步的,所述防爆管本体、防脱环和圆管固定架的材质均为铁,相互之间通过点焊连接。
9.进一步的,所述防爆管本体的管壁厚度为2.5mm,能有效防护爆裂带来的冲击力。
10.进一步的,所述防爆管本体的内径比氮缸外径大1mm,安装后,两者间隙为0.5mm,既能节约空间,又能保证相互独立。
11.进一步的,所述防爆管本体、防脱环和圆管固定架的材质为钢或者铜合金。
12.进一步的,所述防爆管本体、防脱环和圆管固定架之间为一体成型。
13.进一步的,还包括沉头螺丝和螺丝垫片,所述沉头螺丝设置在连接孔中,所述螺丝垫片设置在沉头螺丝和圆管固定架之间,通过螺纹连接完成防爆管的锁附。
14.本实用新型冲压模具生产用氮气弹簧防爆管的有益效果是:
15.1、通过防爆管本体、防脱环和若干圆管固定架为氮缸装上防爆管,做好预防屏障,为模具和一线的生产工人提供有效的防护,降低生产风险,具有机构精简、占用空间小、操作简单、成本低等优势,能够作为标准件进行批量生产,从加工/装配/原材料到后期维护保养都极大的降低了成本。
附图说明
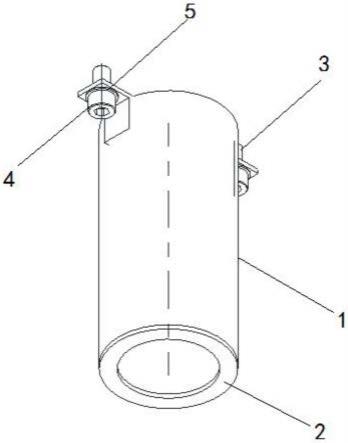
16.图1是本实用新型第一实施例冲压模具生产用氮气弹簧防爆管立体图;
17.图2是本实用新型第一实施例冲压模具生产用氮气弹簧防爆管剖视图;
18.附图中各部件的标记如下:1、防爆管本体,2、防脱环,3、圆管固定架,4、沉头螺丝,5、螺丝垫片。
具体实施方式
19.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
20.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“前”、“后”、“水平”、“垂直”、“内”、“外”等指示的方位或者位置关系为基于附图所示的方位或者位置关系,仅是为了便于描述本实用新型,而不能指示或暗示所指的组件或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
21.请参阅图1和图2,本实用新型第一实施例提供冲压模具生产用氮气弹簧防爆管,包括:防爆管本体、防脱环和两个圆管固定架,防爆管本体为圆柱形铁管,铁管内径略大于氮缸外径且契合氮缸外形,防脱环为铁环并设置在防爆管本体的下端,防脱环的内径大于氮缸驱动杆外径,不干扰氮缸工作且防止氮缸脱落,两个圆管固定架材质也为铁且对称设置在防爆管本体的上端侧面,两个圆管固定架上均开设有连接孔,连接孔内设置有沉头螺丝和螺丝垫片,螺丝垫片位于沉头螺丝和圆管固定架之间,通过螺纹连接完成防爆管的锁附。
22.具体的,防爆管本体、防脱环和圆管固定架两两之间通过点焊连接,结构稳固。
23.在本实施例中,使用的氮缸直径为50mm:经测试,防爆管本体的内径为51mm,装配后,冲压过程中,防爆管本体和氮缸之间能保持相互独立;经测试,防爆管本体的外径在56mm时,就能有效防护爆裂带来的冲击力。
24.具体的,防爆管本体的管壁厚度为2.5mm,防爆管本体的内径比氮缸外径大1mm,安装后,两者间隙为0.5mm,使防爆管相较于原先的钢块极大的减小了占用面积,使模具设计更容易。
25.冲压模具生产用氮气弹簧防爆管中,防爆管本体、防脱环和圆管固定架的材质还可以是钢或者铜合金,相互之间通过点焊连接或者一体成型。
26.本实用新型冲压模具生产用氮气弹簧防爆管的有益效果是:
27.1、通过防爆管本体、防脱环和若干圆管固定架为氮缸装上防爆管,做好预防屏障,为模具和一线的生产工人提供有效的防护,降低生产风险,具有机构精简、占用空间小、操
作简单、成本低等优势,能够作为标准件进行批量生产,从加工/装配/原材料到后期维护保养都极大的降低了成本。
28.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种冲压模具生产用氮气弹簧防爆管,其特征在于,包括:防爆管本体、防脱环和若干圆管固定架,所述防爆管本体为圆柱形管,所述防脱环设置在防爆管本体的下端,各个所述圆管固定架设置在防爆管本体的上端侧面,各个所述圆管固定架上均开设有连接孔。2.根据权利要求1所述的冲压模具生产用氮气弹簧防爆管,其特征在于,所述防爆管本体、防脱环和圆管固定架的材质均为铁,相互之间通过点焊连接。3.根据权利要求2所述的冲压模具生产用氮气弹簧防爆管,其特征在于,所述防爆管本体的管壁厚度为2.5mm。4.根据权利要求2所述的冲压模具生产用氮气弹簧防爆管,其特征在于,所述防爆管本体的内径比氮缸外径大1mm,安装后,两者间隙为0.5mm。5.根据权利要求1所述的冲压模具生产用氮气弹簧防爆管,其特征在于,所述防爆管本体、防脱环和圆管固定架的材质为钢或者铜合金。6.根据权利要求1所述的冲压模具生产用氮气弹簧防爆管,其特征在于,所述防爆管本体、防脱环和圆管固定架之间为一体成型。7.根据权利要求1所述的冲压模具生产用氮气弹簧防爆管,其特征在于,还包括沉头螺丝和螺丝垫片,所述沉头螺丝设置在连接孔中,所述螺丝垫片设置在沉头螺丝和圆管固定架之间。
技术总结
本实用新型冲压模具生产用氮气弹簧防爆管包括:防爆管本体、防脱环和若干圆管固定架,所述防爆管本体为圆柱形管,所述防脱环设置在防爆管本体的下端,各个所述圆管固定架设置在防爆管本体的上端侧面,各个所述圆管固定架上均开设有连接孔。本实用新型为氮缸装上防爆管,做好预防屏障,为模具和一线的生产工人提供有效的防护,降低生产风险,具有机构精简、占用空间小、操作简单、成本低等优势。成本低等优势。成本低等优势。
技术研发人员:魏婷婷
受保护的技术使用者:苏州威博达汽车零部件有限公司
技术研发日:2022.03.30
技术公布日:2022/8/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1