一种吸头滤芯批量装配设备的制作方法
1.本实用新型涉及装配设备,尤其涉及一种吸头滤芯批量装配设备。
背景技术:
2.现有技术中,tip吸头一般包括吸头管体以及位于管体内的滤芯,在装配过程中,需要将滤芯装入管体内才能使用。传统的滤芯装配工艺是采用手工装配方式,然而人工手动塞装滤芯的方式不仅操作繁琐,而且效率低下,装配成本较高,不良率也比较高。
技术实现要素:
3.本实用新型要解决的技术问题在于,针对现有技术的不足,提供一种可自动完成滤芯拾取和装配,无需人工手动塞装,不仅装配效率高,而且装配品质好的吸头滤芯批量装配设备。
4.为解决上述技术问题,本实用新型采用如下技术方案。
5.一种吸头滤芯批量装配设备,其包括有机台,所述机台的相邻处设有滤芯上料机构,所述机台上设有滤芯分料板,所述滤芯分料板上开设有多个分料槽,所述滤芯上料机构用于将滤芯输送至所述分料槽,所述机台上设有前后平移机构,所述前后平移机构的运动端设有支撑架,所述支撑架上设有升降气缸,所述升降气缸的运动端设有吸取支架,所述吸取支架上设有多个负压吸嘴,所述负压吸嘴位于所述分料槽上方,且所述负压吸嘴与所述分料槽一一对应,所述机台上固定有吸头支架,所述吸头支架位于所述滤芯分料板的前侧,所述吸头支架上开设有多个用于插装吸头的治具孔,所述治具孔与所述负压吸嘴一一对应,所述前后平移机构用于驱使所述支撑架前后运动,所述升降气缸用于带动所述负压吸嘴升降,所述负压吸嘴用于从所述分料槽的前端吸取所述滤芯以及用于将所述滤芯插装于所述吸头内。
6.优选地,多个分料槽沿所述滤芯分料板的横向均匀分布,多个负压吸嘴沿所述吸取支架的横向均匀分布,多个治具孔沿所述吸头支架的横向均匀分布。
7.优选地,所述滤芯分料板的前端固定有接料板,所述接料板上开设有多个接料槽,所述接料槽与所述分料槽一一对齐,所述接料槽的端部形成有圆弧形凹面。
8.优选地,所述接料板上固定有盖板,所述盖板覆盖于所述分料槽的上方。
9.优选地,所述滤芯上料机构为振动盘上料机构,所述支撑架和所述吸头支架均为倒“u”形架。
10.优选地,包括有两个前后平移机构,所述支撑架的两个支脚分别固定于两个前后平移机构的运动端。
11.优选地,所述前后平移机构包括有滑轨、滑块和直线气缸,所述滑轨和所述直线气缸均与所述机台固定连接,所述滑块设于所述滑轨上且二者滑动配合,所述支撑架的支脚与所述滑块固定连接。
12.优选地,所述机台上固定有护罩,所述护罩的前侧设有门口。
13.优选地,所述门口的内侧设有安全光幕装置。
14.优选地,所述机台上设有双手启动按钮和急停按钮。
15.本实用新型公开的吸头滤芯批量装配设备中,将所述吸头支架和所述滤芯分料板前后依次设置,同时将所述支撑架设于所述吸头支架和所述滤芯分料板上方,并利用所述前后平移机构驱使所述支撑架前后运动,当所述滤芯上料机构将滤芯输送至所述滤芯分料板的多个分料槽,且所述吸头支架的多个治具孔内插满吸头时,基于所述前后平移机构和所述升降气缸的配合驱动,使得所述负压吸嘴从所述分料槽的前端吸取所述滤芯,然后将所吸取的滤芯插装于所述吸头内,进而完成吸头滤芯的自动装配,相比现有技术而言,本实用新型无需手动装配,不仅提高了批量装配效率和装配良率,而且节省了人工成本,较好地满足了生产需求。
附图说明
16.图1为本实用新型吸头滤芯批量装配设备的立体图一;
17.图2为本实用新型吸头滤芯批量装配设备的立体图二;
18.图3为本实用新型吸头滤芯批量装配设备的立体图三;
19.图4为本实用新型吸头滤芯批量装配设备的局部结构图一;
20.图5为本实用新型吸头滤芯批量装配设备的局部结构图二。
具体实施方式
21.下面结合附图和实施例对本实用新型作更加详细的描述。
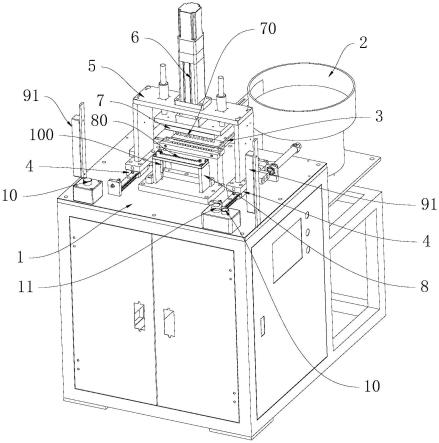
22.本实用新型公开了一种吸头滤芯批量装配设备,结合图1至图5所示,其包括有机台1,所述机台1的相邻处设有滤芯上料机构2,所述机台1上设有滤芯分料板3,所述滤芯分料板3上开设有多个分料槽30,所述滤芯上料机构2用于将滤芯输送至所述分料槽30,所述机台1上设有前后平移机构4,所述前后平移机构4的运动端设有支撑架5,所述支撑架5上设有升降气缸6,所述升降气缸6的运动端设有吸取支架7,所述吸取支架7上设有多个负压吸嘴70,所述负压吸嘴70位于所述分料槽30上方,且所述负压吸嘴70与所述分料槽30一一对应,所述机台1上固定有吸头支架8,所述吸头支架8位于所述滤芯分料板3的前侧,所述吸头支架8上开设有多个用于插装吸头100的治具孔80,所述治具孔80与所述负压吸嘴70一一对应,所述前后平移机构4用于驱使所述支撑架5前后运动,所述升降气缸6用于带动所述负压吸嘴70升降,所述负压吸嘴70用于从所述分料槽30的前端吸取所述滤芯以及用于将所述滤芯插装于所述吸头100内。
23.上述结构中,将所述吸头支架8和所述滤芯分料板3前后依次设置,同时将所述支撑架5设于所述吸头支架8和所述滤芯分料板3上方,并利用所述前后平移机构4驱使所述支撑架5前后运动,当所述滤芯上料机构2将滤芯输送至所述滤芯分料板3的多个分料槽30,且所述吸头支架8的多个治具孔80内插满吸头100时,基于所述前后平移机构4和所述升降气缸6的配合驱动,使得所述负压吸嘴70从所述分料槽30的前端吸取所述滤芯,然后将所吸取的滤芯插装于所述吸头100内,进而完成吸头滤芯的自动装配,相比现有技术而言,本实用新型无需手动装配,不仅提高了批量装配效率和装配良率,而且节省了人工成本,较好地满足了生产需求。
24.作为一种优选结构,多个分料槽30沿所述滤芯分料板3的横向均匀分布,多个负压吸嘴70沿所述吸取支架7的横向均匀分布,多个治具孔80沿所述吸头支架8的横向均匀分布。
25.本实施例中,所述滤芯分料板3的前端固定有接料板31,所述接料板31上开设有多个接料槽32,所述接料槽32与所述分料槽30一一对齐,所述接料槽32的端部形成有圆弧形凹面320。在所述接料板31以及多个接料槽32的作用下,可以使多个滤芯对齐,以便于多个负压吸嘴70准确吸取。
26.为了从顶部遮挡所述分料槽30,以免滤芯在输送过程中弹出,在本实施例中,所述接料板31上固定有盖板33,所述盖板33覆盖于所述分料槽30的上方。
27.作为一种优选方式,所述滤芯上料机构2为振动盘上料机构,所述支撑架5和所述吸头支架8均为倒“u”形架。
28.为了驱使所述支撑架5平稳移动,本实施例包括有两个前后平移机构4,所述支撑架5的两个支脚分别固定于两个前后平移机构4的运动端。
29.关于所述前后平移机构4的优选结构,本实施例中,所述前后平移机构4包括有滑轨40、滑块41和直线气缸42,所述滑轨40和所述直线气缸42均与所述机台1固定连接,所述滑块41设于所述滑轨40上且二者滑动配合,所述支撑架5的支脚与所述滑块41固定连接。
30.为了起到防护作用,本实施例中,所述机台1上固定有护罩9,所述护罩9的前侧设有门口90。
31.作为一种优选方式,所述门口90的内侧设有安全光幕装置91。在所述安全光幕装置91的作用下,可避免人手部或者其他物体误入到装配区域,当所述安全光幕装置91感应到有物体进入时,可及时控制装配设备停机。
32.进一步地,所述机台1上设有双手启动按钮10和急停按钮11。本实施例优选采用双手启动的方式,由此可提高设备启动过程的安全性和可靠性。
33.以上所述只是本实用新型较佳的实施例,并不用于限制本实用新型,凡在本实用新型的技术范围内所做的修改、等同替换或者改进等,均应包含在本实用新型所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1