车厢侧板的钣金件冲压模具的制作方法
1.本实用新型涉及货车车厢部件的加工领域,具体涉及车厢侧板的钣金件冲压模具。
背景技术:
2.货车车厢侧板是由板梁和钣金片组成,钣金件是多道折弯的波浪线零件,在冲压的时候需要多道折弯,如果每次需要手动调整冲压位置,生产效率就比较慢。并且,由于车厢有不同规格,涉及到钣金件的不同长度,每个规格的模具都需要定制一台,在厂区内占地面积增大。
技术实现要素:
3.为解决上述技术问题,本实用新型的目的在于一种提供车厢侧板的钣金件冲压模具,此模具更改变产品的质量,提高货车车厢侧板的撞击力,还能提高冲压效率。
4.为了实现上述目的,本实用新型的技术方案如下:
5.车厢侧板的钣金件冲压模具,包括开有c形槽口的床身,其特征在于:在床身上部安装有液压驱动的冲头凸模,在床身下部安装有冲压凹模,冲压凹模下方设有固定在床身上的凹模座,冲压凹模的上平面设有呈波浪线状的凹槽,凹槽大小匹配于冲头凸模大小;
6.所述冲压凹模的截面呈矩形,内部呈中空状,沿着冲压凹模的长度方向穿插一横轴,在横轴上套有直齿轮,垂直于横轴方向设有穿插在冲压凹模上的纵轴,在凹模座上安装着竖直支撑板,纵轴的其中一端活动安装在竖直支撑板上,在纵轴上套有与直齿轮啮合的非标长条齿,直齿轮和非标长条齿均是处于冲压凹模内的中空范围内,并且非标长条齿的长度等于或大于冲压凹模的宽度,在横轴的端头套有置于冲压凹模外的主动齿轮,在床身底部设有一驱动电机,驱动电机的输出轴上安装有驱动齿轮,驱动齿轮与主动齿轮之间安装有齿轮链条。
7.纵轴的两端设有限位旋钮,纵轴是一螺纹杆,限位旋钮沿着纵轴长度方向移动。
8.为加强位置锁定的牢固性,在冲压凹模的竖侧面上设有向着冲压凹模中心凹进去的v 形槽,纵轴从v形槽处穿过冲压凹模,在纵轴上还套有加强板,加强板靠近冲压凹模的v形槽槽面处。
9.冲头凸模和冲压凹模的长度可同时供一个及一个以上的钣金件同时冲压成型,可同时供多个钣金件冲压成形,提高效率。
10.冲压时,为避免钣金件在冲头凸模的冲压下移位,影响下一道折弯的形成,在床身上部设有并排于冲头凸模的压紧装置,压紧装置由压紧缸和抵紧板组成,压紧缸倒挂着安装在床身上部侧壁上,抵紧板安装在压紧缸的缸轴上,压紧缸伸出时,抵紧板压住冲压凹模上钣金件的边沿。
11.压紧装置至少设有两组,沿着冲头凸模的长度方向,分别固定在床身上部的左右两侧,并且两组压紧装置远离操作台面置于床身内侧。
12.非标长条齿由一体成形的齿套部和长条直齿部组成,齿套部套在纵轴上,长条直齿部与直齿轮啮合。
13.本实用新型与现有技术相比的有益效果是:冲头凸模沿着冲压凹模的波浪线凹槽,从床身的内侧往外侧挨个冲向每个凹槽,摆放在中间的钣金件就能被冲压折弯成形,避免一次性冲压破坏钣金件的延展性,避免了一次成形对折弯处的材料拉薄而造成的车厢侧板强度降低,本次冲压模具改善了以上情况,增强了钣金件的整体强度,即使车厢侧板受到强力撞击时,钣金件也不容易裂缝。
14.整个模具的长度较长,能适应不用长度、不同宽度钣金件的制作,节省模具,还能在一个模具上同时冲压多个钣金件,提高了生产效率。
15.每次不需要手动调整钣金件放在模具上的位置,冲压每一道折弯时也无需调整位置,凹模的多个凹槽直接定位,凸模每次对准凹槽位置冲压即可,只需在冲压的时候保持钣金件不动即可。
附图说明
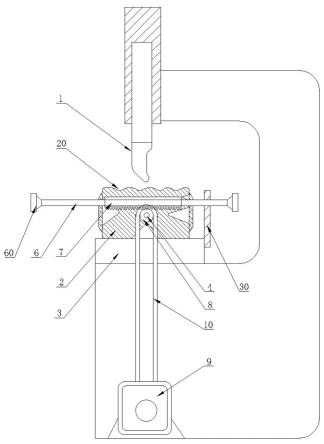
16.图1为钣金件冲压模具的侧面结构示意图;
17.图2为冲压凹模与纵轴、横轴的安装关系剖视图;
18.图3为压紧装置压着钣金件的使用状态结构示意图。
具体实施方式
19.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例进一步阐述本实用新型。
20.如图1、图2、图3示的车厢侧板的钣金件冲压模具,包括开有c形槽口的床身,在床身上部安装有液压驱动的冲头凸模1,在床身下部安装有冲压凹模2,冲压凹模2下方设有固定在床身上的凹模座3,冲压凹模2的上平面设有呈波浪线状的凹槽20,凹槽20大小匹配于冲头凸模1大小,在钣金件放置在冲压凹模上后,冲头凸模挨个按照顺序(按照图1的从右至左)冲压凹槽,这样钣金件没有被折弯的地方是活动的,在冲压折弯时就能留足材料,如果材料两边都被压住,那么在冲压时中间的材料就会被拉伸变薄,而此设计不必造成材料的拉伸,钣金件具有延展性,折弯出来的车厢侧板钣金件不易裂缝,质量更好。
21.所述冲压凹模2的截面呈矩形,内部呈中空状,沿着冲压凹模2的长度方向穿插一横轴4,在横轴4上套有直齿轮5,垂直于横轴4方向设有穿插在冲压凹模2上的纵轴6,在凹模座3上安装着竖直支撑板30,纵轴6的其中一端活动安装在竖直支撑板30上,在纵轴6上套有与直齿轮5啮合的非标长条齿7,直齿轮5和非标长条齿7均是处于冲压凹模2内的中空范围内,并且非标长条齿7的长度等于或大于冲压凹模2的宽度,确保带动着冲压凹模2的每个凹槽20都能经过冲头凸模1正下方,完成对钣金件的冲压,在横轴4的端头套有置于冲压凹模2外的主动齿轮8,在床身底部设有一驱动电机9,驱动电机9的输出轴上安装有驱动齿轮,驱动齿轮与主动齿轮8之间安装有齿轮链条10。驱动电机9通过齿轮链条10带动横轴4转动,横轴4带动直齿轮5转动,与直齿轮5啮合的非标长条齿7沿着纵轴6来回移动,非标长条齿由一体成形的齿套部和长条直齿部组成,齿套部套在纵轴上,长条直齿部与直齿轮啮合。纵轴6是与非标长条齿7刚性连接的,纵轴6活动穿插在竖直支撑板30板上,纵轴6刚性连接在冲压
凹模2上,这样在纵轴6移动时,就能带动冲压凹模2在凹模座3上移动,使得冲压凹模2上的每一个凹槽经过冲头凸模1,完成钣金件上每道折弯道的冲压折弯工作。
22.纵轴6的两端设有限位旋钮60,纵轴6是一螺纹杆,限位旋钮60沿着纵轴长度方向移动,用于锁紧限位,防止冲压凹模2冲出凹模座3的位置,还可以设置限位开关。
23.为加强位置锁定的牢固性,在冲压凹模2的竖侧面上设有向着冲压凹模2中心凹进去的v 形槽21,纵轴6从v形槽21处穿过冲压凹模2,在纵轴6上还套有加强板61,加强板61靠近冲压凹模2的v形槽21槽面处,加强板加强纵轴6支撑,辅助纵轴6稳定的带着冲压凹模2移动。
24.冲头凸模1和冲压凹模2的长度可同时供一个及一个以上的钣金件同时冲压成型,可同时供多个钣金件冲压成形,提高效率。每加长1m,就需要多加一组齿轮和纵轴,确保平稳的带动冲压凹模2移动,还要加压紧装置装置,确保该位置在冲压钣金件时,有压紧装置帮助工人压紧钣金件的一端,避免冲压时飞边和局部拱起。
25.冲压时,为避免钣金件在冲头凸模1的冲压下移位,影响下一道折弯的形成,在床身上部设有并排于冲头凸模1的压紧装置,压紧装置由压紧缸11和抵紧板12组成,压紧缸11倒挂着安装在床身上部侧壁上,抵紧板12安装在压紧缸11的缸轴上,抵紧板呈l形,从冲压凹模2的边沿,一边低着钣金件13不后移动,还要压着防止翘起,压紧缸11伸出时,抵紧板12压住冲压凹模2上钣金件的边沿。压紧装置至少设有两组,沿着冲头凸模1的长度方向,分别固定在床身上部的左右两侧,并且两组压紧装置远离操作台面置于床身内侧。压紧缸11为液压缸或者气缸。
26.在钣金件放在冲压凹模2上后,启动压紧缸11和驱动电机9,抵紧板12伸出压着钣金件,驱动电机为伺服电机,驱动齿轮轴带动纵轴移动,驱动的频率要配合冲头凸模1的冲压速度,这个现有技术,很容易调试出来,在本实施例中不详细描述调速过程,在车间的技术员要根据冲头凸模1的冲压速率来调整伺服电机的速度。
27.以上对本实用新型提供的车厢侧板的钣金件冲压模具进行了详细介绍。具体实施例的说明只是用于帮助理解本实用新型的方法及其核心思想,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1