气门阀杆锁夹压装装置的制作方法
1.本实用新型涉及气门阀杆锁夹压装装置。
背景技术:
2.气门在装入缸盖中后,会在阀杆外套一个弹簧,而后在阀杆上装配一个锁夹对弹簧进行限位,其中的锁夹包括转帽和两块锥形瓦片,转帽内设有用于阀杆穿过的锥孔,将锥形瓦片插入到锥孔与阀杆之间间隙内,由弹簧推动锥形瓦片与锥孔之间形成斜面
3.配合,以实现锁夹对阀杆进行固定,现有的装配是采用压装工装手动,比如专利号为“cn204505148u、缸盖气阀阀杆转帽与锁夹快速装配与拆卸用工装”、“cn201020613230.2、柴油机气缸盖气门]弹簧压装工具”等,这类装配工装每次只能手动装配一根阀杆,装配不高,无法满足生产节拍。
技术实现要素:
4.本实用新型的目的在于提供气门阀杆锁夹压装装置,用于解决现有气门阀杆锁夹装配效率不高的问题。
5.为了解决上述问题,本实用新型的技术方案为:气门阀杆锁夹压装装置,包括压装台,压装台上安装有气缸,气缸活塞杆与压板固定连接,在压板上连接有多个压装机构,所述压装机构包括压头,压头内设有阶梯孔,所述阶梯孔包括粗孔和细孔,在细孔内设有导套,在粗孔内设有与导套固定连接的环板,在压头上端可分离式连接有连接座,在连接座上设有与细孔同轴的定位孔,在细孔内设有芯轴,芯轴上设有凸缘,在凸缘外套有第一弹簧,在芯轴外套有第二弹簧,第一弹簧两端分别抵靠在连接座和环板上,第二弹簧两端分别抵靠在凸缘和连接座上,在压头下端设有设有多个切槽,曲杆中部铰接在切槽内,曲杆上端与压头之间设有第三弹簧,曲杆下端具有拉钩,所述拉钩位于压头下方。
6.本实用新型的有益效果为:首先是一次能够同时对多根阀杆锁夹进行装配,其次是装配压头能够自动与锁夹分离,由此极大的提高的装配效率。
附图说明
7.下面结合附图对本实用新型做进一步的说明:
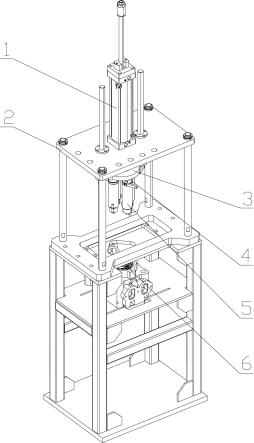
8.图1为本实用新型的结构示意图,
9.图2为本实用新型的结构示意图,
10.图3为本实用新型关于压装机构的结构示意图,
11.图4为本实用新型关于压装机构的局部结构示意图,
12.图5为本实用新型关于压装机构的剖面结构示意图,
13.图6为图5中a处的局部放大结构示意图。
14.图中:气缸1、压装台2、压板3、快装机构4、法兰板401、插头402、套管403、手柄螺丝404、装机构5、连接座501、压头502、第二弹簧503、环板504、曲杆505、拉钩506、阶芯轴507、
梯孔508、第一弹簧509、第三弹簧510、凸缘511、导套512、沉孔513、阀杆6、转帽601、瓦片602、弧形槽603、凸棱604。
具体实施方式
15.如图1到5所示,气门阀杆锁夹压装装置,包括压装台2,压装台2包括安装板和顶板,顶板上安装有气缸1和多个管套,管套内设有导杆,气缸1活塞杆和导杆与压板3固定连接,在压板3上连接有四个压装机构5,所述压装机构5包括压头502,压头502内设有阶梯孔508,所述阶梯孔508包括粗孔和细孔,在细孔内设有导套512,在粗孔内设有与导套512固定连接的环板504,在压头502上端通过螺丝连接有连接座501,在连接座501上设有与细孔同轴的定位孔,在细孔内设有芯轴507,芯轴507上端位于定位孔内,芯轴507上设有凸缘511,在凸缘511外套有第一弹簧509,在芯轴507外套有第二弹簧503,第一弹簧509两端分别抵靠在连接座501和环板504上,第二弹簧503两端分别抵靠在凸缘511和连接座501上,在压头502下端设有设有两个切槽,曲杆505中部铰接在切槽内,曲杆505上端与压头502之间设有第三弹簧510,曲杆505下端具有三角形的拉钩506,所述拉钩506位于压头502下方。
16.本实用新型的工作过程为:
17.第一步:如图1到3所示,在将缸盖放置到安装板上后,工作人员手捏着两根曲杆505上端,将拉钩506撑开,而后将锁夹抵靠到压头502下端,之后松开曲杆505,第三弹簧510推动两个拉钩506勾住锁夹中转帽601边缘,同时芯轴507下端插入到锁夹中两块瓦片602之间。
18.第二步:如图5和6所示,气缸1驱动压装机构5下行,首先是芯轴507被阀杆6顶动上行,第二弹簧503被压缩,同时阀杆6进入瓦片602内,接着阀杆6顶部抵靠在瓦片602弧形凸棱604上,迫使瓦片602推动导套512上行,第一弹簧509被压缩,随着瓦片602和导套512的上行,由于瓦片602和转帽601之间是斜面配合,因此在两块瓦片602上行的过程中,两块瓦片602之间间隙也逐渐变大,当间隙变大至大于阀杆6直径时,则阀杆6穿过两块瓦片602,让瓦片602上弧形凸棱604进入到阀杆6弧形槽603中。
19.第三步:气缸1驱动压装机构5上行至初始位置,在上行的过程中,导套512推动瓦片602抵靠转帽601锥孔,同时气门弹簧推顶转帽601上行,由于瓦片602与转帽601之间是斜面配合,因此瓦片602和转帽601能够牢固的对阀杆6进行锁紧,同时转帽601从挂钩上拉开,在转帽601与挂钩拉开后,气门弹簧推顶锁夹,让锁夹紧固,完成对锁夹的装配工序。
20.在压头502下端开设有与细孔同轴的沉孔513。如图6所示,沉孔513方便对转帽601的进行定位。
21.芯轴507下端为圆台形。这种能够对瓦片602进行导向,方便工作人员上料。
22.如图3和4所示,压板3通过快装机构4与压装机构5连接,所述快装机构4包括连接在压板3上的法兰板401,法兰板401上固定连接有套管403,在套管403上螺纹连接手柄螺丝404,在连接座501上固定连接有插头402,插头402插入在套管403内,在插头402上设有紧固面,手柄螺丝404一端抵靠在紧固面上。在需要对压装机构5进行更换时,可以松开手柄螺丝404,将插头402套管403中拔出,替换上新的压装机构5,这样方便对不同型号的气门阀杆6锁夹进行装配。
技术特征:
1.气门阀杆锁夹压装装置,包括压装台(2),压装台(2)上安装有气缸(1),气缸(1)活塞杆与压板(3)固定连接,其特征在于:在压板(3)上连接有多个压装机构(5),所述压装机构(5)包括压头(502),压头(502)内设有阶梯孔(508),所述阶梯孔(508)包括粗孔和细孔,在细孔内设有导套(512),在粗孔内设有与导套(512)固定连接的环板(504),在压头(502)上端可分离式连接有连接座(501),在连接座(501)上设有与细孔同轴的定位孔,在细孔内设有芯轴(507),芯轴(507)上设有凸缘(511),在凸缘(511)外套有第一弹簧(509),在芯轴(507)外套有第二弹簧(503),第一弹簧(509)两端分别抵靠在连接座(501)和环板(504)上,第二弹簧(503)两端分别抵靠在凸缘(511)和连接座(501)上,在压头(502)下端设有设有多个切槽,曲杆(505)中部铰接在切槽内,曲杆(505)上端与压头(502)之间设有第三弹簧(510),曲杆(505)下端具有拉钩(506),所述拉钩(506)位于压头(502)下方。2.根据权利要求1所述的气门阀杆锁夹压装装置,其特征在于:在压头(502)下端开设有与细孔同轴的沉孔(513)。3.根据权利要求1所述的气门阀杆锁夹压装装置,其特征在于:芯轴(507)下端为圆台形。4.根据权利要求1到3任一项所述的气门阀杆锁夹压装装置,其特征在于:压板(3)通过快装机构(4)与压装机构(5)连接,所述快装机构(4)包括连接在压板(3)上的法兰板(401),法兰板(401)上固定连接有套管(403),在套管(403)上螺纹连接手柄螺丝(404),在连接座(501)上固定连接有插头(402),插头(402)插入在套管(403)内,在插头(402)上设有紧固面,手柄螺丝(404)一端抵靠在紧固面上。
技术总结
气门阀杆锁夹压装装置,包括压装台,压装台上安装有气缸,气缸活塞杆与压板固定连接,在压板上连接有多个压装机构,所述压装机构包括压头,压头内设有阶梯孔,所述阶梯孔包括粗孔和细孔,在细孔内设有导套,在粗孔内设有与导套固定连接的环板,在压头上端可分离式连接有连接座,在连接座上设有与细孔同轴的定位孔,在细孔内设有芯轴,芯轴上设有凸缘,在凸缘外套有第一弹簧,在芯轴外套有第二弹簧,第一弹簧两端分别抵靠在连接座和环板上,第二弹簧两端分别抵靠在凸缘和连接座上,在压头下端设有设有多个切槽,所述拉钩位于压头下方。本实用新型用于解决现有气门阀杆锁夹装配效率不高的问题。高的问题。高的问题。
技术研发人员:崔满满 聂森 周元梁
受保护的技术使用者:宜昌英汉超声电气有限公司
技术研发日:2022.04.20
技术公布日:2022/11/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1